Download as pdf or txt
You might also like
- Pinout Renaul ClioDocument2 pagesPinout Renaul Cliodavidjona82% (56)
- Burgman Parts-UB125 CatalogueDocument69 pagesBurgman Parts-UB125 Cataloguecash less50% (12)
- 4L60E Common ProblemsDocument4 pages4L60E Common ProblemsTransmisiones Automáticas Chepe100% (4)
- Valve StudentDocument68 pagesValve StudentToni100% (1)
- Valves PPT - by Mohit VarshneyDocument39 pagesValves PPT - by Mohit VarshneyMohit VARSHNEYNo ratings yet
- Yamaha Alba PDFDocument11 pagesYamaha Alba PDFJawale Chetan100% (2)
- Drysuit Valve // Operation, Care & Maintenance Manual: Tested To EN 14225Document12 pagesDrysuit Valve // Operation, Care & Maintenance Manual: Tested To EN 14225Ian Christiansen SanchezNo ratings yet
- Iom Gate Valves Fig. 291 Rev1Document4 pagesIom Gate Valves Fig. 291 Rev1linh phamNo ratings yet
- Wilkins 70 Pressure Reducing ValveDocument2 pagesWilkins 70 Pressure Reducing ValveStevieB5252No ratings yet
- 755Document19 pages755JOHNNo ratings yet
- TM 90 21 PDFDocument22 pagesTM 90 21 PDFJuan MateNo ratings yet
- Installation - Maintenance Manual F15 and F30 Series 150 and 300 Lb. Flanged Full Port Ball ValvesDocument5 pagesInstallation - Maintenance Manual F15 and F30 Series 150 and 300 Lb. Flanged Full Port Ball ValvesBureau VeritasNo ratings yet
- Resilient Seated Wedge Gate Valve: Installation, Operation & Maintenance InstructionsDocument2 pagesResilient Seated Wedge Gate Valve: Installation, Operation & Maintenance InstructionsshahqazwsxNo ratings yet
- Pneumatic Control ValvesDocument59 pagesPneumatic Control ValvesandresbaduyNo ratings yet
- Hydraulic Rod Jar: Instruction Manual 4010Document8 pagesHydraulic Rod Jar: Instruction Manual 4010Foros IscNo ratings yet
- TOMOE Valve Handling PrecautionsDocument14 pagesTOMOE Valve Handling PrecautionsHeru SACNo ratings yet
- Agco 800-900 Is-V3117 Agcsb-0072-EnDocument5 pagesAgco 800-900 Is-V3117 Agcsb-0072-EnChirasak PaksasornNo ratings yet
- 07 - Valves - 3Document7 pages07 - Valves - 3yusuf.yuzuakNo ratings yet
- I & M Mark 57: Ideal InstallationDocument4 pagesI & M Mark 57: Ideal Installationbenzerga karimNo ratings yet
- Globe & Gate ValvesDocument6 pagesGlobe & Gate Valvessumit kumarNo ratings yet
- Dixon Hose Valve Installation InstructionDocument2 pagesDixon Hose Valve Installation InstructionJMNo ratings yet
- Servicing Guide To British Motor V EhiclesDocument1 pageServicing Guide To British Motor V EhiclesStephen CarterNo ratings yet
- I & M Mark V-100 Series: NtroductionDocument16 pagesI & M Mark V-100 Series: Ntroductionwagner machado de moraesNo ratings yet
- M. Saleem Raza Ali, SEDocument33 pagesM. Saleem Raza Ali, SEgoda gi420No ratings yet
- TM 90 01Document29 pagesTM 90 01juliancardona77No ratings yet
- Portable Oxygen Cylinders: Training and Safety GuidelinesDocument4 pagesPortable Oxygen Cylinders: Training and Safety GuidelinesraoNo ratings yet
- Portable Oxygen Cylinders Training and Safety Guidelines (Homecare Series)Document4 pagesPortable Oxygen Cylinders Training and Safety Guidelines (Homecare Series)Haruna.2008 Ghareeb2003No ratings yet
