Download as xls, pdf, or txt
You might also like
- (Get Now) SOAP For Family Medicine by Daniel Maldonado: Â Š PDF Â Š KINDLE Â ŠDocument12 pages(Get Now) SOAP For Family Medicine by Daniel Maldonado: Â Š PDF Â Š KINDLE Â ŠMauricio Solano DiazNo ratings yet
- Flange Inspection Procedure - Applus (NXPowerLite)Document6 pagesFlange Inspection Procedure - Applus (NXPowerLite)ndt_inspectorNo ratings yet
- Submittal To Manufacturing EngineeringDocument11 pagesSubmittal To Manufacturing EngineeringRoger DalakerNo ratings yet
- Gurzu Vlad NicolaeDocument3 pagesGurzu Vlad NicolaeSilviu-Razvan TosaNo ratings yet
- Paper NDTDocument11 pagesPaper NDTAllwin AntonyNo ratings yet
- Destructive TestingDocument4 pagesDestructive TestingPramod PamuNo ratings yet
- Weld Inspection and RepairDocument23 pagesWeld Inspection and RepairIlter KocamanNo ratings yet
- Postbuckling and Collapse AnalysisDocument8 pagesPostbuckling and Collapse AnalysisAtsis Papadopoulos100% (1)
- Zavarivanje Testovi NDTDocument13 pagesZavarivanje Testovi NDTborrisd988No ratings yet
- The ABC's of Nondestructive Weld ExaminationDocument10 pagesThe ABC's of Nondestructive Weld Examinationlethanhhai0306No ratings yet
- Virtual Tool Mark Generation For Efficient Striation AnalysisDocument10 pagesVirtual Tool Mark Generation For Efficient Striation Analysisjuk expertNo ratings yet
- Microelectronics ReliabilityDocument6 pagesMicroelectronics ReliabilityIndrawan AzizNo ratings yet
- Destructive Testing of WeldsDocument4 pagesDestructive Testing of Weldsvikram5211No ratings yet
- Questions & Answers Related To Eddy Current Test Systems: MAY 2003 1. How Does Eddy Current Testing Evaluate Parts?Document7 pagesQuestions & Answers Related To Eddy Current Test Systems: MAY 2003 1. How Does Eddy Current Testing Evaluate Parts?debmala1100% (1)
- ACFM Applications1Document12 pagesACFM Applications1naoufel1706No ratings yet
- NDT Ut SumDocument9 pagesNDT Ut Sumuthiyacharan_1400961No ratings yet
- Fine Tuning Sieve Analysis For Accurate Particle Size MeasurementDocument3 pagesFine Tuning Sieve Analysis For Accurate Particle Size MeasurementKarolina ZavalaNo ratings yet
- Chapter 6 - Special ApplicationsDocument14 pagesChapter 6 - Special Applicationsvibinkumars@gmail.com100% (1)
- In-Process Detection of Weld Defects Using Laser-Based UltrasoundDocument12 pagesIn-Process Detection of Weld Defects Using Laser-Based UltrasoundvarshithaNo ratings yet
- Electronic Tap Hammer For Composite Damage AssessmentDocument9 pagesElectronic Tap Hammer For Composite Damage AssessmentBilal AhmadNo ratings yet
- Non-Destructive Testing For Non-Ferrous Materials Like Aluminium and Copper.Document9 pagesNon-Destructive Testing For Non-Ferrous Materials Like Aluminium and Copper.Raushan JhaNo ratings yet
- Module 6 MaterialsDocument14 pagesModule 6 MaterialsRubio Billy JoeNo ratings yet
- Void ContentDocument6 pagesVoid ContentAnilkumar MNo ratings yet
- 6 Ver 2 Alternating Current Field MeasurementDocument9 pages6 Ver 2 Alternating Current Field MeasurementMuhammad ZariqNo ratings yet
- Failure Analysis 1Document14 pagesFailure Analysis 1Rendra Maha Putra JfNo ratings yet
- Encoded Phased Array Bridge Pin Inspection: Product Function and FormDocument9 pagesEncoded Phased Array Bridge Pin Inspection: Product Function and FormAhmad FawzeNo ratings yet
- Pec Basics v9 PDFDocument8 pagesPec Basics v9 PDFWayneNo ratings yet
- Phasor XS Flange Face PaperDocument32 pagesPhasor XS Flange Face PapervrapciudorianNo ratings yet
- Welding InspectionDocument15 pagesWelding InspectionSreedhar Patnaik.MNo ratings yet
- Executive Summary FinalDocument7 pagesExecutive Summary Finalapi-285757994No ratings yet
- NDTDocument93 pagesNDTVincent Vijayakumar33% (3)
- Ultrasonic oDocument8 pagesUltrasonic oDiego Alfonso Godoy PerezNo ratings yet
