Download as pdf or txt
You might also like
- Training BHSDocument222 pagesTraining BHSmurali03692% (13)
- Equipment Inspection Checklist NewDocument57 pagesEquipment Inspection Checklist Newakbar zulazmi100% (1)
- 2014 Isuzu Truck: NPR, NPR HD Gas Electrical SymbolsDocument39 pages2014 Isuzu Truck: NPR, NPR HD Gas Electrical Symbolsมิสเตอร์โอเล่ ผู้บ่าวส่าทีม100% (1)
- 923 - 2653BPrecisionCut2-Operator ManualDocument9 pages923 - 2653BPrecisionCut2-Operator ManualJohn ZNo ratings yet
- Agitator HandbookDocument44 pagesAgitator Handbookrajmaneamit100% (1)
- StarCCM+ Gear SimulationDocument8 pagesStarCCM+ Gear SimulationMạnh Toàn Đỗ0% (1)
- Serie 60 Informacion AdicionalDocument51 pagesSerie 60 Informacion AdicionalMauricio Campos Quiros100% (1)
- Compression Springs: Compression Spring Design General ConsiderationsDocument15 pagesCompression Springs: Compression Spring Design General Considerationsblowmeasshole1911100% (1)
- 2006 Manitou Fork Service ManualDocument46 pages2006 Manitou Fork Service ManualkulmanenNo ratings yet
- 2007 Manitou Fork Service ManualDocument49 pages2007 Manitou Fork Service Manualspamcatcher1No ratings yet
- Bova Hgs RepairDocument32 pagesBova Hgs RepairAnonymous lNIdocVsWNo ratings yet
- W201 Engine Starting ProblemsDocument21 pagesW201 Engine Starting Problemspamurtagh100% (2)
- Subaru - WIRINGDocument154 pagesSubaru - WIRINGIS52100% (2)
- Race Brake Actuation System Set Up.: Balance Bar SystemsDocument6 pagesRace Brake Actuation System Set Up.: Balance Bar SystemsNikolasNo ratings yet
- Belt Drives CalculationDocument15 pagesBelt Drives CalculationmalharNo ratings yet
- Gorman Star Winding Machine Operator'S ManualDocument32 pagesGorman Star Winding Machine Operator'S Manualshafqat ullahNo ratings yet
- Belt Selection Procedure-FENNERDocument12 pagesBelt Selection Procedure-FENNERkmambiNo ratings yet
- Hug 8220Document5 pagesHug 8220Gabriel ChiavettoNo ratings yet
- EN Prevent Turbomachinery Thrust FailuresDocument4 pagesEN Prevent Turbomachinery Thrust FailuresUmair NaseemNo ratings yet
- Lexion OutputDocument14 pagesLexion Outputphil_moody46100% (1)
- ShaperDocument13 pagesShaperRayson CuetoNo ratings yet
- 2009 Fork Service ManualDocument29 pages2009 Fork Service ManualCostin GPNo ratings yet
- 944-950 Manual With PartsDocument27 pages944-950 Manual With PartsGabeNo ratings yet
- These Guidelines Are Nicely Described in The Vibrating Screen Manufacturers Association HandbookDocument3 pagesThese Guidelines Are Nicely Described in The Vibrating Screen Manufacturers Association HandbookJinto A J100% (2)
- Drafting SystemDocument11 pagesDrafting SystemRatul HasanNo ratings yet
- Service & Operating Manual: Mud AgitatorDocument30 pagesService & Operating Manual: Mud Agitatorsaa6383No ratings yet
- Brochure BalanzaDocument46 pagesBrochure BalanzaAngel Fernando Breton SotoNo ratings yet
- Flatteners and LevelersDocument6 pagesFlatteners and LevelersMajad RazakNo ratings yet
- Belt Selection ConsiderationsDocument31 pagesBelt Selection Considerationsdivyaraghavaraju100% (1)
- Dispensing Solder Paste With A Noflex Linear Drive System: Lds9000 vs. Auger Valve DispensersDocument5 pagesDispensing Solder Paste With A Noflex Linear Drive System: Lds9000 vs. Auger Valve DispensersbehzadNo ratings yet
- Conveyor Belt InstallationsDocument95 pagesConveyor Belt InstallationsCarlos Andrés Aguilar OrozcoNo ratings yet
