Download as pdf or txt
You might also like
- Datasheet - Ducab Cables - 3 & 4 CoreDocument19 pagesDatasheet - Ducab Cables - 3 & 4 Coreraj xNo ratings yet
- The Elements of Boat Strength: For Builders, Designers, and OwnersFrom EverandThe Elements of Boat Strength: For Builders, Designers, and OwnersRating: 5 out of 5 stars5/5 (8)
- Basic Jewelry Modeling in RhinoDocument66 pagesBasic Jewelry Modeling in Rhinoshanvi199120100% (1)
- PVC Calender Film ProcessDocument21 pagesPVC Calender Film ProcessNilesh_dere1950% (2)
- Arbocel-Prospekt PetfoodDocument8 pagesArbocel-Prospekt PetfoodАндрей Педченко100% (1)
- Part 4 Manufacturing 2023Document110 pagesPart 4 Manufacturing 2023Ilham AyuningNo ratings yet
- Part 5 Manufacturing 2023Document94 pagesPart 5 Manufacturing 2023Ilham AyuningNo ratings yet
- 02 Multilayercompositefilms 110322072335 Phpapp02Document48 pages02 Multilayercompositefilms 110322072335 Phpapp02naveenjeswaniNo ratings yet
- ch15-reduced1Document52 pagesch15-reduced1Faheem AbbasNo ratings yet
- ch11 More Metal CastingDocument23 pagesch11 More Metal CastingPradeep Kumar Yadav100% (1)
- Processing of Ceramics and CermetsDocument44 pagesProcessing of Ceramics and CermetssanbolluNo ratings yet
- Unit 3: Plastic Processing: 1. State The General Properties of PlasticsDocument13 pagesUnit 3: Plastic Processing: 1. State The General Properties of PlasticsSagar Dhage100% (1)
- Shaping Processes For Plastics PDFDocument117 pagesShaping Processes For Plastics PDFduvan arturo duque olayaNo ratings yet
- Blow Moulding by HammahDocument28 pagesBlow Moulding by HammahAdnan JavedNo ratings yet
- Part 2 Manufacturing 2023Document117 pagesPart 2 Manufacturing 2023Ilham AyuningNo ratings yet
- ch08 - Metal CastingDocument108 pagesch08 - Metal Castingarju antonyNo ratings yet
- CastingDocument135 pagesCastingGolamRasselNo ratings yet
- ME2030 - 20160406 - Plastic Shaping (Groover Slides Partial)Document43 pagesME2030 - 20160406 - Plastic Shaping (Groover Slides Partial)Vamshi KrishnaNo ratings yet
- Rubber Calendering Extrusion MoldingDocument31 pagesRubber Calendering Extrusion MoldingAmyNo ratings yet
- BTM4723 Plastic Composite FormingDocument55 pagesBTM4723 Plastic Composite FormingMas Ayu HassanNo ratings yet
- Flat Film Forming: Andrew Leithead Chris Barr Nick AntonakosDocument32 pagesFlat Film Forming: Andrew Leithead Chris Barr Nick AntonakosHOANGVUNL1988No ratings yet
- Ch3 Forming Shaping Plastics and CompositeDocument64 pagesCh3 Forming Shaping Plastics and CompositeRusydi JamainNo ratings yet
- Part 3 Manufacturimg 2022Document137 pagesPart 3 Manufacturimg 2022Ilham AyuningNo ratings yet
- MP 1 (11Th Lecture)Document40 pagesMP 1 (11Th Lecture)muhammad tariqNo ratings yet
- ET ZC235 Manufacturing Processes: BITS PilaniDocument113 pagesET ZC235 Manufacturing Processes: BITS PilaniAasheesh Chander AgrawalNo ratings yet
- CH 13Document102 pagesCH 13Alex BjNo ratings yet
- Olymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectDocument59 pagesOlymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectChaitanya PatelNo ratings yet
- Rubber MoldingDocument33 pagesRubber MoldingFurqan AlamNo ratings yet
- Metal CastingDocument37 pagesMetal Castingfirdaus ramleNo ratings yet
- Metal Casting ProcessesDocument115 pagesMetal Casting Processesarif budimanNo ratings yet
- Soldering Adhesive BondingDocument11 pagesSoldering Adhesive BondingHassanNo ratings yet
