
Chapter 4 Lecture 5 (1)
Chapter 4 Lecture 5 (1)
You might also like
- Astm d856Document8 pagesAstm d856ADS ADSNo ratings yet
- Study of Mass Transfer Coefficient in A Wetted Wall Column: ICCPGE 2016, 1, 201 - 209Document9 pagesStudy of Mass Transfer Coefficient in A Wetted Wall Column: ICCPGE 2016, 1, 201 - 209Siraj AL sharifNo ratings yet
- Measurement of Hydraulic Conductivity of Porous Material Using A Rigid-Wall, Compaction-Mold PermeameterDocument8 pagesMeasurement of Hydraulic Conductivity of Porous Material Using A Rigid-Wall, Compaction-Mold PermeameterOpu Debnath100% (1)
- A Textbook of Fire AssayingDocument275 pagesA Textbook of Fire AssayingDario100% (1)
- 004-PA-16 Technosheet ICP2 LRDocument2 pages004-PA-16 Technosheet ICP2 LRHossam Mostafa100% (1)
- Experimental Determination of Relative Permeabilities for a Rich GasCondensate System Using Live FluidDocument7 pagesExperimental Determination of Relative Permeabilities for a Rich GasCondensate System Using Live FluidMinh NguyễnNo ratings yet
- Gas Holdup and Overall Volumetric Mass Transfer Coefficient in A Modified Reversed Flow Jet Loop ReactorDocument6 pagesGas Holdup and Overall Volumetric Mass Transfer Coefficient in A Modified Reversed Flow Jet Loop ReactorDesya CahyaNo ratings yet
- K Re Ulen 93 Micro PorousDocument20 pagesK Re Ulen 93 Micro PorousMiguel Angel Hanco ChoqueNo ratings yet
- Comparison of Vertical, Slanted, and Horizontal Wells Productivity in Layered Gas-Condensate ReservoirDocument6 pagesComparison of Vertical, Slanted, and Horizontal Wells Productivity in Layered Gas-Condensate ReservoirJesus Ponce GNo ratings yet
- Curtis H. WhitsonDocument18 pagesCurtis H. WhitsonglsancorNo ratings yet
- Spe 90038 MSDocument12 pagesSpe 90038 MSMejbahul SarkerNo ratings yet
- SPE 100993 Well Test Analysis in Lean Gas Condensate Reservoirs - Theory and PracticeDocument17 pagesSPE 100993 Well Test Analysis in Lean Gas Condensate Reservoirs - Theory and PracticeCarlos RodriguezNo ratings yet
- OrkiszewskiDocument10 pagesOrkiszewskiDamisi PikudaNo ratings yet
- SPE 122594 Well Test Analysis in Naturally Fractured Gas Condensate Reservoirs Below Dew Point PressureDocument16 pagesSPE 122594 Well Test Analysis in Naturally Fractured Gas Condensate Reservoirs Below Dew Point PressureGabriel EduardoNo ratings yet
- Spe 98035 MS PDocument9 pagesSpe 98035 MS PJose Gregorio Fariñas GagoNo ratings yet
- Well Deliverability Predictions of Gas Flow in GasDocument12 pagesWell Deliverability Predictions of Gas Flow in GasAlwaleed ANo ratings yet
- Bubble Column Reactors For Wastewater Treatment. 2. The Effect of Sparger Design On Sublation Column Hydrodynamics in The Homogeneous Flow RegimeDocument11 pagesBubble Column Reactors For Wastewater Treatment. 2. The Effect of Sparger Design On Sublation Column Hydrodynamics in The Homogeneous Flow RegimeFarah TalibNo ratings yet
- Simulation of Non-Darcy Flow in Porous Media Including Viscous, Inertial andDocument7 pagesSimulation of Non-Darcy Flow in Porous Media Including Viscous, Inertial andmohamadi42No ratings yet
- Pervaporation Membrane Process For Vapour Absorption System: S.B. Riffat, S. Wu, B. BolDocument8 pagesPervaporation Membrane Process For Vapour Absorption System: S.B. Riffat, S. Wu, B. Bolapi-26678889No ratings yet