- Belt Tension RequiredDocument2 pagesBelt Tension RequiredJinto A J100% (3)
- BOOK77Document5 pagesBOOK77Vaibhav GuptaNo ratings yet
- CVS Type 667 Diaphragm Actuator: Instruction ManualDocument8 pagesCVS Type 667 Diaphragm Actuator: Instruction Manualsalmo83:18No ratings yet
- The Mechanics of Tension ControlDocument29 pagesThe Mechanics of Tension ControlNedeljko Filipovic100% (4)
- Liner Technical Information HP ConeDocument6 pagesLiner Technical Information HP ConeDavid GarciaNo ratings yet
- Pratt - Bfv-14 Triton XR, XL, Hp-250Document14 pagesPratt - Bfv-14 Triton XR, XL, Hp-250tiago_mozartNo ratings yet
- Galgotias University: Laboratory ManualDocument52 pagesGalgotias University: Laboratory ManualAgnivesh SharmaNo ratings yet
- Everything You Need To Know About Flatteners and Levelers For Coil Processing-Part 3 - The FabricatorDocument8 pagesEverything You Need To Know About Flatteners and Levelers For Coil Processing-Part 3 - The FabricatorSIMONENo ratings yet
- Ludeca - A Practical Guide To Pulley Alignment PDFDocument13 pagesLudeca - A Practical Guide To Pulley Alignment PDFAlberto BalvinNo ratings yet
- C1000-R3.1 Installation, Operations, and Maintenance ManualDocument8 pagesC1000-R3.1 Installation, Operations, and Maintenance ManualjlfyNo ratings yet
- Balancing Without Phase ReadingDocument2 pagesBalancing Without Phase Readingvirtual_56No ratings yet
- ESD StreamEngineManualDocument26 pagesESD StreamEngineManualbharat.aug86No ratings yet
- Deister Bulletin 300 D 1Document16 pagesDeister Bulletin 300 D 1Raymond KangNo ratings yet
- Everything You Need To Know About Flatteners and Levelers For Coil Processing-Part 4 - The FabricatorDocument7 pagesEverything You Need To Know About Flatteners and Levelers For Coil Processing-Part 4 - The FabricatorSIMONENo ratings yet
- Computerized Cross Folder / Press Stacking & Semi-Auto Banding UnitDocument5 pagesComputerized Cross Folder / Press Stacking & Semi-Auto Banding UnitJorge ZamoraNo ratings yet
- Master Airscrew PDFDocument3 pagesMaster Airscrew PDFJoseAlfredoCarneiroDosSantosNo ratings yet
- C, One of The Most Important Material Removal Methods, Is A Collection of Material-WorkingDocument27 pagesC, One of The Most Important Material Removal Methods, Is A Collection of Material-Workinghackmelike1No ratings yet
- StopTech Racing CatalogDocument79 pagesStopTech Racing CatalogEduardo Medina CastellaroNo ratings yet
- Keihin Carb JettingDocument10 pagesKeihin Carb Jettinggjid04441450% (2)
- Tracked Excavator Chain AdjustmentDocument2 pagesTracked Excavator Chain AdjustmentIvan MaltsevNo ratings yet
- Vane Inspection Kit: Product ManualDocument4 pagesVane Inspection Kit: Product ManualNabucodonosor1980No ratings yet
- Quivogne Tinemaste OM+Parts Book PDFDocument44 pagesQuivogne Tinemaste OM+Parts Book PDFАлександрNo ratings yet
- Cone CrushersDocument18 pagesCone CrushersRodrigo GarcíaNo ratings yet
- Key Points of Sugarcane ShredderDocument5 pagesKey Points of Sugarcane Shredderamarnath jagirdar100% (1)
- Campey - Raycam Landscaper - Operators & Parts ManualDocument19 pagesCampey - Raycam Landscaper - Operators & Parts ManualCampey Turf Care SystemsNo ratings yet
- Balance Bar SetupDocument5 pagesBalance Bar SetupRaviJoshiNo ratings yet
- Briefly Explain Different Accessories For Power PressesDocument4 pagesBriefly Explain Different Accessories For Power PressesadikshaNo ratings yet
