AN5886
Application note
Guidelines for design and board assembly of land grid array packages
Introduction
This application note provides guidelines for the handling and assembly of LGA packages on printed circuit board. Land grid
array(LGA) are molded array packages based on laminate interposer, which have external pin or I/O on the bottom of package
arranged in columns and rows as shown in Figure 1.
This document presents the general guidelines and suggestions for robust and reliable board assembly of the LGA packages,
especially proper board and stencil design, assembly and rework. To develop a specific solution, actual experience and
development efforts are required to optimize the assembly process and match the individual device requirements
Figure 1. LGA package type
AN5886 - Rev 1 - January 2023 www.st.com
For further information contact your local STMicroelectronics sales office.
AN5886
Packages
1 Packages
LGA is like a BGA but without the solder sphere or like a QFN package but with a laminate interposer. It is a resin
molding package with a laminate substrate with Nickel Gold (NiAu) plated terminations and some LGAs have
capping layers. Some typical LGA cross section views are as shown below in Figure 2, Figure 3, Figure 4 and
Figure 5.
The external pins or terminations have a land structure and are arranged on the bottom surface and edges of the
package. Land pattern could be either in the shape of a circle, square or rectangular. Some packages have large
plane or exposure pads for thermal dissipation. It can be mounted on boards just like any other SMD package.
The interconnection is formed only by the solder paste, which results in lower stand-off suitable for product that
requires a more compact design.
Figure 2. LGA with over mold Figure 3. Time of flight LGA
Figure 4. MEMS LGA Figure 5. FCCSP LGA
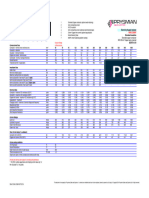
1.1 Package configuration and dimensions
Some typical LGA sizes, example from 2x2 to 3.5x3 mm, with a pitch of 0.35 mm and 0.65 mm, as shown in table
below.
Table 1. LGA packages typical dimensions
Land pad
Max Substrate land design E-pad
LGABody Size Package Pitch Substrate
IO’s thickness pad size (mm x (SMD, size
(mm) family (mm) finishing
(mm) mm) NSMD, (mm)
SSMD)
2x2 WF 14 0.35 0.70 0.275 x0.200 SSMD None NiAu
2x2 WF 12 0.50 0.70 0.275 x0.250 SSMD None NiAu
2.3 x 2.3 WF 16 0.40 0.70 0.300 x0.200 SSMD None NiAu
2x2 VF 14 0.35 0.96 0.275 x0.200 SSMD None NiAu
2x2 VF 10 0.40 1.00 0.300 x0.200 SSMD None NiAu
2x2 VF 12 0.50 1.00 0.275 x0.250 SSMD None NiAu
2.5 x 2.5 VF 14 0.50 0.86 0.300 x0.250 SSMD None NiAu
3 x 2.5 VF 14 0.50 0.86 0.450 x0.250 SSMD None NiAu
3x3 VF 16 0.50 1.00 0.350 x0.250 SSMD None NiAu
AN5886 - Rev 1 page 2/22
AN5886
Benefit of LGA
Land pad
Max Substrate land design E-pad
LGABody Size Package Pitch Substrate
IO’s thickness pad size (mm x (SMD, size
(mm) family (mm) finishing
(mm) mm) NSMD, (mm)
SSMD)
3.5 x 3 TF 24 0.43 1.03 0.350 x0.230 SSMD None NiAu
4x4 L 16 0.65 1.10 0.400 x0.300 SSMD None NiAu
5x5 VF 45 0.50 0.70 0.350 X0.350 SMD None NiAu
8x8 VF 56 0.45 0.94 0.400 x0.200 SSMD 4x 4 NiAu
0.35 x 0.30,
24 small
7.3 x 11 F 86 0.45 0.90 0.35 x 0.35, SMD NiAu
pads
0.90 x 0.90
1.2 Benefit of LGA
1. LGA devices can be used for either leaded or lead-free assemblies depending on the SMT assembly
solder paste used.
2. Eliminates the risk of missing or damaged spheres due to shipping or handling.
3. LGA devices have a lower mounted height than BGA. This can permit small form-factor applications.
4. LGA is more robust than BGA in case of mechanical drop.
5. LGA can use the same recommended board assembly process as a BGA.
1.3 LGA packages pads design types
There are typically two types of pad designs for LGA package as shown below in Figure 6 and Figure 7. The SMD
pads have a solder mask opening smaller than the Cu pad while a SSMD has solder mask covering only the three
sides of Cu pad. The SSMD pad mostly is on the perimeter of the package and this design helps to avoid solder
voids during reflow.
Figure 6. Example of package with SMD pad Figure 7. Example of package with SSMD pad
AN5886 - Rev 1 page 3/22
AN5886
Board design
2 Board design
PCB footprint sizes and shapes and stencil designs are critical to surface mount assembly yields and subsequent
electrical and mechanical performance of the mounted package. The package design can be obtained from the
STMicroelectronics package outline assembly drawing as illustrated in Figure 8.
