Download as pdf or txt
You might also like
- Hyundai.R110 7.SMDocument496 pagesHyundai.R110 7.SMDennis aNo ratings yet
- Package Type Air ConditionerDocument20 pagesPackage Type Air ConditionerSohail Wahab100% (1)
- Continuous Fluidized Bed Drying With and Without Internals: Kinetic ModelDocument8 pagesContinuous Fluidized Bed Drying With and Without Internals: Kinetic ModelavgpaulNo ratings yet
- 2002 Drying of Solutions and Suspensions in The Modified Spouted Bed With Draft TubeDocument25 pages2002 Drying of Solutions and Suspensions in The Modified Spouted Bed With Draft TubessshhawnNo ratings yet
- EnergíaDocument13 pagesEnergíaMariaNo ratings yet
- Faizal Mohideen (ICPER 2010)Document6 pagesFaizal Mohideen (ICPER 2010)CM AntoniNo ratings yet
- Chemical Engineering Science: Brendan R. Gladman, Murray Rudman, Peter J. ScalesDocument10 pagesChemical Engineering Science: Brendan R. Gladman, Murray Rudman, Peter J. ScalesDavid AndrésNo ratings yet
- Comparison of The Effects of Fixed Bed and Fluidised Bed Drying On Physical Property Etc SENADEERA 2005Document10 pagesComparison of The Effects of Fixed Bed and Fluidised Bed Drying On Physical Property Etc SENADEERA 2005oixplanejustNo ratings yet
- Application of Glass Melt Modeling For Examining Forced Bubbling DesignDocument6 pagesApplication of Glass Melt Modeling For Examining Forced Bubbling DesignAli AddieNo ratings yet
- DownloadDocument12 pagesDownloadThor Is PlayingNo ratings yet
- Modeling of Vacuum Contact Drying of Crystalline Powders Packed BedsDocument9 pagesModeling of Vacuum Contact Drying of Crystalline Powders Packed BedsNishant Kumar GuptaNo ratings yet
- Effect of Recrystallization On Diffusion in Ultrafine-Grained NiDocument12 pagesEffect of Recrystallization On Diffusion in Ultrafine-Grained NiuuseppNo ratings yet
- Evaluation of Drying Models of Apple (Var. Ligol) Dried in A Uidized Bed DryerDocument8 pagesEvaluation of Drying Models of Apple (Var. Ligol) Dried in A Uidized Bed DryerNazlı KeleşNo ratings yet
- Al Janabi Et Al 2018 AIChE JournalDocument10 pagesAl Janabi Et Al 2018 AIChE JournalUma SureshNo ratings yet
- Group 4 - Experiment 2 ReportDocument13 pagesGroup 4 - Experiment 2 Reportwasit.mNo ratings yet
- Evaluation of Drag Models For CFD Simulation of FL PDFDocument12 pagesEvaluation of Drag Models For CFD Simulation of FL PDFArpit DwivediNo ratings yet
- 1 s2.0 S0376738816302599 MainDocument12 pages1 s2.0 S0376738816302599 MainDominique Martins SalaNo ratings yet
- 26 F ListDocument12 pages26 F ListChristine Verena SarteNo ratings yet
- From Drying Kinetics, Solvate Structure, Particle Morphology, and Modeling To Optimal Drying ProtocolDocument12 pagesFrom Drying Kinetics, Solvate Structure, Particle Morphology, and Modeling To Optimal Drying ProtocolHariNo ratings yet
- PRUKWARUN Et Al (2013) ArtigoDocument12 pagesPRUKWARUN Et Al (2013) ArtigoAndersonNo ratings yet
- Modeling and Simulation of Drying Characteristics On Exible Filamentous Particles in Rotary DryersDocument10 pagesModeling and Simulation of Drying Characteristics On Exible Filamentous Particles in Rotary DryersMostafa FawzyNo ratings yet
