Download as pdf or txt
You might also like
- Summary Note For CSWIP 3.1Document9 pagesSummary Note For CSWIP 3.1Muhamad ShakyreenNo ratings yet
- Silde - Cswip - 3.1 079 156 04Document1 pageSilde - Cswip - 3.1 079 156 04cswip2024No ratings yet
- Refractories For Steel MakingDocument36 pagesRefractories For Steel MakingradinasrNo ratings yet
- Silde - Cswip - 3.1 079 156 21Document1 pageSilde - Cswip - 3.1 079 156 21cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 13Document1 pageSilde - Cswip - 3.1 079 156 13cswip2024No ratings yet
- Welding Processes 11Document97 pagesWelding Processes 11akabhinav32100% (2)
- Weller Tip LifetimeDocument32 pagesWeller Tip Lifetimeboba78No ratings yet
- Lattice Truss ConfigrationDocument12 pagesLattice Truss ConfigrationALFA ENGINEERINGNo ratings yet
- Ch-19 Gas Welding, Gas Cutting & Arc WeldingDocument30 pagesCh-19 Gas Welding, Gas Cutting & Arc WeldingJAYANT KUMARNo ratings yet
- Silde - Cswip - 3.1 079 156 27Document1 pageSilde - Cswip - 3.1 079 156 27cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 30Document1 pageSilde - Cswip - 3.1 079 156 30cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 22Document1 pageSilde - Cswip - 3.1 079 156 22cswip2024No ratings yet
- 1 Manual Metal Arc/Shielded Metal Arc Welding: (Mma/Smaw)Document1 page1 Manual Metal Arc/Shielded Metal Arc Welding: (Mma/Smaw)Dipesh PatelNo ratings yet
- Basics of WeldingDocument70 pagesBasics of Weldingamit kumarNo ratings yet
- TIG Welding TipsDocument4 pagesTIG Welding TipsEnrico959No ratings yet
- GTAWDocument39 pagesGTAWKoushik SarkarNo ratings yet
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Tungsten Inert Gas or Gas Tungsten Arc WeldingDocument35 pagesTungsten Inert Gas or Gas Tungsten Arc WeldingLương Hồ Vũ75% (4)
- Welding of Austenitic Stainless Steel. Part 2: Home Technical Knowledge Job KnowledgeDocument8 pagesWelding of Austenitic Stainless Steel. Part 2: Home Technical Knowledge Job KnowledgeJlkKumarNo ratings yet
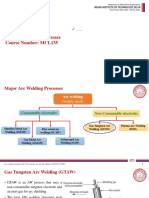
- MCL-135-Welding and Allied Processes - Class 11-15Document58 pagesMCL-135-Welding and Allied Processes - Class 11-15mHmNo ratings yet
- Kecacatan KimpalanDocument26 pagesKecacatan KimpalanMaruan MuhammadNo ratings yet
- ANTEOLA Module3.1Document7 pagesANTEOLA Module3.1Zoe Angel Mhae AnteolaNo ratings yet
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- Wis5 Cons-ConsummablesDocument20 pagesWis5 Cons-Consummablesahmadibnqassam.21No ratings yet
- WIS5 Con 06Document30 pagesWIS5 Con 06QC-Metinca Prima Industrial WorksNo ratings yet
- Gas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Document8 pagesGas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Willy UioNo ratings yet
- O01 Core-TapsDocument2 pagesO01 Core-TapshuychungngNo ratings yet
- Joining: TopicsDocument13 pagesJoining: TopicsKhalid El MasryNo ratings yet
- Welding MidsemDocument100 pagesWelding Midsemamit kumarNo ratings yet
- Part 1Document31 pagesPart 1May FadlNo ratings yet
- Silde - Cswip - 3.1 079 156 11Document1 pageSilde - Cswip - 3.1 079 156 11cswip2024No ratings yet
- Hard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1Document1 pageHard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1convmech enggNo ratings yet
- Titan TTSDocument5 pagesTitan TTSTibor KeményNo ratings yet
- Tungsten CarbideDocument32 pagesTungsten CarbideX800XLNo ratings yet
- Lec 8Document67 pagesLec 8Pejman HNo ratings yet
- Section 12 - Welding Consumables - Low Alloy SteelsDocument68 pagesSection 12 - Welding Consumables - Low Alloy SteelsFriedrich SchwimNo ratings yet
- 4.4 Welding Consumables: Copper-Nickel Welding and Fabrication - 9Document1 page4.4 Welding Consumables: Copper-Nickel Welding and Fabrication - 9satnamNo ratings yet
- A Comparative Study of Electrochemical Corrosion - 2019 - Journal of MaterialsDocument12 pagesA Comparative Study of Electrochemical Corrosion - 2019 - Journal of MaterialsFattah Maulana AlanNo ratings yet
- AdWelding PresentationDocument107 pagesAdWelding PresentationAdhanom G.No ratings yet
- Cladding PDFDocument6 pagesCladding PDFlibid_rajNo ratings yet
- Weldability PDFDocument60 pagesWeldability PDFS GoudaNo ratings yet