- 10.1007 s11242 004 1407 5 Relative Permeability Estimation For Rich Gas Condensate ReservoirsDocument27 pages10.1007 s11242 004 1407 5 Relative Permeability Estimation For Rich Gas Condensate ReservoirsSina ForoudiNo ratings yet
- Comparison of Models For The Prediction of Hydrodynamic Parameters in Structured Packing Columns For Biogas PurificationDocument19 pagesComparison of Models For The Prediction of Hydrodynamic Parameters in Structured Packing Columns For Biogas PurificationshariziNo ratings yet
- Effective Interfacial Area and Liquid and Gas Side Mass Transfer Coefficients in A Packed ColumnDocument7 pagesEffective Interfacial Area and Liquid and Gas Side Mass Transfer Coefficients in A Packed Columnchua_321No ratings yet
- Effect of Non-Darcy Flow Coefficient Variation Due To Water Vaporization On Well Productivity of Gas Condensate ReservoirsDocument9 pagesEffect of Non-Darcy Flow Coefficient Variation Due To Water Vaporization On Well Productivity of Gas Condensate ReservoirskhayalNo ratings yet
- CFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionDocument10 pagesCFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionGurusangmeshHiremathNo ratings yet
- Effect CapillaryDocument10 pagesEffect CapillaryEdwin VargadNo ratings yet
- A Comparative Study On Hydrodynamics of PDFDocument25 pagesA Comparative Study On Hydrodynamics of PDFMukthiyar AhmedNo ratings yet
- Hamadi - IJRER - 2017Document21 pagesHamadi - IJRER - 2017Meli ChiambaNo ratings yet
- Una Metodología para Determinar La Altura de La Columna de Líquido de Los Pozos de Elevación de Gas IntermitenteDocument10 pagesUna Metodología para Determinar La Altura de La Columna de Líquido de Los Pozos de Elevación de Gas IntermitenteCeleste ZapataNo ratings yet
- SPE 89867 Klinkenberg-Corrected Permeability Measurements in Tight Gas Sands: Steady-State Versus Unsteady-State TechniquesDocument11 pagesSPE 89867 Klinkenberg-Corrected Permeability Measurements in Tight Gas Sands: Steady-State Versus Unsteady-State TechniquesHasbee UllahNo ratings yet
- Modern Techniques in Well DesignDocument17 pagesModern Techniques in Well DesignMonica UrbietaNo ratings yet
- CO Absorption at Elevated Pressures Using A Hollow Fiber Membrane ContactorDocument12 pagesCO Absorption at Elevated Pressures Using A Hollow Fiber Membrane ContactorTitto Cedeño VeraNo ratings yet
- Scientific: Condensate Reservoirs Benefits and RisksDocument9 pagesScientific: Condensate Reservoirs Benefits and RisksHomam MohammadNo ratings yet
- Woodworth 2007Document12 pagesWoodworth 2007EdgarJimenezNievesNo ratings yet
- Improving the Gas and Condensate Relative Permeability Using Chemical Treatments (SPE-100529-MS-P)Document9 pagesImproving the Gas and Condensate Relative Permeability Using Chemical Treatments (SPE-100529-MS-P)Minh NguyễnNo ratings yet
- Iptc 10243 MS P PDFDocument9 pagesIptc 10243 MS P PDFWaleed Barakat MariaNo ratings yet
- Fluid-Physics-Module Experiments: Esa Special Publication No. 114Document11 pagesFluid-Physics-Module Experiments: Esa Special Publication No. 114semabayNo ratings yet
- Cabeq 2014 04 19344Document16 pagesCabeq 2014 04 19344Edu CordonNo ratings yet
- Phenomenological Modeling of Critical Condensate Saturation and Relative Permeabilities in Gas/ Condensate SystemsDocument10 pagesPhenomenological Modeling of Critical Condensate Saturation and Relative Permeabilities in Gas/ Condensate SystemsMohammadreza MalaieriNo ratings yet