Figure 8. Example of VFLGA 2.3x2.3 package drawing
AN5886 - Rev 1 page 4/22
AN5886
Land pattern design
2.1 Land pattern design
It is recommended to use a non solder mask defined (NSMD) pads, see Figure 9, with opening slightly larger
than the land geometry, as copper etching has better dimensional control than solder masking process, because it
allow solder to adhere to the sides of the Cu land for better reliability.
Figure 9. Comparison of NSMD and SMD leads
The solder mask opening should be minimum 0.050 mm, for the registration tolerance of the solder mask. For
very fine pitch of 0.4 mm and below, solder mask defined is recommended and openings as “trench” should be
considered asthere is not enough space for solder mask web in between pads, see Figure 10, Figure 11 and
Figure 12.
Figure 10. Solder mask opening for perimeter lands with pitch 0.5 mm and 0.4 mm
In general, 1 to 1 ratio between the package pad and the PCB signal pad is used.
AN5886 - Rev 1 page 5/22
AN5886
PCB pads design: NSMD vs SMD
Figure 11. Example of joint with NSMD pad Figure 12. Example of joint with SMD pad
2.2 PCB pads design: NSMD vs SMD
- Pros Cons
Smaller pads have poorer adhesion
Solder “wets” to the side of the copper pad and gives a better solder
NSMD strength, pads tend to peel off during
joint reliability.
multiple reworks and reflows.
Copper pads are stronger as the mask is covering the pads and only the
Less space is required between pads for
SMD soldering pad is exposed. This improves the adhesion strength between
routing.
the pad and the laminate.
2.3 Board finishing
Common board finishing is organic solderability preservative (OSP), electroless nickel immersion gold (ENIG)
with good flatness and acceptable land pad surface. HASL is not preferred as the poor flatness gives rise to
solder paste printing issue. Immersion Ag is another lead free alternative in terms of flatness but requires special
handling
AN5886 - Rev 1 page 6/22
AN5886
Board assembly
3 Board assembly
Precise process development and experimentation are needed to optimize specific applications or performance.
3.1 Assembly process flow
Figure 13. Typical assembly process flow
3.2 Stencil design for perimeter pads
It is crucial to use a good quality stencil to achieve a robust solder paste printing process.
Nickel electroform or laser cut electro-polished stainless steel (or nickel) is recommended.
Taper aperture walls 5° tapering are recommended to facilitate paste release. Suggested stencil thickness (T) is
100 μm for 0.4 mm pitch and stencil aperture should follow the rules for aspect and area ratio.
For the best solder paste transfer, an area ratio of
> 0.66 (laser cut) and > 0.55 for electro form or an aspect ratio > 1.5 is required
One of the most important parts of SMT is to have a robust and consistent solder paste printing process. To
achieve this requires process monitoring of paste volume and stencil condition.
Overprinting may cause solder bridging and inconsistent solder paste volume results in opens after reflowing due
to poor coplanarity. Marginal pass solder paste volume causes reliability issue in the field as the solder paste is
the only connection between LGA pad and PCB pad.
The stencil aperture is typically designed to match the PCB perimeter pad size (i.e., 1:1) depending on area
ratio for proper disposition of solder paste. As for smaller pitch < 0.40 mm for a circle pad, A square aperture is
recommended for round pads and a pitch smaller than 0.40 mm. This produces a slightly larger volume of solder
paste for easy release
AN5886 - Rev 1 page 7/22
AN5886
Solder paste printing
3.3 Solder paste printing
Typical lead-free solder paste is SAC alloy. Solder paste type 4 (or type 3) is recommended to optimize the
deposition efficiency as per below table.
Table 2. Solder paste powder size
Parameter Type
Solder paste type 3 4
Powder size (μm) 45-25 36-25
0.5 to 1.0 √ √
Pitch (mm)
0.35 and 0.4 - √
There are two different types of soldering flux for solder paste. Water soluble and no clean flux. No clean solder
paste with very little residue after soldering is recommended. The left-over residue is not corrosive and des not
damages the PCB.
Precaution must be taken for water soluble flux as it tends to corrode after a prolonged time if it is not well
cleaned (esp. very small stand-off).
3.4 Solder paste inspection
Inspection of the printed solder paste is recommended before placing parts. A 2D (X, Y) inspection or an
automated 3D (X, Y, Z) volume inspection or a statistical measurement process control plan is part of the
assembly process to assure a repeatable solder deposit and a high yield assembly quality.
3.5 Component placement
Precise and accurate component placement is required (tolerance of ±50 μm and below) to have uniform solder
coverage, especially with the high density I/O configurations.
Misalignment can easily cause solder bridging and other problems like skewing especially for 0.40 mm pitch
packages.