- Run Comparisons: Using In-Line Inspection Data For The Assessment of PipelinesDocument8 pagesRun Comparisons: Using In-Line Inspection Data For The Assessment of PipelinesJaiNo ratings yet
- In-Process Detection of Weld Defects Using Laser-Based UltrasoundDocument12 pagesIn-Process Detection of Weld Defects Using Laser-Based UltrasoundYasar Arshad ShNo ratings yet
- Flaw Detection and Characterization in Welded Samples Used For Ultrasonic System QualificationDocument6 pagesFlaw Detection and Characterization in Welded Samples Used For Ultrasonic System Qualificationcal2_uniNo ratings yet
- Abstract FastenersDocument2 pagesAbstract FastenersJay VoraNo ratings yet
- ASTM G 46 Evaluacion de PittingDocument8 pagesASTM G 46 Evaluacion de Pittingiolivero79641No ratings yet
- Measurement Lab Manual RADocument20 pagesMeasurement Lab Manual RAVinayak SharmaNo ratings yet
- Ultrasonic Phased Array Approach To Detection and Measurement of Corrosion at Pipe SupportsDocument10 pagesUltrasonic Phased Array Approach To Detection and Measurement of Corrosion at Pipe SupportsPetrNo ratings yet
- 2Document10 pages2NamanMishraNo ratings yet
- OEM NewsDocument4 pagesOEM NewsAnbarasan PerumalNo ratings yet
- Analysis of Coating AppearenceDocument9 pagesAnalysis of Coating AppearencetiknoNo ratings yet
- SPE143315-Ultrasound Logging Techniques For The Inspection of Sand Control Screen IntegrityDocument18 pagesSPE143315-Ultrasound Logging Techniques For The Inspection of Sand Control Screen IntegrityYovaraj KarunakaranNo ratings yet
- The ABCs of Eddy Current Weld InspectionDocument4 pagesThe ABCs of Eddy Current Weld Inspectionpadmgovi23No ratings yet
- Calibration Methods: Seen in The Figure) - This Can Be Attributed To The DivergenceDocument4 pagesCalibration Methods: Seen in The Figure) - This Can Be Attributed To The DivergenceKevin HuangNo ratings yet
- Phased Array en SujetadoresDocument8 pagesPhased Array en SujetadorescarlosalbarNo ratings yet
- 1 Inspection and Quality Control (Week-01)Document33 pages1 Inspection and Quality Control (Week-01)215028No ratings yet
- NDTDocument10 pagesNDTgovandeakshayNo ratings yet
- An Applied Approach To Crack AssessmentDocument5 pagesAn Applied Approach To Crack AssessmentCarlos Maldonado SalazarNo ratings yet
- Ut Job Knowledge - TwiDocument10 pagesUt Job Knowledge - TwiBhanu Pratap ChoudhuryNo ratings yet
- Despre TriaxialDocument10 pagesDespre TriaxialGabriela MatanieNo ratings yet
- Ndestructive TestingDocument6 pagesNdestructive TestingÅиU blÅckNo ratings yet
- Failure Analysis of A Pinion of The Jacking System of A Jack-Up PlatformDocument12 pagesFailure Analysis of A Pinion of The Jacking System of A Jack-Up Platformfle92No ratings yet
- An Introduction To Failure Analysis For Metallurgical EngineersDocument21 pagesAn Introduction To Failure Analysis For Metallurgical Engineersrpadhra8803No ratings yet
- Corroded Bolt Inspection UHiDocument7 pagesCorroded Bolt Inspection UHiPDDELUCA100% (1)
- Inspection and Quality ControlDocument33 pagesInspection and Quality ControlMuhammad HammadNo ratings yet
- Inspection of Complex Surfaces by Means of Structured Light PatternsDocument19 pagesInspection of Complex Surfaces by Means of Structured Light PatternsJorge Wanderley RibeiroNo ratings yet
- Mathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersFrom EverandMathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersNo ratings yet
- Automated X-Ray Inspection Robot: Enhancing Quality Control Through Computer VisionFrom EverandAutomated X-Ray Inspection Robot: Enhancing Quality Control Through Computer VisionNo ratings yet
- Modelling of Vibrations of Overhead Line Conductors: Assessment of the TechnologyFrom EverandModelling of Vibrations of Overhead Line Conductors: Assessment of the TechnologyGiorgio DianaNo ratings yet