- D 6391 - 99 R04 - RdyzoteDocument12 pagesD 6391 - 99 R04 - RdyzoteabualamalNo ratings yet
- PETSOC 120 Rabb2003Document11 pagesPETSOC 120 Rabb2003Richard SuryaputraNo ratings yet
- Liquid-Gas Coalescers:: Demystifying Performance RatingsDocument6 pagesLiquid-Gas Coalescers:: Demystifying Performance RatingsTukang NasgorNo ratings yet
- Olaberinjo2006 CGRDocument10 pagesOlaberinjo2006 CGRAKOGU J. AKPOCHI J.No ratings yet
- Rock Permeability1111Document18 pagesRock Permeability1111Lulav BarwaryNo ratings yet
- Chemical Injcetions SurfactantDocument50 pagesChemical Injcetions SurfactantSyasya Ja’afarNo ratings yet
- Walter2003 UnlockedDocument13 pagesWalter2003 UnlockedLorena CamposNo ratings yet
- Whiten 1993Document8 pagesWhiten 1993sandileNo ratings yet
- Waterflooding Performance of Communicating Stratified Reservoirs With Log-Normal Permeability DistributionDocument8 pagesWaterflooding Performance of Communicating Stratified Reservoirs With Log-Normal Permeability Distributionartha firmNo ratings yet
- Chemical Engineering ScienceDocument7 pagesChemical Engineering ScienceVishakha GaurNo ratings yet
- Cipc 2009-041Document10 pagesCipc 2009-041Ralf JonesNo ratings yet
- Gas Liquid Mass Transfer PerformanceDocument2 pagesGas Liquid Mass Transfer PerformanceManojkumarNo ratings yet
- Hagedorn 1964Document8 pagesHagedorn 1964Carlitos BaezNo ratings yet
- Packed Bed AbsorptionDocument4 pagesPacked Bed AbsorptionSenthilNathanNo ratings yet
- PETSOC-99-08-DA Performance Prediction in Gas Condensate ResDocument5 pagesPETSOC-99-08-DA Performance Prediction in Gas Condensate ResMiguel Angel GonzalesNo ratings yet
- Kelompok Reg - 19Document7 pagesKelompok Reg - 19latifahhanum237No ratings yet
- Wetted WallDocument20 pagesWetted WallMuhammad AhsanNo ratings yet
- Comparison of The Extensional and Shear Viscosity Characteristics Aqueous Hydroxyethylcellulose SolutionsDocument10 pagesComparison of The Extensional and Shear Viscosity Characteristics Aqueous Hydroxyethylcellulose Solutionsmarcela_baquero_3No ratings yet
- 4 Sep - hor.ReEntrainment Articulo1Document10 pages4 Sep - hor.ReEntrainment Articulo1Humberto Pallares100% (1)
- Muskat EvingerDocument14 pagesMuskat EvingerChristian PradaNo ratings yet
- Experimental Research On Rheological Properties and Proppant Transport Performance of GRF-CO2 Fracturing FluidDocument9 pagesExperimental Research On Rheological Properties and Proppant Transport Performance of GRF-CO2 Fracturing FluidIffat Waie MazleeNo ratings yet
- Spe 944184 GDocument18 pagesSpe 944184 GsnariaNo ratings yet
- International Journal of Multiphase Flow: Hatef A. Khaledi, Ivar Eskerud Smith, Tor Erling Unander, Jan NossenDocument15 pagesInternational Journal of Multiphase Flow: Hatef A. Khaledi, Ivar Eskerud Smith, Tor Erling Unander, Jan NossenGabrielNo ratings yet
- BS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel SpecificationsDocument1 pageBS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel Specificationsgreat_triskelionNo ratings yet
- Requirements Hazardous Waste Sep 05 Part 4Document18 pagesRequirements Hazardous Waste Sep 05 Part 4Andile NtuliNo ratings yet
- How Long Does Composting TakeDocument5 pagesHow Long Does Composting TakeLadylyn NuñezNo ratings yet