- Butterfly Valves (S) - Rev 02-05-2019Document2 pagesButterfly Valves (S) - Rev 02-05-2019arjun 11No ratings yet
- Tech ManualDocument44 pagesTech ManualJonathan Negrete OrtizNo ratings yet
- 7 - Quick Closing ValveDocument4 pages7 - Quick Closing ValveRanjan DiptanshuNo ratings yet
- Pre-Evaluation Before MaintenanceDocument2 pagesPre-Evaluation Before MaintenanceultraspeedNo ratings yet
- Virgo Virgo: Installation Installation Operation & Operation & Maintenance Maintenance Manual ManualDocument29 pagesVirgo Virgo: Installation Installation Operation & Operation & Maintenance Maintenance Manual ManualRio WitcandraNo ratings yet
- Pipe Fittings, ValvesDocument10 pagesPipe Fittings, Valvesaasatti100% (1)
- Warning: Installation, Operating, & Maintenance InstructionsDocument9 pagesWarning: Installation, Operating, & Maintenance InstructionsAnggi SujiwoNo ratings yet
- One Way Valve LoDocument2 pagesOne Way Valve LoLuis Fernando Flores CarrilloNo ratings yet
- Virgo Virgo: Installation Installation Operation & Operation & Maintenance Maintenance Manual ManualDocument17 pagesVirgo Virgo: Installation Installation Operation & Operation & Maintenance Maintenance Manual ManualRio WitcandraNo ratings yet
- Diaphragm Operated Pressure Flow Control Valve OmDocument7 pagesDiaphragm Operated Pressure Flow Control Valve OmAnupmaNo ratings yet
- Repairing Leaky Gate Valves: MarkDocument2 pagesRepairing Leaky Gate Valves: MarkAlfred PabloNo ratings yet
- LT Valves Trunnion Mounted Ball ValvesDocument48 pagesLT Valves Trunnion Mounted Ball ValvesXioamiWangWertNo ratings yet
- Users Manual Lagaay Oxygen Bag Contents of The Lagaay Oxygen BagDocument5 pagesUsers Manual Lagaay Oxygen Bag Contents of The Lagaay Oxygen BagСергей МалышевNo ratings yet
- Val Control de Flujo Set StopDocument46 pagesVal Control de Flujo Set StopNatalia BeltránNo ratings yet
- InstrDocument31 pagesInstrSergioGaldamesPérezNo ratings yet
- Equipment Definition: Component LiteratureDocument4 pagesEquipment Definition: Component LiteratureAbbas AkbarNo ratings yet
- Installation, Operation, & Maintenance of Beric Globe ValvesDocument4 pagesInstallation, Operation, & Maintenance of Beric Globe ValvesMASOUDNo ratings yet
- Manual de Uso Lactina PlusDocument76 pagesManual de Uso Lactina PlusCristian BazánNo ratings yet
- I & M 6800HP Series: Ideal Installation SchematicDocument4 pagesI & M 6800HP Series: Ideal Installation SchematicMultilibros VillamontesNo ratings yet
- Handling Precautions While Installing ButterFly ValveDocument10 pagesHandling Precautions While Installing ButterFly ValveDefenceDogNo ratings yet
- Installation, Maintenance and Operating Instructions: StorageDocument4 pagesInstallation, Maintenance and Operating Instructions: StorageJAntonio De la CruzNo ratings yet
- Pressure Reducing Valve: ModelDocument2 pagesPressure Reducing Valve: Modeljuliancardona77No ratings yet
- One Way ValveDocument2 pagesOne Way ValveOzan EGEMENNo ratings yet