- Unit-3 (1-40)Document38 pagesUnit-3 (1-40)jasvinder singhNo ratings yet
- Injection Molding AssignmentDocument8 pagesInjection Molding AssignmentaakshusabhNo ratings yet
- PlasticsDocument48 pagesPlasticsPavan MehataNo ratings yet
- Manufacturing Technology: Shaji GeorgeDocument95 pagesManufacturing Technology: Shaji GeorgeDeepakNo ratings yet
- FormingAndShapingPlasticsDocument30 pagesFormingAndShapingPlasticsM PraveenNo ratings yet
- Forming and Shaping Plastics & Composite Materials: Chapter - 18Document35 pagesForming and Shaping Plastics & Composite Materials: Chapter - 18Muddu AlaparthiNo ratings yet
- CH 11-Metal CaastingDocument113 pagesCH 11-Metal CaastingNasir MaqsoodNo ratings yet
- Chapter 13Document109 pagesChapter 13SaAhRaNo ratings yet
- Chapter 11 Metal Working 1 Bulk MetalDocument72 pagesChapter 11 Metal Working 1 Bulk MetalUbaidillah UbaidillahNo ratings yet
- Manufacturing Processes: ME 335 432 Lecture #16Document36 pagesManufacturing Processes: ME 335 432 Lecture #16abdullah sulimanNo ratings yet
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocument36 pagesFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingPaul Luya EspinozaNo ratings yet
- Metal Casting ProcessesDocument32 pagesMetal Casting Processesomar salahNo ratings yet
- JFDD Assignment No - 04Document7 pagesJFDD Assignment No - 04LowEnd GamerNo ratings yet
- Ch11 CastingProcessesDocument102 pagesCh11 CastingProcessesFahmi PrayogiNo ratings yet
- Theory of Casting and Welding - ME 651Document155 pagesTheory of Casting and Welding - ME 651Saurabh ThakurNo ratings yet
- Corporate Training and PlanningDocument184 pagesCorporate Training and PlanningAbhinav KumarNo ratings yet
- Microsoft Word - Molding Processes - 2Document7 pagesMicrosoft Word - Molding Processes - 2Prashant ParshivnikarNo ratings yet
- Ch13 1 PolymerMelt&ExtrusionDocument32 pagesCh13 1 PolymerMelt&ExtrusionPrabhu MechNo ratings yet
- The Tubular Film Blowing ProcessDocument9 pagesThe Tubular Film Blowing ProcessAlmir MachadoNo ratings yet
- Chapter 5 Polymeric ProcessingDocument34 pagesChapter 5 Polymeric ProcessingAnonymous E481c6No ratings yet
- Manufacturing Unit 1Document53 pagesManufacturing Unit 1vikas sharma50% (2)
- Matrix MaterialDocument51 pagesMatrix MaterialA-13-M Ibrahim OMARNo ratings yet
- Processing of Polymers and CompositesDocument23 pagesProcessing of Polymers and CompositesMK SaravananNo ratings yet
- Tek Pol Usai UTS - 2020Document91 pagesTek Pol Usai UTS - 2020raihan dzakyNo ratings yet
- PRODUCTION TECHNOLOGY Group 10Document17 pagesPRODUCTION TECHNOLOGY Group 10ojunga.samuel21No ratings yet
- Ch11 More Metal CastingDocument87 pagesCh11 More Metal CastingNaresh N BabuNo ratings yet
- A Guide To Rotational Molding 5717Document16 pagesA Guide To Rotational Molding 5717EngineeringTopChannelNo ratings yet
- You CanDocument70 pagesYou Canananda narayananNo ratings yet
- Shaping Processes For PlasticsDocument92 pagesShaping Processes For PlasticsmindmaczaNo ratings yet
- Plastic Processing: Extrusion Compression MouldingDocument88 pagesPlastic Processing: Extrusion Compression MouldingBhushan Shankar Kamble100% (2)
- Casting 5Document68 pagesCasting 5Pri YaNo ratings yet
- Group4 PlasticsDocument46 pagesGroup4 Plastics3rdjesse24321562No ratings yet
- Lecture 07+08 - 1st & 2nd Order Control SystemsDocument16 pagesLecture 07+08 - 1st & 2nd Order Control SystemsFaheem AbbasNo ratings yet