- Experiment No 8 Case Study On The Construction of Burj KhalifaDocument4 pagesExperiment No 8 Case Study On The Construction of Burj KhalifaBrijNo ratings yet
- Waterproofing SystemsDocument4 pagesWaterproofing SystemsfairmatechemicalNo ratings yet
- Sample Innovation PaperDocument22 pagesSample Innovation PaperMelcorr N. MontesclarosNo ratings yet
- Problem Set CO2Document2 pagesProblem Set CO2ANIME CHANNo ratings yet
- Greige Woven Glass Fabrics: Standard Specification ForDocument17 pagesGreige Woven Glass Fabrics: Standard Specification ForTuyên RùaNo ratings yet
- CompostingDocument46 pagesCompostingAli ArsalanNo ratings yet
- Physical and Chemical Changes - MCQDocument9 pagesPhysical and Chemical Changes - MCQMinuteBrain LearningNo ratings yet
- Annex B ISO 14731 & ISO 3834Document6 pagesAnnex B ISO 14731 & ISO 3834ioancNo ratings yet
- Geopolymer Formation and Its Unique PropertiesDocument9 pagesGeopolymer Formation and Its Unique Propertiesmohammadi_790141120No ratings yet
- Specifcation: Afro Addis TechDocument5 pagesSpecifcation: Afro Addis TechbooNo ratings yet
- Versa Dek Composite Load TablesDocument128 pagesVersa Dek Composite Load TablesXJN00 6469No ratings yet
- To Study Strength Characteristics of Concrete With Rice Husk AshDocument6 pagesTo Study Strength Characteristics of Concrete With Rice Husk Ashabdulshkur muridNo ratings yet
- Void Content of Reinforced Plastics: Standard Test Methods ForDocument4 pagesVoid Content of Reinforced Plastics: Standard Test Methods ForVijay KumarNo ratings yet
- Synthesis of Nanomaterials Using Various TopDocument18 pagesSynthesis of Nanomaterials Using Various TopDevayush ShuklaNo ratings yet
- Reg - No:: Ii) Design A Rectangular Key For The Following Application: A ShaftDocument3 pagesReg - No:: Ii) Design A Rectangular Key For The Following Application: A ShaftManivannanNo ratings yet
- Material Characterization - Lecture 4Document18 pagesMaterial Characterization - Lecture 4Nilesh BondreNo ratings yet
- Experiment FiveDocument4 pagesExperiment FiveSusana DakoraNo ratings yet
- Kalmetall W Kalpraxis GBDocument12 pagesKalmetall W Kalpraxis GBkaniappan sakthivelNo ratings yet
- Ngatataek Mixed Secondary School Chemistry (Theory) Paper 1 Form 3 Mid-Term Exam NAME ..ADM CLASS . Time: 2 HoursDocument10 pagesNgatataek Mixed Secondary School Chemistry (Theory) Paper 1 Form 3 Mid-Term Exam NAME ..ADM CLASS . Time: 2 HoursDavyieNo ratings yet
- Tugas Operasi Teknik Kimia 1 TranslateDocument12 pagesTugas Operasi Teknik Kimia 1 Translategira daraNo ratings yet
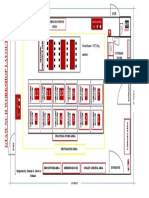
- Total Area 272 Sq. Meters: Waste DisposalDocument1 pageTotal Area 272 Sq. Meters: Waste DisposalMANPOWER ORMOCNo ratings yet
- Presentation: Thermal Properties of MatterDocument226 pagesPresentation: Thermal Properties of MatterSpartinNo ratings yet
- Development of New AC TIG Welding Power Source and Its Improvement of ProductivityDocument8 pagesDevelopment of New AC TIG Welding Power Source and Its Improvement of ProductivityahmetNo ratings yet
- PC1220R Infino LotteDocument1 pagePC1220R Infino LotteSCAR GONZALEzNo ratings yet
- Dental Material MCQ Test Bank Chapter 1Document17 pagesDental Material MCQ Test Bank Chapter 1Táláát ÄlsuroriNo ratings yet

























































