- Catalina Valve Insertion InstructionsDocument3 pagesCatalina Valve Insertion InstructionsCarlos Arturo Martinez SalcedoNo ratings yet
- Pengetahuan - ValvesDocument8 pagesPengetahuan - ValvesivansanjayaNo ratings yet
- TM 90 21Document21 pagesTM 90 21enrique RiosNo ratings yet
- RegO 3200 Series Sales Sheet Selon GLI FranceDocument11 pagesRegO 3200 Series Sales Sheet Selon GLI FranceElyaalaouiNo ratings yet
- CLA VAL 50-20-Install-Operation-and-Maintenance-ManualDocument28 pagesCLA VAL 50-20-Install-Operation-and-Maintenance-ManualChirasak PaksasornNo ratings yet
- Valtek Pressure-Balanced Trim: General Instructions Disassembly and ReassemblyDocument4 pagesValtek Pressure-Balanced Trim: General Instructions Disassembly and ReassemblyEduardo Landa GonzalezNo ratings yet
- Control Valves: Rejath Jacob ThomasDocument77 pagesControl Valves: Rejath Jacob Thomasshakti sindhuNo ratings yet
- Model 115-3: Digital Electronic Control ValveDocument36 pagesModel 115-3: Digital Electronic Control ValveBruno GonçalvesNo ratings yet
- TM 136 03Document34 pagesTM 136 03ahmsa.morsyNo ratings yet
- ValvesDocument83 pagesValvesFakher AlrashidNo ratings yet
- Halcyon Tankbands02Document2 pagesHalcyon Tankbands02viboralunaNo ratings yet
- 07 - Valves - 2Document6 pages07 - Valves - 2yusuf.yuzuakNo ratings yet
- Storage Tank Steel Cylinder CatalogDocument10 pagesStorage Tank Steel Cylinder CatalogGore JiangNo ratings yet
- Watertec Bubblebox Catalog en eDocument12 pagesWatertec Bubblebox Catalog en eGore JiangNo ratings yet
- Forum Flüssiggas 2023Document3 pagesForum Flüssiggas 2023Gore JiangNo ratings yet
- Handwheel LPG Valve With PRDDocument3 pagesHandwheel LPG Valve With PRDGore JiangNo ratings yet
- b04130 Cat en A4 v11 Firedetec Marketing Material e 1538570938Document12 pagesb04130 Cat en A4 v11 Firedetec Marketing Material e 1538570938Gore JiangNo ratings yet
- TPED Certified Handwheel LPG Valves With PRDDocument1 pageTPED Certified Handwheel LPG Valves With PRDGore JiangNo ratings yet
- Know Your Cylinder Valve MarkingsDocument2 pagesKnow Your Cylinder Valve MarkingsGore JiangNo ratings yet
- LPG OPD Valve With UL CertificationDocument1 pageLPG OPD Valve With UL CertificationGore JiangNo ratings yet
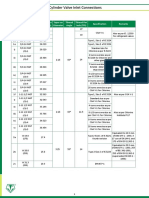
- Cylinder Valve Inlet TypeDocument2 pagesCylinder Valve Inlet TypeGore JiangNo ratings yet
- Handwheel Mexico NOM Certified LPG ValveDocument1 pageHandwheel Mexico NOM Certified LPG ValveGore JiangNo ratings yet
- CGA Fitting ReferenceDocument5 pagesCGA Fitting ReferenceGore JiangNo ratings yet
- Hexagonal Carbon Dioxide Camping ValveDocument3 pagesHexagonal Carbon Dioxide Camping ValveGore JiangNo ratings yet
- Fire Extinguisher Accessories ABC Fire Extinguisher 25mm Pressure GaugeDocument4 pagesFire Extinguisher Accessories ABC Fire Extinguisher 25mm Pressure GaugeGore JiangNo ratings yet
- LPG Cylinder Valve D22 Self-Closing Valve TPED CertificationDocument1 pageLPG Cylinder Valve D22 Self-Closing Valve TPED CertificationGore JiangNo ratings yet