Pick and place equipment is recommended to have placement force control and force being minimized where
possible:
The guideline of the mounting before pre-reflow:
Figure 14. Placement and self-alignment during reflow
3.6 Convection reflow
There are no special requirements necessary when reflowing LGA components. As with all SMT components,
it is important that profiles be checked on all new board designs. In addition, if there are multiple packages
on the board, the profile must be checked at different locations on the board. The solder paste manufacturer’s
temperature profile is used to optimize flux activity and minimize voiding.
The recommended lead-free reflow profile as illustrated on Figure 15
AN5886 - Rev 1 page 8/22
AN5886
Double-sided process
Figure 15. Typical Lead-free reflow profile for LGA
1. Ramp-to-spike profile is recommended for Pb-free assembly with better wetting and less thermal exposure
than traditional ram-soak-spite profile.
2. Thermocouple is attached through bottom side of board undermeath the center of LGA.
3. Perfom optimization for actual board/panel and refer to solder paste supplier's recommendation
Table 3. Typical Lead-free reflow profile for LGA
Profile Ramp-to-spike (straight line profile) Ramp soak spike
Temperature gradient (in preheat) (T = 70-150 °C): 0.9 ± 0.1 °C/s (T = 70-150 °C): 2.0 ± 0.5 °C/s
N/A Soak
Soak/Dwell(1)
or (T = 150-200 °C): 60 ± 20 s (T = 150-200 °C): 70 ± 30 s
Temperature gradient (in pre-flow) (T = 200-225 °C): 2.0 ± 1.0 °C/s
Peak temperature (in reflow) 240 ± 5 °C
Time above 220 °C 55 ± 10 s
Temparuture gradient (in cooling) -3 ± 2 °C/s
Time from 50 to 220 °C 150 to 230 s
1. Refer to solder paste recommention
For an example of thermocouple insertion on profile board for larger LGA, see Figure 16.
For a smaller package, like 2x2, the thermocouple can be attached to the side of the package.
Figure 16. Insertion of thermocouple for large LGA
3.7 Double-sided process
The double-sided process follows the same procedure as the single-sided process: mount and reflow the
packages on one side and simply turnover the board and repeat the process.
AN5886 - Rev 1 page 9/22
AN5886
Inspection, defects and analysis
4 Inspection, defects and analysis
After surface mount assembly, X-ray should be used for sample monitoring of the solder attachment process; this
identifies defects such as solder bridging, insufficient solder and voids.
Currently there is no specific standard for solder voids after reflow. As a general guideline for solder joints it is
recommended to use a 25% maximum voids criteria.
Figure 17. X-Ray inspection, acceptable joints
Table 4. Typical defects withcauses and remedy
Type of defect Causes Remedy
• Too much solder paste volume. • Optimize the aperture opening.
• Stencil not properly clean after printing. • Optimize the cleaning parameters.
Void >25%
• Reflow profile not optimized.
• Increase the soaking time of reflow profile
• Too much solvent in flux content of solder
to reduce the solvent before reflow.
paste.
AN5886 - Rev 1 page 10/22
AN5886
Cleaning after reflow
5 Cleaning after reflow
No-clean solder paste generally doesn't require cleaning. However, depending on the application, soldering flux
activity, cleaning after solder reflow may be required, such as by ultrasonic agitation or spray cleaning, which is
commonly used in PCB process.
Be cautious when using ultrasonic cleaning as it could weaken the soldering joint.
AN5886 - Rev 1 page 11/22
AN5886
Board level reliability
6 Board level reliability
STMicroelectronics has evaluated several LGA for board mounting and solder joints reliability, especially versus
thermal cycling with good performance.
See examples in Figure 18 to Figure 21 for OLGA2.7x2.3-8L_0.85 mm pitch and UFLGA 5x5-79 with 0.5 mm
pitch:
Figure 18. Drop test for OLGA 2.7x2.3-8L (JESD22- Figure 19. Failure analysis after drop test
B111)
Figure 20. Thermal cycling for UFLGA5x5-79 Figure 21. Failure analysis after thermal cycling
(JESD22-A104D)
AN5886 - Rev 1 page 12/22
AN5886
Rework guidelines
7 Rework guidelines
7.1 Rework of LGA
Reworking of LGA is carried out due to:
1. Damage
2. Misalignment after reflowing
3. Solder bridging
4. Malfunction of the package
7.2 Package removal and site dressing
1. Bake the PCB (e.g., 125C for 4 hrs) to remove the moisture (if necessary)
2. Package can be removed manually or semi auto method.
3. For manual method, apply heat on the LG package with a hot air gun and cover neighborhood component
with heat shielding material to prevent damage.
4. Use a vacuum pick up nozzle or a tweezer to remove the device from the board after the solder has
melted.
5. For semi-automated method, PCB is clamped on a rework equipment conveyor. Heat is applied from the
equipment rework nozzle to melt the package solder.
6. After the solder has melted, a vacuum pickup nozzle is lowered to remove the package automatically.
7. Remove solder residue from the PCB pad with solder wick and solder iron before replacing with a new
LGA.
