Download as pdf or txt
You might also like
- ENGR135 - LAB05 Stephan Boltzmann's LawDocument12 pagesENGR135 - LAB05 Stephan Boltzmann's Lawgigabyte3235840No ratings yet
- HVDC LCC Modelling: Digsilent PowerfactoryDocument3 pagesHVDC LCC Modelling: Digsilent Powerfactorybeimar heredia saiguaNo ratings yet
- CIE Publist 2011 FebruaryDocument11 pagesCIE Publist 2011 FebruaryMido AbdoNo ratings yet
- Cascaded PIDDocument14 pagesCascaded PIDTatenda BizureNo ratings yet
- 1375620Document6 pages1375620revs_eeeNo ratings yet
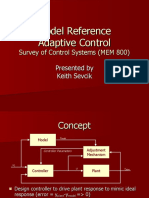
- Model Reference Adaptive Control: Survey of Control Systems (MEM 800)Document26 pagesModel Reference Adaptive Control: Survey of Control Systems (MEM 800)Gilmar LeiteNo ratings yet
- Hardware in The Loop Simulation of Direct Synthesis Based Two Degree of Freedom PID Control of DC-DC Boost Converter Using Real Time Digital Simulation in FPGADocument5 pagesHardware in The Loop Simulation of Direct Synthesis Based Two Degree of Freedom PID Control of DC-DC Boost Converter Using Real Time Digital Simulation in FPGADr Tarakanath KobakuNo ratings yet
- Particle Swarm Optimization For Improved Performance of PID Controller On Buck ConverterDocument5 pagesParticle Swarm Optimization For Improved Performance of PID Controller On Buck ConverterjamesNo ratings yet
- Vilanova - Pid Tuning For Cascade Control System DesignDocument4 pagesVilanova - Pid Tuning For Cascade Control System DesignCarlos BellatinNo ratings yet
- Survey of Control Systems (MEM 800) PresentedDocument26 pagesSurvey of Control Systems (MEM 800) PresentedvananhbarcaNo ratings yet
- Paper 1Document7 pagesPaper 1Oscar Ruiz SerranoNo ratings yet
- Embedded Application of Fractional Order Control: R. Duma, P. Dobra and M. TruscaDocument2 pagesEmbedded Application of Fractional Order Control: R. Duma, P. Dobra and M. TruscaMiguel D. Diaz H.No ratings yet
- The Application of Nonlinear PID Controller in Generator Excitation SystemDocument6 pagesThe Application of Nonlinear PID Controller in Generator Excitation SystemNor Rochmad Hadi PNo ratings yet
- Servo FundamentalsDocument11 pagesServo Fundamentalsapi-3797895No ratings yet
- Paper 2 PDFDocument4 pagesPaper 2 PDFJose MedinaNo ratings yet
- Adaptive Model-Based Control Design of A Synchronous Buck ConverterDocument8 pagesAdaptive Model-Based Control Design of A Synchronous Buck ConverterdaaanuNo ratings yet
- Advanced Generation Control With Economic DispatchDocument9 pagesAdvanced Generation Control With Economic Dispatchhunghtd_snuNo ratings yet
- DC-DC Power Converter With Digital PID ControllerDocument4 pagesDC-DC Power Converter With Digital PID ControllerAmritaSinghNo ratings yet
- Simulation Research of Fuzzy Auto-Tuning Controller Based OnDocument4 pagesSimulation Research of Fuzzy Auto-Tuning Controller Based OnZikra ElninoNo ratings yet
- 1 SMDocument7 pages1 SMaswardi8756No ratings yet
- Ujca1 15000591Document7 pagesUjca1 15000591Yang YingNo ratings yet
- Level Control System Analysis On Demineralization Process in Water Treatment Plant Using Internal Model Control (IMC) MethodDocument3 pagesLevel Control System Analysis On Demineralization Process in Water Treatment Plant Using Internal Model Control (IMC) Methodyusyirfan ihzaNo ratings yet