Download as pdf or txt
You might also like
- Astm d856Document8 pagesAstm d856ADS ADSNo ratings yet
- Study of Mass Transfer Coefficient in A Wetted Wall Column: ICCPGE 2016, 1, 201 - 209Document9 pagesStudy of Mass Transfer Coefficient in A Wetted Wall Column: ICCPGE 2016, 1, 201 - 209Siraj AL sharifNo ratings yet
- Measurement of Hydraulic Conductivity of Porous Material Using A Rigid-Wall, Compaction-Mold PermeameterDocument8 pagesMeasurement of Hydraulic Conductivity of Porous Material Using A Rigid-Wall, Compaction-Mold PermeameterOpu Debnath100% (1)
- A Textbook of Fire AssayingDocument275 pagesA Textbook of Fire AssayingDario100% (1)
- 004-PA-16 Technosheet ICP2 LRDocument2 pages004-PA-16 Technosheet ICP2 LRHossam Mostafa100% (1)
- Experimental Determination of Relative Permeabilities for a Rich GasCondensate System Using Live FluidDocument7 pagesExperimental Determination of Relative Permeabilities for a Rich GasCondensate System Using Live FluidMinh NguyễnNo ratings yet
- Gas Holdup and Overall Volumetric Mass Transfer Coefficient in A Modified Reversed Flow Jet Loop ReactorDocument6 pagesGas Holdup and Overall Volumetric Mass Transfer Coefficient in A Modified Reversed Flow Jet Loop ReactorDesya CahyaNo ratings yet
- K Re Ulen 93 Micro PorousDocument20 pagesK Re Ulen 93 Micro PorousMiguel Angel Hanco ChoqueNo ratings yet
- Comparison of Vertical, Slanted, and Horizontal Wells Productivity in Layered Gas-Condensate ReservoirDocument6 pagesComparison of Vertical, Slanted, and Horizontal Wells Productivity in Layered Gas-Condensate ReservoirJesus Ponce GNo ratings yet
- Curtis H. WhitsonDocument18 pagesCurtis H. WhitsonglsancorNo ratings yet
- Spe 90038 MSDocument12 pagesSpe 90038 MSMejbahul SarkerNo ratings yet
- SPE 100993 Well Test Analysis in Lean Gas Condensate Reservoirs - Theory and PracticeDocument17 pagesSPE 100993 Well Test Analysis in Lean Gas Condensate Reservoirs - Theory and PracticeCarlos RodriguezNo ratings yet
- OrkiszewskiDocument10 pagesOrkiszewskiDamisi PikudaNo ratings yet
- SPE 122594 Well Test Analysis in Naturally Fractured Gas Condensate Reservoirs Below Dew Point PressureDocument16 pagesSPE 122594 Well Test Analysis in Naturally Fractured Gas Condensate Reservoirs Below Dew Point PressureGabriel EduardoNo ratings yet
- Spe 98035 MS PDocument9 pagesSpe 98035 MS PJose Gregorio Fariñas GagoNo ratings yet
- Well Deliverability Predictions of Gas Flow in GasDocument12 pagesWell Deliverability Predictions of Gas Flow in GasAlwaleed ANo ratings yet
- Bubble Column Reactors For Wastewater Treatment. 2. The Effect of Sparger Design On Sublation Column Hydrodynamics in The Homogeneous Flow RegimeDocument11 pagesBubble Column Reactors For Wastewater Treatment. 2. The Effect of Sparger Design On Sublation Column Hydrodynamics in The Homogeneous Flow RegimeFarah TalibNo ratings yet
- Simulation of Non-Darcy Flow in Porous Media Including Viscous, Inertial andDocument7 pagesSimulation of Non-Darcy Flow in Porous Media Including Viscous, Inertial andmohamadi42No ratings yet
- Pervaporation Membrane Process For Vapour Absorption System: S.B. Riffat, S. Wu, B. BolDocument8 pagesPervaporation Membrane Process For Vapour Absorption System: S.B. Riffat, S. Wu, B. Bolapi-26678889No ratings yet