8. Clean the solder pad with IPA to remove flux residue after de-soldering process.
7.3 Manual method for placing new LGA
1. Use a mini stencil to apply solder paste onto the PCB LGA pad.
2. Mini stencil must have the same thickness, aperture opening and pattern as the normal stencil.
3. Inspect the printed pad to ensure even and sufficient solder paste before component placement.
4. If the neighboring parts is too close to the LGA components and mini stencil method is not applicable, then
solder paste can be applied to the package LGA pad instead.
5. The solder paste is applied to the LGA pad using rework jig and mini stencil.
6. The LGA package is then subjected to reflow to form the solder joint.
7. Apply a thin layer of no clean flux on the PCB LGA pad.
8. Mount LGA package on PCB by "Pick & Place" machine.
9. Use hot air nozzle to melt the solder to form the joint between the package and PCB pad.
10. Proceed X-ray to inspect solder joint quality.
7.4 Semi-automated method
1. This is a better method for reworking LGA.
2. There are many rework equipments in the markets which are capable to perform the rework. See example
in Figure 18.
3. Execute Section 7.3 Manual method for placing new LGA step 1 to 3
4. Then the PCB is clamped on the rework equipment conveyor/table.
5. New LGA is picked up by a nozzle and the LGA soldering pad is aligned to the PCB pad.
6. Heat is applied to the PCB until the solder melting point is reached. The LGA is then slowly lowered to
perform the soldering.
7. If the neighboring parts is too close to the LGA components and mini stencil method is not applicable,
solder paste can be applied to the LGA pad instead. Repeat Section 7.3 Manual method for placing new
LGA step 5 to 7.
8. LGA package with solder is then picked up by a nozzle and aligned to soldering pad on the PCB
AN5886 - Rev 1 page 13/22
AN5886
Semi-automated method
9. Use hot air nozzle with controlled temperature to melt the solder . Bottom board side heating (150 °C) is
often needed to avoid warpage and overheating of component.
Heat is applied to the PCB until the solder melting point is reached. LGA is then slowly lowered to perform
the soldering.
10. The quality of the solder joint is then inspected by X-ray machine.
Figure 22. Example of rework station
AN5886 - Rev 1 page 14/22
AN5886
LGA handling
8 LGA handling
8.1 Handling ESD package
Integrated circuits and components are ESD sensitive, so proper precautions are required for handling and
mounting processes as electrostatic discharge could cause damage and failure to the devices. Ensure to have
proper ESD control during the handling and mounting process using industry standard requirements such as
JEDS625-B guideline, for proper handling and ESD controls.
8.2 Handling moisture sensitive package
Most LGA packages are classified level 3 as per JEDEC J-STD 020E standard. The humidity is easily trapped by
LGA packages in laminate (substrate) mold compound glue and underfill materials inducing vapor pressure during
reflow. The moisture pressure inside non-hermetic packages may cause internal materials /delamination or crack
or bond damage.
In the most severe case, the stress can extend to external package cracks, commonly known as “popcorn” that
bulge and then crack. Humidity inside the package can induce some package deformations during the reflow
which contribute to stress on the solder joints and could lead to quality and reliabilities risk.
Recommendation:
Implement tight control to minimize the moisture absorption level after opening the dry-pack, observe and follow
the moisture sensitively guidelines on package dry-pack label and in JEDEC standard J-STD-033.
E.g., use nitrogen or dry/desiccator cabinets to store packages before boards soldering.
Parts can be re-baked after few days in open air in order not to exceed the moisture sensitivity guidelines.
Baking is required before assembly if the following condition occurs:-
1. Package is exposed to floor life more than specific requirements
2. Humidity indicator card show more than the specific percent level
3. Packages are not stored according to J-STD-033B standard
AN5886 - Rev 1 page 15/22
AN5886
Reference
9 Reference
Table 5. Reference list
Reference Description
JEDEC J-STD 020E “Moisture/Reflow sensitivity classification for non-hermetic surface mount devices”, Jan 2015
JEDEC J-STD-033D “Handling, packing, shippingand use of moisture/reflow sensitive surface mount devices”, Apr 2018
JEDEC JESD 625-B “Requirementsf or handling electrostatic discharge sensitive (ESDS)- devices”, Dec 2011
IPC7093 “Design and assembly process implementation for bottom termination components”, March 2011
IPC-A-610J “Requirements for soldered electrical and electronic assemblies”, May2016
IPC7351B “Generic requirements for surface mount design and land pattern standard”, June 2010
JEDEC JESD22A104F "JEDEC standard thermal cycling", Nov 2020
JEDEC JESD 22B111 "JEDEC standard board level drop test", July 2003
IPC-7525 “Stencil design guideline”, February 2007
AN5886 - Rev 1 page 16/22
AN5886
Acronym
10 Acronym
Table 6. Acronym list
symbol Description
BGA Ball grid array
Cu Copper
ESD Electrostatic discharge
I/O Input and Output
LGA Land grid array
MSL Moisture sensitive level
NSMD Non solder mask define
PCB Printed circuit board
PCBA Printed circuit board assembly
SMD Solder mask define
TFLGA Thin profile fine pitch LGA
VFLGA Verythin profile fine pitch LGA
WFLGA Veryvery thin profile fine pitch LGA
AN5886 - Rev 1 page 17/22
AN5886
Revision history
Table 7. Document revision history
Date Version Changes
01-Feb-2023 1 Initial release.