- Synchronous Generator Output Voltage Real-Time Feedback Control Via StrategyDocument9 pagesSynchronous Generator Output Voltage Real-Time Feedback Control Via Strategydebasishmee5808No ratings yet
- PID Robust Control Using Taguchi MethodDocument6 pagesPID Robust Control Using Taguchi MethodIsra Lemus SanchezNo ratings yet
- DC/DC Converter Control Using Suggested Artificial Intelligent ControllersDocument11 pagesDC/DC Converter Control Using Suggested Artificial Intelligent ControllersIAES IJAINo ratings yet
- Ijca March 2012 OhgDocument18 pagesIjca March 2012 OhgDr O H GuptaNo ratings yet
- Modelling, Feedback Control Design and Simulation of An Industrial ApplicationDocument21 pagesModelling, Feedback Control Design and Simulation of An Industrial ApplicationjttatsumiNo ratings yet
- 164 T494 PDFDocument6 pages164 T494 PDFSaksham PathrolNo ratings yet
- Programmable Logic Control With High Accuracy To Control The Speed of DC MotorDocument7 pagesProgrammable Logic Control With High Accuracy To Control The Speed of DC MotorShantha KumarNo ratings yet
- PCA Procedure For Cascade Control Systems Design ChoicDocument15 pagesPCA Procedure For Cascade Control Systems Design ChoicPeaceNo ratings yet
- PID ControllerDocument22 pagesPID ControllerannonymousNo ratings yet
- Digital Pid Controller 175Document6 pagesDigital Pid Controller 175andr14272No ratings yet
- Automatic Generation Control of Two-Area System Considering Non-LinearitiesDocument5 pagesAutomatic Generation Control of Two-Area System Considering Non-LinearitieserpublicationNo ratings yet
- Research Paper ReviewDocument22 pagesResearch Paper ReviewSushmita KujurNo ratings yet
- Load Frequency Control For Interconnected Power System Using Different ControllersDocument5 pagesLoad Frequency Control For Interconnected Power System Using Different ControllersmahendraNo ratings yet
- Pid Control: Thermofit: Author: Mackenzie Andrews Group Members: Kim HuaDocument20 pagesPid Control: Thermofit: Author: Mackenzie Andrews Group Members: Kim Huaapi-272723910No ratings yet
- Implementing A PID Control System On A Microcontroller: Using The Example of A Microchip PIC 18F4550Document12 pagesImplementing A PID Control System On A Microcontroller: Using The Example of A Microchip PIC 18F4550Venkatesan SundaramNo ratings yet
- PID Controller Optimization by GA and Its Performances On The Electro-Hydraulic Servo Control SystemDocument7 pagesPID Controller Optimization by GA and Its Performances On The Electro-Hydraulic Servo Control SystemArgaardNo ratings yet
- PID Controller Using Rapid Control Prototyping TechniquesDocument11 pagesPID Controller Using Rapid Control Prototyping TechniquesAlay Camilo Lopez CastanoNo ratings yet
- Experiment No. 02 Name of The Experiment: Modeling of Physical Systems and Study of Their Closed Loop Response ObjectiveDocument6 pagesExperiment No. 02 Name of The Experiment: Modeling of Physical Systems and Study of Their Closed Loop Response ObjectiveMd SayemNo ratings yet
- Load Frequency Control of Hydro and Nuclear Power System by PI & GA ControllerDocument6 pagesLoad Frequency Control of Hydro and Nuclear Power System by PI & GA Controllerijsret100% (1)
- PPTPRITYDocument27 pagesPPTPRITYPrity kumariNo ratings yet