- Biomass and Bioenergy: P. Satjaritanun, Y. Khunatorn, N. Vorayos, S. Shimpalee, E. BringleyDocument12 pagesBiomass and Bioenergy: P. Satjaritanun, Y. Khunatorn, N. Vorayos, S. Shimpalee, E. BringleyAlankar Agarwal (P14BS001)No ratings yet
- Ijser: Nano Fluids and Heat Transfer Enhancement A ReviewDocument7 pagesIjser: Nano Fluids and Heat Transfer Enhancement A ReviewSaiNo ratings yet
- Chen 2016Document51 pagesChen 2016Harold fotsingNo ratings yet
- Solid Transport in A Pyrolysis Pilot-Scale RotaryDocument8 pagesSolid Transport in A Pyrolysis Pilot-Scale RotaryAgostinho RussoNo ratings yet
- Entropy Generation Analysis of Natural ConvectionDocument15 pagesEntropy Generation Analysis of Natural Convectionpsmajd80No ratings yet
- IHMTC2019-XXX-YYY Spatial Preference of Film Growth in Boiling and Localized Suppression of Bubble ReleaseDocument6 pagesIHMTC2019-XXX-YYY Spatial Preference of Film Growth in Boiling and Localized Suppression of Bubble Releaserupak504No ratings yet
- Fluidized Bed Drying of A Pharmaceutical Powder: A Parametric Investigation of Drying of Dibasic Calcium PhosphateDocument19 pagesFluidized Bed Drying of A Pharmaceutical Powder: A Parametric Investigation of Drying of Dibasic Calcium PhosphateadcomsintlNo ratings yet
- Reator de DissoluçãoDocument7 pagesReator de DissoluçãoHenrique Martins TavaresNo ratings yet
- Effect of Fluidized Bed Stirring On Drying Process of Adhesive ParticlesDocument10 pagesEffect of Fluidized Bed Stirring On Drying Process of Adhesive ParticlesAyuNo ratings yet
- Drying Technology: Please Scroll Down For ArticleDocument8 pagesDrying Technology: Please Scroll Down For ArticleJessica EliseNo ratings yet
- Farno 2018Document6 pagesFarno 2018Nam Huu TranNo ratings yet
- Computational Fluid Dynamics (CFD) Modeling of Grain-Water Suspensions in TubeDocument15 pagesComputational Fluid Dynamics (CFD) Modeling of Grain-Water Suspensions in TubebhuniakanishkaNo ratings yet
- Farias ComputChemEng 2019Document11 pagesFarias ComputChemEng 2019ChaitanyaNo ratings yet
- GameDocument15 pagesGameumamaheswararaosNo ratings yet
- Applying CFD For Studying The Dynamic and Thermal Ijfe-2017-0081Document20 pagesApplying CFD For Studying The Dynamic and Thermal Ijfe-2017-0081PUBG SORRYNo ratings yet
- Dynamics of Gas-Solid Semi-Fluidization of Binary PDFDocument5 pagesDynamics of Gas-Solid Semi-Fluidization of Binary PDFamitNo ratings yet
- Aic13808 PDFDocument13 pagesAic13808 PDFJOSUENo ratings yet
- Energy: Emrah Özahi, Hac Imurat DemirDocument8 pagesEnergy: Emrah Özahi, Hac Imurat Demirsouhir gritliNo ratings yet
- Experimental Thermal and Fluid Science: SciencedirectDocument6 pagesExperimental Thermal and Fluid Science: SciencedirectRoger David Melendez GuevaraNo ratings yet
- Preparation of Foam Glass From Waste Glass and Fly AshDocument4 pagesPreparation of Foam Glass From Waste Glass and Fly AshAlejandro Vargas CalderonNo ratings yet
- Natural Convection Solid/liquid Phase Change in Porous MediaDocument12 pagesNatural Convection Solid/liquid Phase Change in Porous MediaAnonymous Ty1KLnyJNo ratings yet
- Mansuri TaparedDocument16 pagesMansuri TaparedMuhammad AdnanNo ratings yet
- Drying Technology: An International JournalDocument12 pagesDrying Technology: An International JournalNishant Kumar GuptaNo ratings yet