AN5886 - Rev 1 page 18/22
AN5886
Contents
Contents
1 Packages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
1.1 Package configuration and dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 Benefit of LGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.3 LGA packages pads design types. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2 Board design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
2.1 Land pattern design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.2 PCB pads design: NSMD vs SMD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.3 Board finishing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
3 Board assembly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
3.1 Assembly process flow . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.2 Stencil design for perimeter pads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.3 Solder paste printing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.4 Solder paste inspection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.5 Component placement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.6 Convection reflow . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.7 Double-sided process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
4 Inspection, defects and analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
5 Cleaning after reflow. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
6 Board level reliability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12
7 Rework guidelines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
7.1 Rework of LGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
7.2 Package removal and site dressing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
7.3 Manual method for placing new LGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
7.4 Semi-automated method . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
8 LGA handling. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
8.1 Handling ESD package . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
8.2 Handling moisture sensitive package . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
9 Reference . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
10 Acronym . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
Revision history . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
AN5886 - Rev 1 page 19/22
AN5886
List of tables
List of tables
Table 1. LGA packages typical dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Table 2. Solder paste powder size . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Table 3. Typical Lead-free reflow profile for LGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Table 4. Typical defects withcauses and remedy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Table 5. Reference list . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Table 6. Acronym list . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Table 7. Document revision history . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
AN5886 - Rev 1 page 20/22
AN5886
List of figures
List of figures
Figure 1. LGA package type . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Figure 2. LGA with over mold. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Figure 3. Time of flight LGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Figure 4. MEMS LGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Figure 5. FCCSP LGA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Figure 6. Example of package with SMD pad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Figure 7. Example of package with SSMD pad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Figure 8. Example of VFLGA 2.3x2.3 package drawing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Figure 9. Comparison of NSMD and SMD leads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Figure 10. Solder mask opening for perimeter lands with pitch 0.5 mm and 0.4 mm . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Figure 11. Example of joint with NSMD pad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Figure 12. Example of joint with SMD pad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Figure 13. Typical assembly process flow . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Figure 14. Placement and self-alignment during reflow . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Figure 15. Typical Lead-free reflow profile for LGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Figure 16. Insertion of thermocouple for large LGA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Figure 17. X-Ray inspection, acceptable joints . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Figure 18. Drop test for OLGA 2.7x2.3-8L (JESD22-B111). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Figure 19. Failure analysis after drop test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Figure 20. Thermal cycling for UFLGA5x5-79 (JESD22-A104D) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Figure 21. Failure analysis after thermal cycling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Figure 22. Example of rework station . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
AN5886 - Rev 1 page 21/22
AN5886
IMPORTANT NOTICE – READ CAREFULLY
STMicroelectronics NV and its subsidiaries (“ST”) reserve the right to make changes, corrections, enhancements, modifications, and improvements to ST
products and/or to this document at any time without notice. Purchasers should obtain the latest relevant information on ST products before placing orders. ST
products are sold pursuant to ST’s terms and conditions of sale in place at the time of order acknowledgment.
Purchasers are solely responsible for the choice, selection, and use of ST products and ST assumes no liability for application assistance or the design of
purchasers’ products.
No license, express or implied, to any intellectual property right is granted by ST herein.
Resale of ST products with provisions different from the information set forth herein shall void any warranty granted by ST for such product.
ST and the ST logo are trademarks of ST. For additional information about ST trademarks, refer to www.st.com/trademarks. All other product or service names
are the property of their respective owners.
Information in this document supersedes and replaces information previously supplied in any prior versions of this document.