- High Performance Austenitic Welded Stainless Tubular ProductDocument2 pagesHigh Performance Austenitic Welded Stainless Tubular ProductGuido RuizNo ratings yet
- Base Metal Alloys Used in Fixed and RemoveableDocument72 pagesBase Metal Alloys Used in Fixed and RemoveableKhushi DesaiNo ratings yet
- Technical Update Hard SurfacingDocument4 pagesTechnical Update Hard SurfacingADRIAN SUŁAWANo ratings yet
- Study of Mechanical Properties Microstru PDFDocument6 pagesStudy of Mechanical Properties Microstru PDFAyyappanSubramanianNo ratings yet
- Welding of Aerospace AlloysDocument46 pagesWelding of Aerospace Alloyscreativechand100% (1)
- Welding Types and DefectsDocument30 pagesWelding Types and DefectsHarisagar ThulasiramanNo ratings yet
- Hardfacing Solutions For Oil Gas Applications V1Document25 pagesHardfacing Solutions For Oil Gas Applications V1gacm98100% (1)
- Arc WeldingDocument29 pagesArc WeldinguditNo ratings yet
- Silde - Cswip - 3.1 079 156 50Document1 pageSilde - Cswip - 3.1 079 156 50cswip2024No ratings yet
- 2 UTP-Welding in Tool ShopDocument53 pages2 UTP-Welding in Tool ShopBilal AhmedNo ratings yet
- Welding ConsumablesDocument86 pagesWelding ConsumablesLương Hồ Vũ100% (1)
- RM01 - Arc Weld ProcessesDocument53 pagesRM01 - Arc Weld ProcessesAnonymous cgcKzFtXNo ratings yet
- Welcomes: Protecting The World From WearDocument30 pagesWelcomes: Protecting The World From WearRodolfoMarínNo ratings yet
- Welding For 2022 GATE ESE PSUs by S K MondalDocument84 pagesWelding For 2022 GATE ESE PSUs by S K MondalNabin MukherjeeNo ratings yet
- Silde - Cswip - 3.1 079 156 07Document1 pageSilde - Cswip - 3.1 079 156 07cswip2024No ratings yet
- Welding Fundamentals 3Document68 pagesWelding Fundamentals 3Saiprasad Thakar100% (1)
- Thermal Cutting ProcessesDocument18 pagesThermal Cutting ProcessesLương Hồ VũNo ratings yet
- Welding of Titanium and Its AlloysDocument3 pagesWelding of Titanium and Its AlloysMuhammed SulfeekNo ratings yet
- Silde - Cswip - 3.1 079 156 58Document1 pageSilde - Cswip - 3.1 079 156 58cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 48Document1 pageSilde - Cswip - 3.1 079 156 48cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 57Document1 pageSilde - Cswip - 3.1 079 156 57cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 56Document1 pageSilde - Cswip - 3.1 079 156 56cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 55Document1 pageSilde - Cswip - 3.1 079 156 55cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 54Document1 pageSilde - Cswip - 3.1 079 156 54cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 45Document1 pageSilde - Cswip - 3.1 079 156 45cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 50Document1 pageSilde - Cswip - 3.1 079 156 50cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 49Document1 pageSilde - Cswip - 3.1 079 156 49cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 47Document1 pageSilde - Cswip - 3.1 079 156 47cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 40Document1 pageSilde - Cswip - 3.1 079 156 40cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 46Document1 pageSilde - Cswip - 3.1 079 156 46cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 26Document1 pageSilde - Cswip - 3.1 079 156 26cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 39Document1 pageSilde - Cswip - 3.1 079 156 39cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 36Document1 pageSilde - Cswip - 3.1 079 156 36cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 22Document1 pageSilde - Cswip - 3.1 079 156 22cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 38Document1 pageSilde - Cswip - 3.1 079 156 38cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 37Document1 pageSilde - Cswip - 3.1 079 156 37cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 21Document1 pageSilde - Cswip - 3.1 079 156 21cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 30Document1 pageSilde - Cswip - 3.1 079 156 30cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 27Document1 pageSilde - Cswip - 3.1 079 156 27cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 20Document1 pageSilde - Cswip - 3.1 079 156 20cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 17Document1 pageSilde - Cswip - 3.1 079 156 17cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 18Document1 pageSilde - Cswip - 3.1 079 156 18cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 19Document1 pageSilde - Cswip - 3.1 079 156 19cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 14Document1 pageSilde - Cswip - 3.1 079 156 14cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 15Document1 pageSilde - Cswip - 3.1 079 156 15cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 16Document1 pageSilde - Cswip - 3.1 079 156 16cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 13Document1 pageSilde - Cswip - 3.1 079 156 13cswip2024No ratings yet