- Experimental Thermal and Fluid Science: Subhajit Patra, Dharmendra Kumar Bal, Somenath GangulyDocument8 pagesExperimental Thermal and Fluid Science: Subhajit Patra, Dharmendra Kumar Bal, Somenath GangulyAmol RastogiNo ratings yet
- Minimum Fluidization Velocity at ElevateDocument4 pagesMinimum Fluidization Velocity at Elevateعوض أمحمدNo ratings yet
- Modeling The Generic Breakthrough Curve For AdsorpDocument19 pagesModeling The Generic Breakthrough Curve For Adsorprachel.amoilsNo ratings yet
- Numerical Study of The Solidification of Phase Change Materials in A Rectangular Cavity: Effects of Convection and Aspect RatioDocument10 pagesNumerical Study of The Solidification of Phase Change Materials in A Rectangular Cavity: Effects of Convection and Aspect RatioLucas SantosNo ratings yet
- Development of A Cyclone Rice DryerDocument312 pagesDevelopment of A Cyclone Rice DryerShankar AcharNo ratings yet
- Comparative Hygrothermal Ageing Analysis of Glass and Carbon Fiber Polymer Composites Numerical and Experimental StudyDocument6 pagesComparative Hygrothermal Ageing Analysis of Glass and Carbon Fiber Polymer Composites Numerical and Experimental Studysaza rayNo ratings yet
- A New Empirical Viscosity Model For Ceramic Suspensions: Chemical Engineering Science June 2011Document10 pagesA New Empirical Viscosity Model For Ceramic Suspensions: Chemical Engineering Science June 2011ASSOURA BEH BRIST PASSINo ratings yet
- Development of A Laboratory Ink-Jet Spray DryerDocument6 pagesDevelopment of A Laboratory Ink-Jet Spray DryerfishvalNo ratings yet
- 2013 TaDocument9 pages2013 TaFernando BriceñoNo ratings yet
- Musni PlugFlowReactor 2020Document30 pagesMusni PlugFlowReactor 2020David MusniNo ratings yet
- Dialnet SimulacionDeUnSecadorContinuoDeLechoFluidizadoConF 5179451 PDFDocument10 pagesDialnet SimulacionDeUnSecadorContinuoDeLechoFluidizadoConF 5179451 PDFsouhir gritliNo ratings yet
- Powder Technology: Serena Schiano, Lan Chen, Chuan-Yu WuDocument6 pagesPowder Technology: Serena Schiano, Lan Chen, Chuan-Yu WuCristina HuertaNo ratings yet
- Fluid Flow Model For A Packed-Fluidized BedDocument10 pagesFluid Flow Model For A Packed-Fluidized Bednirajkulkarni09No ratings yet
- Fluidized Bed Drying of MustardDocument16 pagesFluidized Bed Drying of MustardТодор ДжурковNo ratings yet
- Modeling Industrial Thickener Using Computational Uid Dynamics (CFD), A Case Study: Tailing Thickener in The Sarcheshmeh Copper MineDocument9 pagesModeling Industrial Thickener Using Computational Uid Dynamics (CFD), A Case Study: Tailing Thickener in The Sarcheshmeh Copper MineOnesime MutebaNo ratings yet
- The Effect of Particle Size Distribution On Froth Stability in FlotationDocument8 pagesThe Effect of Particle Size Distribution On Froth Stability in FlotationJaime Omar Godinez RevelesNo ratings yet
- Scaling Analysis in Modeling Transport and Reaction Processes: A Systematic Approach to Model Building and the Art of ApproximationFrom EverandScaling Analysis in Modeling Transport and Reaction Processes: A Systematic Approach to Model Building and the Art of ApproximationNo ratings yet
- Build Your Own Solar Water Heater by Stu Campbell PDFDocument118 pagesBuild Your Own Solar Water Heater by Stu Campbell PDFMarcelo IpolitoNo ratings yet