© 2023 STMicroelectronics – All rights reserved
AN5886 - Rev 1 page 22/22
You might also like
- Jackscrew Backshell Installation Instructions: 190-00313-11 October, 2017 Revision EDocument24 pagesJackscrew Backshell Installation Instructions: 190-00313-11 October, 2017 Revision EAlex AnishchykNo ratings yet
- MSI J1800i MS-7877 Rev 1.1 PDFDocument37 pagesMSI J1800i MS-7877 Rev 1.1 PDFpedro arthur Alves100% (1)
- Evidence Part IDocument10 pagesEvidence Part IVitz IgotNo ratings yet
- Matching Structure With StrategyDocument5 pagesMatching Structure With StrategyBeenay Maharjan63% (8)
- SMT Recommendations For SMT Assembly by MicronDocument4 pagesSMT Recommendations For SMT Assembly by Micronsmtdrkd100% (1)
- PCB Layout Recommendations For Bga PackagesDocument83 pagesPCB Layout Recommendations For Bga PackagesLê Đình TiếnNo ratings yet
- PCB Layout Recommendations For Bga PackagesDocument51 pagesPCB Layout Recommendations For Bga PackagesAntonio BergnoliNo ratings yet
- SmartLEDShield ESP32 V0 BOMDocument1 pageSmartLEDShield ESP32 V0 BOMpangymylyNo ratings yet
- Gigabyte 8sq800 - Rev 1.0Document40 pagesGigabyte 8sq800 - Rev 1.0Denis MartinsNo ratings yet
- Persian Project: Aspire M5640/M3640 HDMI + 1394Document36 pagesPersian Project: Aspire M5640/M3640 HDMI + 1394Андрей АндреевNo ratings yet
- Sony Sa-Wgtk2iDocument18 pagesSony Sa-Wgtk2ihhugoydracoNo ratings yet
- SiT9366 DatasheetDocument16 pagesSiT9366 DatasheetMOHSENNo ratings yet
- 8S661FXM Rev.1.0Document34 pages8S661FXM Rev.1.0temp001No ratings yet
- Package Information Including Surface Mount: Fast and Ls TTLDocument14 pagesPackage Information Including Surface Mount: Fast and Ls TTLMilka RamirezNo ratings yet
- Msi ms-7525 Rev 0b SCH PDFDocument31 pagesMsi ms-7525 Rev 0b SCH PDFZezo FrpNo ratings yet
- Chip RC Networks: Ezact Ezadt Ezast/Ss Ezant Ezastb/SsbDocument9 pagesChip RC Networks: Ezact Ezadt Ezast/Ss Ezant Ezastb/SsbjoseNo ratings yet
- Infineon-AN79938 Design Guidelines For Infineon Ball Grid Array (BGA) Packaged Devices-ApplicationNotes-v06 00-ENDocument19 pagesInfineon-AN79938 Design Guidelines For Infineon Ball Grid Array (BGA) Packaged Devices-ApplicationNotes-v06 00-ENmrbustaNo ratings yet
- F3102 CeChPkgDocument5 pagesF3102 CeChPkgIrvin FrederickNo ratings yet
- Msi ms-7383 Rev 2.0 ETDocument36 pagesMsi ms-7383 Rev 2.0 ETEdson DaneNo ratings yet
- 61.-Freetox N2XHDocument2 pages61.-Freetox N2XHjose100% (1)
- SmartLEDShield Teensy4 V0 BOMDocument1 pageSmartLEDShield Teensy4 V0 BOMpangymylyNo ratings yet
- List of Intel Core 2 MicroprocessorsDocument38 pagesList of Intel Core 2 MicroprocessorsKaisar Ahmed KhanNo ratings yet
- MSI - 7592 - 30 - 413328fimal - NorestrictionDocument35 pagesMSI - 7592 - 30 - 413328fimal - NorestrictionDébo OrellanoNo ratings yet
- Gigabyte 8ST800 - Rev 1.0Document33 pagesGigabyte 8ST800 - Rev 1.0Edmundo MuñozNo ratings yet
- SOLDERBREADBOX1-ND Oct 2022Document5 pagesSOLDERBREADBOX1-ND Oct 2022Brian GermanNo ratings yet
- Cable Structure: Üntel Navy Cables Üntel Navy CablesDocument2 pagesCable Structure: Üntel Navy Cables Üntel Navy CablesAbhijeetNo ratings yet
- Temar PHFX A 1kvDocument6 pagesTemar PHFX A 1kvAzmyAbdelmaneamNo ratings yet
- (D1832 SERIES) : Table 1Document1 page(D1832 SERIES) : Table 1blackhawkNo ratings yet
- TN008 PCB Design Guidelines For 2x2 LGA Accelerometers PDFDocument9 pagesTN008 PCB Design Guidelines For 2x2 LGA Accelerometers PDFJNarigonNo ratings yet
- Biostar A78dg-A2t Rev 6.0 SCHDocument46 pagesBiostar A78dg-A2t Rev 6.0 SCHИван ИвановNo ratings yet
- Restricted Service Note: Peripheral Signal ArtifactsDocument6 pagesRestricted Service Note: Peripheral Signal ArtifactsTony KututoNo ratings yet
- MSI MS-7823 Rev 3.2 PDFDocument33 pagesMSI MS-7823 Rev 3.2 PDFHACSNo ratings yet
- P4m800pro-M2 V2 OkDocument27 pagesP4m800pro-M2 V2 Oknow2moreNo ratings yet
- Sony Cdx-gt272Document38 pagesSony Cdx-gt272Marco DesarrollosmexNo ratings yet