- Hand Over FormateDocument1 pageHand Over FormateAjmal KhanNo ratings yet
- Sis Casting DefectsDocument27 pagesSis Casting DefectsAjmal KhanNo ratings yet
- Casting Defect BriefDocument1 pageCasting Defect BriefAjmal KhanNo ratings yet
- How Do Boats FloatDocument1 pageHow Do Boats FloatAjmal KhanNo ratings yet
- Mobile Crane Load Test Report FormDocument4 pagesMobile Crane Load Test Report FormAjmal KhanNo ratings yet
- BSLM InstallationDocument1 pageBSLM InstallationAjmal KhanNo ratings yet
- Galvanized CoatingsDocument3 pagesGalvanized CoatingsAjmal KhanNo ratings yet
- How To Teach English Harmer, Jeremy-133-138Document6 pagesHow To Teach English Harmer, Jeremy-133-138Elin Afi NajwaNo ratings yet
- SIE DS TPS411 ExternalDocument4 pagesSIE DS TPS411 ExternalCarlos HernándezNo ratings yet
- ASTM Piping Codes PDFDocument6 pagesASTM Piping Codes PDFdablu kumarNo ratings yet
- Rubrics CE ORIENT Written ReportDocument2 pagesRubrics CE ORIENT Written ReportjocelNo ratings yet
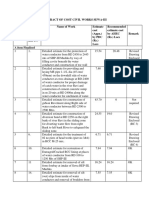
- Abstract of Cost Civil Works SewaDocument3 pagesAbstract of Cost Civil Works SewaPrabhat MicNo ratings yet
- Kerb Wall Detail Kerb Wall Detail Section - 1 Compound WallDocument1 pageKerb Wall Detail Kerb Wall Detail Section - 1 Compound WallMMNo ratings yet
- Deleuze Guattariandthe Indian DiagramDocument19 pagesDeleuze Guattariandthe Indian DiagramManu KhannaNo ratings yet
- Echosounder Series HD370 380 390 ManualDocument54 pagesEchosounder Series HD370 380 390 Manuallo5tboy5No ratings yet
- CT Busting: Engineering at Nipro India Corporation PVT Ltdtop ContributorDocument4 pagesCT Busting: Engineering at Nipro India Corporation PVT Ltdtop Contributorabdulyunus_amirNo ratings yet
- CR, Cri, CRN, CRT ATEX-approved Pumps: Installation and Operating InstructionsDocument18 pagesCR, Cri, CRN, CRT ATEX-approved Pumps: Installation and Operating InstructionsXuan Man NguyenNo ratings yet
- MT6768 Android ScatterDocument18 pagesMT6768 Android ScatterGerryl DestorNo ratings yet
- Mil-Dtl-248 TNTDocument20 pagesMil-Dtl-248 TNTCorina RomanNo ratings yet
- An Assessment of Landsat TM Band 6 Thermal Data FoDocument19 pagesAn Assessment of Landsat TM Band 6 Thermal Data FoRyanNo ratings yet
- Weekly Grid 6Document6 pagesWeekly Grid 6api-543292029No ratings yet
- Ray OpyicsDocument56 pagesRay OpyicsDhruv JainNo ratings yet
- Group 2 - Tinder's AlgorithmDocument3 pagesGroup 2 - Tinder's AlgorithmKarinNo ratings yet
- DSA With Java - Unit4Document12 pagesDSA With Java - Unit4Sabin MaharjanNo ratings yet
- Models Used Must Be Appropriate For Transient Stability AnalysisDocument6 pagesModels Used Must Be Appropriate For Transient Stability AnalysisadauNo ratings yet
- Colgate Annual Report 2020 21Document164 pagesColgate Annual Report 2020 21Sanjay RainaNo ratings yet
- Paintng Works U#3 Boiler Turbine Area: DuplicateDocument1 pagePaintng Works U#3 Boiler Turbine Area: DuplicatevenkateshbitraNo ratings yet
- Biamp Manual Tesira Hd-1 Oct15-1Document16 pagesBiamp Manual Tesira Hd-1 Oct15-1Rachmat Guntur Dwi PutraNo ratings yet
- The New Aramaic Dialect of Qaraqosh HousDocument15 pagesThe New Aramaic Dialect of Qaraqosh HousPierre BrunNo ratings yet
- Residential BuildingDocument64 pagesResidential BuildingFahad Ali100% (1)
- Kami 3Document2 pagesKami 3KumarNo ratings yet
- PVC Cable Color Code ChartDocument1 pagePVC Cable Color Code ChartMiabNo ratings yet
- Report Revenue ServicesDocument10 pagesReport Revenue ServicesaminakalifaNo ratings yet
- Bhoomika Kedia ResumeDocument1 pageBhoomika Kedia Resumerajeev456No ratings yet
- Mothership-Unit Description - Game - StarCraft IIDocument8 pagesMothership-Unit Description - Game - StarCraft IIcalmansoorNo ratings yet
- Report of The Task Force On DyslexiaDocument153 pagesReport of The Task Force On Dyslexiacumannstaire7586No ratings yet