- Temperature - Matter & Heat - WorksheetsDocument4 pagesTemperature - Matter & Heat - WorksheetsjacafyNo ratings yet
- IN110 enDocument4 pagesIN110 enRatsuki ShiteNo ratings yet
- Air DryerDocument21 pagesAir DryerHermanNo ratings yet
- Chapter 1Document16 pagesChapter 1rommel satajoNo ratings yet
- Improvement Assessment PlanDocument9 pagesImprovement Assessment PlanJhonnyer Julian Valencia ArredondoNo ratings yet
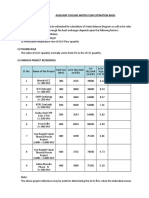
- ACW Flow Calculation BasisDocument4 pagesACW Flow Calculation Basisdebu1985No ratings yet
- Gas Density MeasurementDocument31 pagesGas Density MeasurementJamesh BabuNo ratings yet
- 3.2 Thermal Properties of MatterDocument88 pages3.2 Thermal Properties of MattertarunNo ratings yet
- Physics I For Dummies Cheat Sheet - For DummiesDocument7 pagesPhysics I For Dummies Cheat Sheet - For Dummiesbentleysikes80% (5)
- Pressure and Temperature Flow Compensation FormulaDocument10 pagesPressure and Temperature Flow Compensation FormulaBalaji VaithyanathanNo ratings yet
- HT Lab Report File 19112043 Jayesh Kumar Verma Group One Exp-4 Newton's Law of CoolingDocument6 pagesHT Lab Report File 19112043 Jayesh Kumar Verma Group One Exp-4 Newton's Law of CoolingJayesh VermaNo ratings yet
- Energy and FluctuationDocument10 pagesEnergy and Fluctuationwalid Ait MazouzNo ratings yet
- Cold Air Distribution SystemDocument11 pagesCold Air Distribution Systemsushant_jhawerNo ratings yet
- Thermal Overload Motor Relay ProtectionDocument4 pagesThermal Overload Motor Relay ProtectionBhavik PrajapatiNo ratings yet
- PHD Duncan Paterson PDFDocument246 pagesPHD Duncan Paterson PDFManuel ChNo ratings yet
- Free Electron Fermi GasDocument49 pagesFree Electron Fermi Gasqilastudy4No ratings yet
- Thermodynamics For EngineersDocument440 pagesThermodynamics For EngineersTen HoaNo ratings yet
- Cooling-Heating Load EstimationDocument20 pagesCooling-Heating Load EstimationDHADKAN K.C.No ratings yet
- AC Repair Services in MumbaiDocument3 pagesAC Repair Services in MumbaiRepair Wala CenterNo ratings yet
- Siop Lesson Plan Template-Assignment 3Document3 pagesSiop Lesson Plan Template-Assignment 3api-328381091No ratings yet
- Air-Conditioner Using Peltier ModulesDocument2 pagesAir-Conditioner Using Peltier ModulesVIPIN KUMARNo ratings yet
- Thermistor Temperature Sensor Alarm Circuit: Food Living Outside Play Technology WorkshopDocument2 pagesThermistor Temperature Sensor Alarm Circuit: Food Living Outside Play Technology WorkshopPorkkodi SugumaranNo ratings yet
- Chapter 7 Heating Ventilation Air ConditioningDocument28 pagesChapter 7 Heating Ventilation Air ConditioningLaurentiuNo ratings yet
- Breast Thermography 101: What Every Imaging Center, Doctor and Patient Should Know FirstDocument9 pagesBreast Thermography 101: What Every Imaging Center, Doctor and Patient Should Know FirstAnonymous Wu6FDjbNo ratings yet
- Introduction To ThermodynamicsDocument26 pagesIntroduction To ThermodynamicsSergio PingolNo ratings yet
- 2.2 Heat Transfer in Steelwork Protected and Unprotected SteelworkDocument23 pages2.2 Heat Transfer in Steelwork Protected and Unprotected SteelworkMahbub AlamNo ratings yet
- Refrigeration Compressor Basics-Danfoss PDFDocument24 pagesRefrigeration Compressor Basics-Danfoss PDFHariKrishnan VM100% (1)