- 10.1007 s11242 004 1407 5 Relative Permeability Estimation For Rich Gas Condensate ReservoirsDocument27 pages10.1007 s11242 004 1407 5 Relative Permeability Estimation For Rich Gas Condensate ReservoirsSina ForoudiNo ratings yet
- Comparison of Models For The Prediction of Hydrodynamic Parameters in Structured Packing Columns For Biogas PurificationDocument19 pagesComparison of Models For The Prediction of Hydrodynamic Parameters in Structured Packing Columns For Biogas PurificationshariziNo ratings yet
- Effective Interfacial Area and Liquid and Gas Side Mass Transfer Coefficients in A Packed ColumnDocument7 pagesEffective Interfacial Area and Liquid and Gas Side Mass Transfer Coefficients in A Packed Columnchua_321No ratings yet
- Effect of Non-Darcy Flow Coefficient Variation Due To Water Vaporization On Well Productivity of Gas Condensate ReservoirsDocument9 pagesEffect of Non-Darcy Flow Coefficient Variation Due To Water Vaporization On Well Productivity of Gas Condensate ReservoirskhayalNo ratings yet
- CFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionDocument10 pagesCFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionGurusangmeshHiremathNo ratings yet
- Effect CapillaryDocument10 pagesEffect CapillaryEdwin VargadNo ratings yet
- A Comparative Study On Hydrodynamics of PDFDocument25 pagesA Comparative Study On Hydrodynamics of PDFMukthiyar AhmedNo ratings yet
- Hamadi - IJRER - 2017Document21 pagesHamadi - IJRER - 2017Meli ChiambaNo ratings yet
- Una Metodología para Determinar La Altura de La Columna de Líquido de Los Pozos de Elevación de Gas IntermitenteDocument10 pagesUna Metodología para Determinar La Altura de La Columna de Líquido de Los Pozos de Elevación de Gas IntermitenteCeleste ZapataNo ratings yet
- SPE 89867 Klinkenberg-Corrected Permeability Measurements in Tight Gas Sands: Steady-State Versus Unsteady-State TechniquesDocument11 pagesSPE 89867 Klinkenberg-Corrected Permeability Measurements in Tight Gas Sands: Steady-State Versus Unsteady-State TechniquesHasbee UllahNo ratings yet
- Modern Techniques in Well DesignDocument17 pagesModern Techniques in Well DesignMonica UrbietaNo ratings yet
- CO Absorption at Elevated Pressures Using A Hollow Fiber Membrane ContactorDocument12 pagesCO Absorption at Elevated Pressures Using A Hollow Fiber Membrane ContactorTitto Cedeño VeraNo ratings yet
- Scientific: Condensate Reservoirs Benefits and RisksDocument9 pagesScientific: Condensate Reservoirs Benefits and RisksHomam MohammadNo ratings yet
- Woodworth 2007Document12 pagesWoodworth 2007EdgarJimenezNievesNo ratings yet
- Improving the Gas and Condensate Relative Permeability Using Chemical Treatments (SPE-100529-MS-P)Document9 pagesImproving the Gas and Condensate Relative Permeability Using Chemical Treatments (SPE-100529-MS-P)Minh NguyễnNo ratings yet
- Iptc 10243 MS P PDFDocument9 pagesIptc 10243 MS P PDFWaleed Barakat MariaNo ratings yet
- Fluid-Physics-Module Experiments: Esa Special Publication No. 114Document11 pagesFluid-Physics-Module Experiments: Esa Special Publication No. 114semabayNo ratings yet
- Cabeq 2014 04 19344Document16 pagesCabeq 2014 04 19344Edu CordonNo ratings yet