- AMV FootprintsDocument4 pagesAMV FootprintsKaliamoorthyNo ratings yet
- Vl390 For Ubtx: Clock Gen SLG8LP625Document37 pagesVl390 For Ubtx: Clock Gen SLG8LP625dennNo ratings yet
- Lz4 V4uv0r enDocument14 pagesLz4 V4uv0r enelectronicaNo ratings yet
- Surface Mount Technology (SMT)Document68 pagesSurface Mount Technology (SMT)Lishan JayanathNo ratings yet
- Msi MS-7267 Rev 4.8 PDFDocument29 pagesMsi MS-7267 Rev 4.8 PDFsami husseinNo ratings yet
- Trench Gate Field-Stop, 650 V, 10 A, Low-Loss M Series IGBT Die in D7 PackingDocument10 pagesTrench Gate Field-Stop, 650 V, 10 A, Low-Loss M Series IGBT Die in D7 Packingkrimo biomédicalNo ratings yet
- Samsung SCX 4300Document27 pagesSamsung SCX 4300Soporte DatalineNo ratings yet
- 8662TT06112038B 976311Document32 pages8662TT06112038B 976311ManunoghiNo ratings yet
- Understanding The Surface Mount PackageDocument12 pagesUnderstanding The Surface Mount PackagejackNo ratings yet
- CD00134799 XyzDocument15 pagesCD00134799 Xyzthanggimme.phanNo ratings yet
- TN0018 Technical Note: Linear Accelerometers in LGA Package Surface Mounting GuidelinesDocument15 pagesTN0018 Technical Note: Linear Accelerometers in LGA Package Surface Mounting Guidelinesthanggimme.phanNo ratings yet
- GSP-0505 Lining Partition ET15Document2 pagesGSP-0505 Lining Partition ET15salvoNo ratings yet
- 8662T06112038B 976359Document32 pages8662T06112038B 976359ManunoghiNo ratings yet
- Sony xm-3001sxd 6001gxd SMDocument24 pagesSony xm-3001sxd 6001gxd SMMisa MNo ratings yet
- Phantom Powered Micro-Phone Pre-Amplifier: FeaturesDocument3 pagesPhantom Powered Micro-Phone Pre-Amplifier: FeaturesFABIAN NABIL100% (1)
- 33kV SCWU 35M WST BS7870-4.10 0216 1Document1 page33kV SCWU 35M WST BS7870-4.10 0216 1Hakkim Sheik Thauth JNo ratings yet
- Model Name: GA-7VM400AMF: Sheet TitleDocument29 pagesModel Name: GA-7VM400AMF: Sheet TitleRisoSilvaNo ratings yet
- Double Reflow-Induced Brittle Interfacial Failures in Pb-Free Ball Grid Array Solder JointsDocument34 pagesDouble Reflow-Induced Brittle Interfacial Failures in Pb-Free Ball Grid Array Solder JointscocozhouNo ratings yet
- MS-7549 Ver:1.1: TitleDocument34 pagesMS-7549 Ver:1.1: TitlechokNo ratings yet
- Xilinx Wp484-A7-S7-Ddr2-3-PcbDocument12 pagesXilinx Wp484-A7-S7-Ddr2-3-PcbJohn PurachewNo ratings yet
- Bolts Std.Document8 pagesBolts Std.ravikirangeNo ratings yet
- 11kV EPR Prysmian Cable SpecDocument1 page11kV EPR Prysmian Cable Specmo shNo ratings yet
- Sony SRF-18 Radio FM Stereo AM External Speaker Service ManualDocument16 pagesSony SRF-18 Radio FM Stereo AM External Speaker Service ManualChef KaiserNo ratings yet
- Trabajo en Clases de Arquitectura IIDocument6 pagesTrabajo en Clases de Arquitectura IIDIEGODCDJNo ratings yet
- Msi b85m Pro-Vd (Ms-7a01) Rev 1.1Document34 pagesMsi b85m Pro-Vd (Ms-7a01) Rev 1.1Angel RuizNo ratings yet
- Jameco Part Number 51182NSC: Distributed byDocument13 pagesJameco Part Number 51182NSC: Distributed byJanos KrauszNo ratings yet
- Physics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to LSIFrom EverandPhysics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to LSINo ratings yet
- Mega Drive Architecture: Architecture of Consoles: A Practical Analysis, #3From EverandMega Drive Architecture: Architecture of Consoles: A Practical Analysis, #3No ratings yet
- Theory For Intermetallic Phase Growth Between Cu and Liquid SN-PB Solder Based On Grain Boundary Diffusion ControlDocument10 pagesTheory For Intermetallic Phase Growth Between Cu and Liquid SN-PB Solder Based On Grain Boundary Diffusion ControlSorescu Simona-LuminițaNo ratings yet
- Design, Preparation, and Application of Ordered Porous PolymerDocument13 pagesDesign, Preparation, and Application of Ordered Porous PolymerSorescu Simona-LuminițaNo ratings yet
- Hydrolysis-Condensation Processes of The Tetra-Alkoxysilanes TPOS, TEOS and TMOS in Some Alcoholic SolventsDocument13 pagesHydrolysis-Condensation Processes of The Tetra-Alkoxysilanes TPOS, TEOS and TMOS in Some Alcoholic SolventsSorescu Simona-LuminițaNo ratings yet