- PDF 2Document2 pagesPDF 2Faheem AbbasNo ratings yet
- CEP of TOMDocument17 pagesCEP of TOMFaheem AbbasNo ratings yet
- Letter WritingDocument4 pagesLetter WritingFaheem AbbasNo ratings yet
- Presentation SkillsDocument21 pagesPresentation SkillsFaheem AbbasNo ratings yet
- A Guide For Customers and Partners 2007 - 2008: Capabilities of Midlands Aerospace CompaniesDocument12 pagesA Guide For Customers and Partners 2007 - 2008: Capabilities of Midlands Aerospace CompaniesPetrNo ratings yet
- Gupta 2007Document18 pagesGupta 2007upenderNo ratings yet
- Specification No.: Ministry of Electricity Planning and Studies Office Baghdad - IraqDocument10 pagesSpecification No.: Ministry of Electricity Planning and Studies Office Baghdad - IraqyildirimonlineNo ratings yet
- American Kuhne Life Cycle ManagementDocument4 pagesAmerican Kuhne Life Cycle ManagementNitin PatilNo ratings yet
- Types of Heat Sinks: by Vijayakumar KDocument17 pagesTypes of Heat Sinks: by Vijayakumar KMervin RodrigoNo ratings yet
- Santoprene Blow Molding Guide EnpdfDocument23 pagesSantoprene Blow Molding Guide EnpdfNikhil AherNo ratings yet
- Animal Food Processing PlantDocument30 pagesAnimal Food Processing PlantDaniel OkereNo ratings yet
- AW 887 - EnuDocument410 pagesAW 887 - EnuGerardo Grijalva AvilaNo ratings yet
- ASME B18.6.5M Appendix VI 1993Document7 pagesASME B18.6.5M Appendix VI 1993Jesse ChenNo ratings yet
- Technical Seal Brochure 1Document13 pagesTechnical Seal Brochure 1Moha MaherNo ratings yet
- SAL WFP RiceFort LatinAm-TechnologyDocument6 pagesSAL WFP RiceFort LatinAm-Technologyzeel panchalNo ratings yet
- Tablet ProcessingDocument21 pagesTablet ProcessingTue100% (1)
- A V Steel Forgings PVT LTD - BrochureDocument4 pagesA V Steel Forgings PVT LTD - BrochureNirmit GandhiNo ratings yet
- Laboratory Activity 07 Autocad 3d Basics-Arce, KDocument13 pagesLaboratory Activity 07 Autocad 3d Basics-Arce, KKalvinNo ratings yet
- Extrusion Guides 02Document4 pagesExtrusion Guides 02Praveen ChathurangaNo ratings yet
- BWE Brochure After ProofDocument12 pagesBWE Brochure After ProofNut AssanaiNo ratings yet
- Polimer Dan Pemrosesannya: Darminto Jurusan Fisika FMIPA ITSDocument24 pagesPolimer Dan Pemrosesannya: Darminto Jurusan Fisika FMIPA ITSNaqiibatin NadliriyahNo ratings yet
- Graphite Manufacturing ProcessDocument5 pagesGraphite Manufacturing ProcessyogiNo ratings yet
- Soft Series Bed Head Unit Brochure - v1-1Document8 pagesSoft Series Bed Head Unit Brochure - v1-1shihabNo ratings yet
- 3.hot Working PDFDocument42 pages3.hot Working PDFkacangtim100% (1)
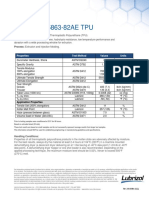
- Pellethane 5863-82AE TPU: Technical Data SheetDocument2 pagesPellethane 5863-82AE TPU: Technical Data SheetaNo ratings yet
- Introduction To MTripleP IMetalDocument21 pagesIntroduction To MTripleP IMetalKrishna Mohan T.RNo ratings yet
- European Polymer Journal: Nikhil Avinash Patil, James Njuguna, Balasubramanian Kandasubramanian TDocument22 pagesEuropean Polymer Journal: Nikhil Avinash Patil, James Njuguna, Balasubramanian Kandasubramanian TAshok Kumar BakshiNo ratings yet
- Boq 153501Document28 pagesBoq 153501kamakhyaguri pwdNo ratings yet
- Macaroni Factory PDFDocument49 pagesMacaroni Factory PDFAyako Phuong100% (1)
- 3DP 002 User Manual r2Document36 pages3DP 002 User Manual r2MartinKampffNo ratings yet
- Cv218 4 Get The Part BuilderDocument24 pagesCv218 4 Get The Part BuilderMiles MathesonNo ratings yet