- Phenomenological Modeling of Critical Condensate Saturation and Relative Permeabilities in Gas/ Condensate SystemsDocument10 pagesPhenomenological Modeling of Critical Condensate Saturation and Relative Permeabilities in Gas/ Condensate SystemsMohammadreza MalaieriNo ratings yet
- D 6391 - 99 R04 - RdyzoteDocument12 pagesD 6391 - 99 R04 - RdyzoteabualamalNo ratings yet
- PETSOC 120 Rabb2003Document11 pagesPETSOC 120 Rabb2003Richard SuryaputraNo ratings yet
- Liquid-Gas Coalescers:: Demystifying Performance RatingsDocument6 pagesLiquid-Gas Coalescers:: Demystifying Performance RatingsTukang NasgorNo ratings yet
- Olaberinjo2006 CGRDocument10 pagesOlaberinjo2006 CGRAKOGU J. AKPOCHI J.No ratings yet
- Rock Permeability1111Document18 pagesRock Permeability1111Lulav BarwaryNo ratings yet
- Chemical Injcetions SurfactantDocument50 pagesChemical Injcetions SurfactantSyasya Ja’afarNo ratings yet
- Walter2003 UnlockedDocument13 pagesWalter2003 UnlockedLorena CamposNo ratings yet
- Whiten 1993Document8 pagesWhiten 1993sandileNo ratings yet
- Waterflooding Performance of Communicating Stratified Reservoirs With Log-Normal Permeability DistributionDocument8 pagesWaterflooding Performance of Communicating Stratified Reservoirs With Log-Normal Permeability Distributionartha firmNo ratings yet
- Chemical Engineering ScienceDocument7 pagesChemical Engineering ScienceVishakha GaurNo ratings yet
- Cipc 2009-041Document10 pagesCipc 2009-041Ralf JonesNo ratings yet
- Gas Liquid Mass Transfer PerformanceDocument2 pagesGas Liquid Mass Transfer PerformanceManojkumarNo ratings yet
- Hagedorn 1964Document8 pagesHagedorn 1964Carlitos BaezNo ratings yet
- Packed Bed AbsorptionDocument4 pagesPacked Bed AbsorptionSenthilNathanNo ratings yet
- PETSOC-99-08-DA Performance Prediction in Gas Condensate ResDocument5 pagesPETSOC-99-08-DA Performance Prediction in Gas Condensate ResMiguel Angel GonzalesNo ratings yet
- Kelompok Reg - 19Document7 pagesKelompok Reg - 19latifahhanum237No ratings yet
- Wetted WallDocument20 pagesWetted WallMuhammad AhsanNo ratings yet
- Comparison of The Extensional and Shear Viscosity Characteristics Aqueous Hydroxyethylcellulose SolutionsDocument10 pagesComparison of The Extensional and Shear Viscosity Characteristics Aqueous Hydroxyethylcellulose Solutionsmarcela_baquero_3No ratings yet
- 4 Sep - hor.ReEntrainment Articulo1Document10 pages4 Sep - hor.ReEntrainment Articulo1Humberto Pallares100% (1)
- Muskat EvingerDocument14 pagesMuskat EvingerChristian PradaNo ratings yet
- Experimental Research On Rheological Properties and Proppant Transport Performance of GRF-CO2 Fracturing FluidDocument9 pagesExperimental Research On Rheological Properties and Proppant Transport Performance of GRF-CO2 Fracturing FluidIffat Waie MazleeNo ratings yet
- Spe 944184 GDocument18 pagesSpe 944184 GsnariaNo ratings yet
- International Journal of Multiphase Flow: Hatef A. Khaledi, Ivar Eskerud Smith, Tor Erling Unander, Jan NossenDocument15 pagesInternational Journal of Multiphase Flow: Hatef A. Khaledi, Ivar Eskerud Smith, Tor Erling Unander, Jan NossenGabrielNo ratings yet
- BS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel SpecificationsDocument1 pageBS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel Specificationsgreat_triskelionNo ratings yet
- Requirements Hazardous Waste Sep 05 Part 4Document18 pagesRequirements Hazardous Waste Sep 05 Part 4Andile NtuliNo ratings yet