- Clutch Operati On: Roland Welter Volker Lang Bernhard WolfDocument8 pagesClutch Operati On: Roland Welter Volker Lang Bernhard WolfAshok KumarNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Illustrated Catalogue of Cotton MachineryFrom EverandIllustrated Catalogue of Cotton MachineryNo ratings yet
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationFrom EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationNo ratings yet
- For WONO:::10547 (BHUSAWAL TPS EXP.U1:500MW)Document6 pagesFor WONO:::10547 (BHUSAWAL TPS EXP.U1:500MW)zero2enfinityNo ratings yet
- Electropneumatic Positioner Type 3767Document44 pagesElectropneumatic Positioner Type 3767Aji SarNo ratings yet
- NBS - 001-Services (Mechanical) Sample Specification-2019-07-29Document13 pagesNBS - 001-Services (Mechanical) Sample Specification-2019-07-29Nay Win MaungNo ratings yet
- Choke ManifoldDocument1 pageChoke ManifoldiswantmachooNo ratings yet
- MSS SP 69pdfDocument18 pagesMSS SP 69pdfLaura CaballeroNo ratings yet
- Manufacturing Process-II Lab ManualDocument43 pagesManufacturing Process-II Lab Manualitezaz ahmedNo ratings yet
- S40 Instruction and MaintenanceDocument33 pagesS40 Instruction and Maintenancelavankumar_nuthalapatiNo ratings yet
- April 1997 MECHANICAL ENGINEER Licensure ExaminationDocument4 pagesApril 1997 MECHANICAL ENGINEER Licensure ExaminationMarcial Jr. MilitanteNo ratings yet
- Basic Open CircuitDocument48 pagesBasic Open CircuitTatiana ManceraNo ratings yet
- ENERCON - BrizuelaDocument13 pagesENERCON - BrizuelaEzekiel Brizuela100% (1)
- ESP1 Overview With Animation 08Document155 pagesESP1 Overview With Animation 08ghali300100% (2)
- Tugas Praktikum Pengolahan Citra Digital Pertemuan: 4Document12 pagesTugas Praktikum Pengolahan Citra Digital Pertemuan: 4Ulfia CNNo ratings yet
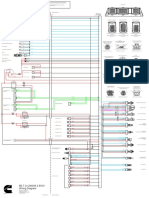
- B6.7 G CMOH6.0 B125 Wiring Diagram: Data Links GreenDocument1 pageB6.7 G CMOH6.0 B125 Wiring Diagram: Data Links GreenjuanNo ratings yet
- Air Dryer, Heat of Compression: SH SeriesDocument2 pagesAir Dryer, Heat of Compression: SH SeriesSuresh NathNo ratings yet
- @perkins: Technical Data Document TD 520 Component IdentificationDocument10 pages@perkins: Technical Data Document TD 520 Component IdentificationGarry TaylorNo ratings yet
- 1,023,695, Patented Apr. 16, 1912.: G. WaltherDocument3 pages1,023,695, Patented Apr. 16, 1912.: G. WaltherdfdfsdNo ratings yet
- Maryland Metrics Thread Data ChartsDocument9 pagesMaryland Metrics Thread Data ChartsCarlos LopesNo ratings yet
- Arv System: Tropical SeriesDocument39 pagesArv System: Tropical SeriesMOTO BIKE CLUB TJNo ratings yet
- URM - Machinery InstallationsDocument182 pagesURM - Machinery InstallationsdanielNo ratings yet
- HPT 50 & 55 Series: Operating Instructions Spare Parts List Service ManualDocument25 pagesHPT 50 & 55 Series: Operating Instructions Spare Parts List Service ManualGustavo HerreraNo ratings yet
- Control of CompressorDocument35 pagesControl of CompressorAshik Jacob Oommen100% (1)
- Automobile Brake Failure IndicatorDocument5 pagesAutomobile Brake Failure IndicatorBhavana GummaNo ratings yet
- Operating Inst DR 10 - Versi Holding BrakeDocument20 pagesOperating Inst DR 10 - Versi Holding Brakefatchur rochmanNo ratings yet
- CE ENG R330LC-9S NOV2019 Rev.13 Web PDFDocument10 pagesCE ENG R330LC-9S NOV2019 Rev.13 Web PDFantonioNo ratings yet
- List of Spare Parts For BalerDocument6 pagesList of Spare Parts For Balerfariborz_136No ratings yet