- Catalog of Fire Extinguisher ValvesDocument7 pagesCatalog of Fire Extinguisher ValvesGore JiangNo ratings yet
- Sian Valve CatalogueDocument18 pagesSian Valve CatalogueGore JiangNo ratings yet
- Sian Valve CatalogueDocument18 pagesSian Valve CatalogueGore JiangNo ratings yet
- 450 ManualDocument13 pages450 ManualJane TaylorNo ratings yet
- 610 Alternative Repair ManualDocument64 pages610 Alternative Repair ManualGuevaraCustodioSaul100% (1)
- AMG156 Remove - Install Timing Case CoverDocument4 pagesAMG156 Remove - Install Timing Case CoverRoland HendriksNo ratings yet
- Me 6401 Kom - Uti Ans KeyDocument11 pagesMe 6401 Kom - Uti Ans Keylogeshboy007100% (1)
- HATLAPA Compressor L Series L50 L80IIDocument2 pagesHATLAPA Compressor L Series L50 L80IIAdheka Roman Syah100% (1)
- GEARS Mechanical Aptitude TestDocument20 pagesGEARS Mechanical Aptitude TestHamza-ur- RehmanNo ratings yet
- ATA-83 Accessory Gear BoxDocument11 pagesATA-83 Accessory Gear BoxMeda100% (2)
- Reciprocating Saw V28Sx/Vv28Ck In2Document4 pagesReciprocating Saw V28Sx/Vv28Ck In2Jafar AhmedNo ratings yet
- All-Electric Bus HVAC Solutions: Choose From A Range of Clean, Efficient SolutionsDocument4 pagesAll-Electric Bus HVAC Solutions: Choose From A Range of Clean, Efficient Solutionshaitham mohammadNo ratings yet
- Scotch Yoke MechanismDocument5 pagesScotch Yoke MechanismSurendran Sai50% (4)
- LAPORAN Desember 2018Document6 pagesLAPORAN Desember 2018IndraAtmajaNo ratings yet
- Aeroderivative Gas Turbine Analysis and TestDocument4 pagesAeroderivative Gas Turbine Analysis and TestJorge Mario RodriguezNo ratings yet
- Im Ul520i Ul520is Ul520isaDocument68 pagesIm Ul520i Ul520is Ul520isaPraveen SingamNo ratings yet
- Chapter 2Document24 pagesChapter 2Htut Ko Ko YeeNo ratings yet
- Manual Usuario BerkeleyDocument28 pagesManual Usuario BerkeleyRuber TorresNo ratings yet
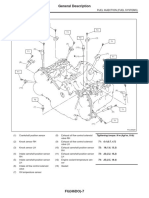
- 08-Fuel SytmDocument7 pages08-Fuel SytmDevid Waladan SholehanNo ratings yet
- Honda Part Number Untuk brg2 B Series EngineDocument2 pagesHonda Part Number Untuk brg2 B Series EnginesaM aS100% (1)
- Chapter 1 Machining TechnologyDocument20 pagesChapter 1 Machining TechnologyMalekRoselina LekinaNo ratings yet
- WS50Parts Book KubotaDocument87 pagesWS50Parts Book KubotaEdin Raul Yalle RafaelNo ratings yet
- K Tag Car ListDocument558 pagesK Tag Car ListMacovei Lucian FlorinNo ratings yet
- Piston Engine FundamentalDocument62 pagesPiston Engine Fundamentalkp subedi100% (1)
- Bitelli BB781Document2 pagesBitelli BB781Dem Hasi100% (1)
- Po-4265-Serck Audco-Minera Collahuasi PDFDocument2 pagesPo-4265-Serck Audco-Minera Collahuasi PDFMarcos CuevasNo ratings yet
- 2016 SUBARU LEGACY - Knock Sensor and P0327Document7 pages2016 SUBARU LEGACY - Knock Sensor and P0327xristo xristovNo ratings yet
- Four Stroke Diesel EngineDocument20 pagesFour Stroke Diesel EngineMuzafar AhmadNo ratings yet
- Booste - KK - N 501 1 - 2169 - 30281-02 - 02EDocument53 pagesBooste - KK - N 501 1 - 2169 - 30281-02 - 02Ecancan25No ratings yet