- How Long Does Composting TakeDocument5 pagesHow Long Does Composting TakeLadylyn NuñezNo ratings yet
- Experiment No 8 Case Study On The Construction of Burj KhalifaDocument4 pagesExperiment No 8 Case Study On The Construction of Burj KhalifaBrijNo ratings yet
- Waterproofing SystemsDocument4 pagesWaterproofing SystemsfairmatechemicalNo ratings yet
- Sample Innovation PaperDocument22 pagesSample Innovation PaperMelcorr N. MontesclarosNo ratings yet
- Problem Set CO2Document2 pagesProblem Set CO2ANIME CHANNo ratings yet
- Greige Woven Glass Fabrics: Standard Specification ForDocument17 pagesGreige Woven Glass Fabrics: Standard Specification ForTuyên RùaNo ratings yet
- CompostingDocument46 pagesCompostingAli ArsalanNo ratings yet
- Physical and Chemical Changes - MCQDocument9 pagesPhysical and Chemical Changes - MCQMinuteBrain LearningNo ratings yet
- Annex B ISO 14731 & ISO 3834Document6 pagesAnnex B ISO 14731 & ISO 3834ioancNo ratings yet
- Geopolymer Formation and Its Unique PropertiesDocument9 pagesGeopolymer Formation and Its Unique Propertiesmohammadi_790141120No ratings yet
- Specifcation: Afro Addis TechDocument5 pagesSpecifcation: Afro Addis TechbooNo ratings yet
- Versa Dek Composite Load TablesDocument128 pagesVersa Dek Composite Load TablesXJN00 6469No ratings yet
- To Study Strength Characteristics of Concrete With Rice Husk AshDocument6 pagesTo Study Strength Characteristics of Concrete With Rice Husk Ashabdulshkur muridNo ratings yet
- Void Content of Reinforced Plastics: Standard Test Methods ForDocument4 pagesVoid Content of Reinforced Plastics: Standard Test Methods ForVijay KumarNo ratings yet
- Synthesis of Nanomaterials Using Various TopDocument18 pagesSynthesis of Nanomaterials Using Various TopDevayush ShuklaNo ratings yet
- Reg - No:: Ii) Design A Rectangular Key For The Following Application: A ShaftDocument3 pagesReg - No:: Ii) Design A Rectangular Key For The Following Application: A ShaftManivannanNo ratings yet
- Material Characterization - Lecture 4Document18 pagesMaterial Characterization - Lecture 4Nilesh BondreNo ratings yet
- Experiment FiveDocument4 pagesExperiment FiveSusana DakoraNo ratings yet
- Kalmetall W Kalpraxis GBDocument12 pagesKalmetall W Kalpraxis GBkaniappan sakthivelNo ratings yet
- Ngatataek Mixed Secondary School Chemistry (Theory) Paper 1 Form 3 Mid-Term Exam NAME ..ADM CLASS . Time: 2 HoursDocument10 pagesNgatataek Mixed Secondary School Chemistry (Theory) Paper 1 Form 3 Mid-Term Exam NAME ..ADM CLASS . Time: 2 HoursDavyieNo ratings yet
- Tugas Operasi Teknik Kimia 1 TranslateDocument12 pagesTugas Operasi Teknik Kimia 1 Translategira daraNo ratings yet
- Total Area 272 Sq. Meters: Waste DisposalDocument1 pageTotal Area 272 Sq. Meters: Waste DisposalMANPOWER ORMOCNo ratings yet
- Presentation: Thermal Properties of MatterDocument226 pagesPresentation: Thermal Properties of MatterSpartinNo ratings yet
- Development of New AC TIG Welding Power Source and Its Improvement of ProductivityDocument8 pagesDevelopment of New AC TIG Welding Power Source and Its Improvement of ProductivityahmetNo ratings yet
- PC1220R Infino LotteDocument1 pagePC1220R Infino LotteSCAR GONZALEzNo ratings yet
- Dental Material MCQ Test Bank Chapter 1Document17 pagesDental Material MCQ Test Bank Chapter 1Táláát ÄlsuroriNo ratings yet