- Silde - Cswip - 3.1 079 156 12Document1 pageSilde - Cswip - 3.1 079 156 12cswip2024No ratings yet
- Import ChinaDocument835 pagesImport ChinaNirav KhakhariaNo ratings yet
- Environmental, Social, and Economic Costs of Recycled Plastic BiocompositesDocument21 pagesEnvironmental, Social, and Economic Costs of Recycled Plastic BiocompositesPasan SubasingheNo ratings yet
- BS 7491-3-1994Document18 pagesBS 7491-3-1994FathyNo ratings yet
- Estimate SampleDocument26 pagesEstimate Sampleesg2917305No ratings yet
- Syllabus MtechDocument8 pagesSyllabus MtechYogesh BadheNo ratings yet
- Ec2 Aluminium ChlorohydrateDocument1 pageEc2 Aluminium ChlorohydrateIkhsan RamdhaniNo ratings yet
- PP05B - Asep - NSCP 2015 Update On CH4 Structural ConcreteDocument35 pagesPP05B - Asep - NSCP 2015 Update On CH4 Structural ConcretejimNo ratings yet
- Intumescent Paint For Aerospace Purposes - Specification: British Standard Aerospace Series BS X 37:2004Document12 pagesIntumescent Paint For Aerospace Purposes - Specification: British Standard Aerospace Series BS X 37:2004Vasco SorteNo ratings yet
- Welder Volume-I of II-TPDocument208 pagesWelder Volume-I of II-TPRupam RoyNo ratings yet
- Tds DV 5 53x Liquid Tile Penetrating SealerDocument1 pageTds DV 5 53x Liquid Tile Penetrating SealerJerry Roy DeytoNo ratings yet
- National Textile University, Faisalabad. Clearance Form For Employees ID. No.Document1 pageNational Textile University, Faisalabad. Clearance Form For Employees ID. No.Anaab FarhanNo ratings yet
- Silastic Q7-4720Document5 pagesSilastic Q7-4720CarlosNo ratings yet
- ChemDocument34 pagesChemAaghash A SNo ratings yet
- Nyy J Power CableDocument6 pagesNyy J Power Cableskipina74No ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- The Creasolv Process Is Neither A Solvolysis Nor Chemical RecyclingDocument11 pagesThe Creasolv Process Is Neither A Solvolysis Nor Chemical RecyclingAA GGNo ratings yet
- 2014 10 14 Pipework SpecificationDocument110 pages2014 10 14 Pipework SpecificationmionomeNo ratings yet
- Inter 2nd Year ChemistryDocument20 pagesInter 2nd Year ChemistryRsp Srinivas50% (4)
- Electrical Heating of Bars PDFDocument15 pagesElectrical Heating of Bars PDFsotos raptopoulosNo ratings yet
- Pemisahan Katoda AnodaDocument11 pagesPemisahan Katoda AnodaHamdi Zae malikNo ratings yet
- Astm D2517 (2000)Document5 pagesAstm D2517 (2000)SANKARAN.KNo ratings yet
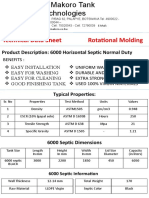
- Product Description: 6000 Horizontal Septic Normal DutyDocument4 pagesProduct Description: 6000 Horizontal Septic Normal DutyManoj KshirsagarNo ratings yet
- Inspection Thermal Spray WebinarDocument29 pagesInspection Thermal Spray WebinarShriya Soni100% (1)
- Primal CM 219 EF TDS PDFDocument7 pagesPrimal CM 219 EF TDS PDFAPEX SONNo ratings yet
- Acronal - Plus - 7023 - Jan 2020Document3 pagesAcronal - Plus - 7023 - Jan 2020Nikhil GoyalNo ratings yet
- Cassida Grease Eps 2 - Pi - (Gb-En)Document3 pagesCassida Grease Eps 2 - Pi - (Gb-En)CriVe OffeNo ratings yet
- Science Stage 9 Sample Paper 1 - tcm143-595707Document16 pagesScience Stage 9 Sample Paper 1 - tcm143-595707Ulug'bek Ibrohimov0% (1)
- Influence of Alkali Treatment On Internal Microstructure and Tensile Properties of Abaca FibersDocument9 pagesInfluence of Alkali Treatment On Internal Microstructure and Tensile Properties of Abaca FiberslintianananNo ratings yet
- 2020-Microbial Nanotechnology For Bioremediation of Industrial WastewaterDocument8 pages2020-Microbial Nanotechnology For Bioremediation of Industrial WastewaterAmin ZamaniNo ratings yet
- Experiment 1 Reaction of Aliphatic & Aromatic HydrocarbonDocument3 pagesExperiment 1 Reaction of Aliphatic & Aromatic HydrocarbonMuhammad NajmiNo ratings yet