- Davide Peddis PHD - Thesis - Synthesis and Characterization of CoFe2O4 NanoparticlesDocument138 pagesDavide Peddis PHD - Thesis - Synthesis and Characterization of CoFe2O4 NanoparticlesSorescu Simona-Luminița100% (1)
- MCQ IadDocument23 pagesMCQ Iads soyaNo ratings yet
- Rev - MC - ELE Q3104 - FT - Other - Home - Appliances - 12-09-2017Document19 pagesRev - MC - ELE Q3104 - FT - Other - Home - Appliances - 12-09-2017RodzNo ratings yet
- Aircraft Maintenance ManualDocument784 pagesAircraft Maintenance ManualJose Luis SandovalNo ratings yet
- Comm 10Document2 pagesComm 10boopNo ratings yet
- Mix 2Document4 pagesMix 2yebexa3845No ratings yet
- Pvh56 Pvh63 Parts and ServiceDocument8 pagesPvh56 Pvh63 Parts and ServiceRiki AkbarNo ratings yet
- Lecture - Chemical Process in Waste Water TreatmentDocument30 pagesLecture - Chemical Process in Waste Water TreatmentLe Ngoc Thuan100% (1)
- Anh - 10Document50 pagesAnh - 10Hưng PhúNo ratings yet
- WickedWhims v174h ExceptionDocument5 pagesWickedWhims v174h Exceptionjean rodriguezNo ratings yet
- Separators of Different GenerationsDocument46 pagesSeparators of Different GenerationsISLAM I. Fekry100% (8)
- Hampleton Partners M&A 1H2022 Report - Digital CommerceDocument18 pagesHampleton Partners M&A 1H2022 Report - Digital CommerceMiroNo ratings yet
- Exercise 6 Make An Incident Report and Conduct An InvestigationDocument5 pagesExercise 6 Make An Incident Report and Conduct An InvestigationRoxana BaltatescuNo ratings yet
- Tagmemics and Its ImplicationDocument13 pagesTagmemics and Its ImplicationtiqumNo ratings yet
- Week 2 Pain ManagementDocument51 pagesWeek 2 Pain Managementعزالدين الطيارNo ratings yet
- Our Nation Is in Crisis Our People Are Suffering Let Us Stop Being Part of The Problem Let Us Be Part of The Solution Let Us Be Good CitizensDocument12 pagesOur Nation Is in Crisis Our People Are Suffering Let Us Stop Being Part of The Problem Let Us Be Part of The Solution Let Us Be Good CitizensWerba, Allysa Mae T.No ratings yet
- Agrochem Cals Agrochem Cals: Conference OnDocument43 pagesAgrochem Cals Agrochem Cals: Conference OnGnanendraKumarNo ratings yet
- MQ Series: Do Not Have To Be Executing at The Same TimeDocument10 pagesMQ Series: Do Not Have To Be Executing at The Same TimeSanjay DasNo ratings yet
- Hypothesis Testing Single SampleDocument39 pagesHypothesis Testing Single SampleThe BluemanNo ratings yet
- End of Quiz: G-LITT001 CEE22 1st Sem (2023-2024) Review Quiz 6Document3 pagesEnd of Quiz: G-LITT001 CEE22 1st Sem (2023-2024) Review Quiz 6Dela Cruz ArabellaNo ratings yet
- Lesson 10 - Week 2 PerdevDocument15 pagesLesson 10 - Week 2 PerdevChristian OconNo ratings yet
- MBD Final Exam 2019 Model Answer PDFDocument2 pagesMBD Final Exam 2019 Model Answer PDFMina ZakariaNo ratings yet
- Western CSSFORUM MergedDocument44 pagesWestern CSSFORUM MergedRana Umar HayyatNo ratings yet
- Juno-NET En54 - Installation Manual v1.1Document109 pagesJuno-NET En54 - Installation Manual v1.1Pedro FigueiredoNo ratings yet
- BER Performance of MU-MIMO System Using Dirty Paper CodingDocument4 pagesBER Performance of MU-MIMO System Using Dirty Paper CodingInternational Journal of Electrical and Electronics EngineeringNo ratings yet
- CHEM 580: Computational Chemistry Fall 2020 From Schrodinger To Hartree-FockDocument41 pagesCHEM 580: Computational Chemistry Fall 2020 From Schrodinger To Hartree-FockciwebNo ratings yet
- Tutorial 1 Intro To PhotonicsDocument4 pagesTutorial 1 Intro To Photonicsamitgh88No ratings yet
- Describing The Impact of Massive Open Online Course: Darielle Apilas-Bacayan Developer LessonDocument5 pagesDescribing The Impact of Massive Open Online Course: Darielle Apilas-Bacayan Developer LessonJhunel FernandezNo ratings yet
- MHA St. Bernadette of LourdesDocument1 pageMHA St. Bernadette of LourdesFitz JaminitNo ratings yet