- Real-Time DC Motor Position Control by Fuzzy Logic and PID Controllers Using LabviewDocument6 pagesReal-Time DC Motor Position Control by Fuzzy Logic and PID Controllers Using Labviewvikalp guptaNo ratings yet
- Lab 7 Pid ControlDocument6 pagesLab 7 Pid ControlFatin FarehahNo ratings yet
- R9.2.1 Adding A Controller To A CSTR: Y Y Y Y e e Y YDocument8 pagesR9.2.1 Adding A Controller To A CSTR: Y Y Y Y e e Y YJunior MeloNo ratings yet
- Optimization of A Control Loop Using Adaptive Method: K.Prabhu, Dr. V. Murali BhaskaranDocument6 pagesOptimization of A Control Loop Using Adaptive Method: K.Prabhu, Dr. V. Murali BhaskaranztztztztNo ratings yet
- Priprema Za Ispit 2Document8 pagesPriprema Za Ispit 2Aleksandar MicicNo ratings yet
- Digital Linear and Nonlinear Controllers For Buck Converter: Shyama M, P.SwaminathanDocument7 pagesDigital Linear and Nonlinear Controllers For Buck Converter: Shyama M, P.SwaminathanFABIANCHO2210No ratings yet
- PID Controlled Synchronous Motor For Power Factor CorrectionDocument5 pagesPID Controlled Synchronous Motor For Power Factor CorrectionigoreliasNo ratings yet
- Fuzzy Self Tuning of PID Controller For Multivariable ProcessDocument5 pagesFuzzy Self Tuning of PID Controller For Multivariable ProcessJournal of ComputingNo ratings yet
- Ab1e2282cb851c3 Ek ImportantDocument5 pagesAb1e2282cb851c3 Ek ImportantulaganathanNo ratings yet
- Fuzzy Based Controller For Heavy Duty Gas Turbine PlantDocument5 pagesFuzzy Based Controller For Heavy Duty Gas Turbine PlantRichard CleeNo ratings yet
- PID Control TheoryDocument17 pagesPID Control TheoryManuel Santos MNo ratings yet
- 8.1. Lab ObjectiveDocument6 pages8.1. Lab ObjectiveJang-Suh Justin LeeNo ratings yet
- FPGA Implementation of PID Controller For The Stabilization of A DC-DC "Buck" ConverterDocument16 pagesFPGA Implementation of PID Controller For The Stabilization of A DC-DC "Buck" ConverterMari KannanNo ratings yet
- Tuning of PID Controllers With Fuzzy Logic: AbstractDocument8 pagesTuning of PID Controllers With Fuzzy Logic: Abstractjames100% (1)
- Power Systems-On-Chip: Practical Aspects of DesignFrom EverandPower Systems-On-Chip: Practical Aspects of DesignBruno AllardNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Simulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorFrom EverandSimulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorNo ratings yet
- Control of DC Motor Using Different Control StrategiesFrom EverandControl of DC Motor Using Different Control StrategiesNo ratings yet
- GTP Strategic Plan Proposal PDFDocument227 pagesGTP Strategic Plan Proposal PDFPak Ngah LebayNo ratings yet
- Komal Kamble - ResumeDocument2 pagesKomal Kamble - ResumeSumit GoleNo ratings yet
- Thesis Manual Revised 2014Document32 pagesThesis Manual Revised 2014Ernest Ian GuzmanNo ratings yet
- Elective 1 Chapter 6 Lesson 1Document15 pagesElective 1 Chapter 6 Lesson 1Naughty or NiceNo ratings yet
- Tutorials 1-12: Tutorial Sheet 1Document11 pagesTutorials 1-12: Tutorial Sheet 1NarasimharaoNo ratings yet
- TikTok Article & Questions (PART 1)Document4 pagesTikTok Article & Questions (PART 1)AqeelALTNo ratings yet
- Anatomy Reviewer: Body Cavity Is Any Fluid-Filled Space in A Multicellular Organism Other Than Those of VesselsDocument3 pagesAnatomy Reviewer: Body Cavity Is Any Fluid-Filled Space in A Multicellular Organism Other Than Those of VesselsIvan LimNo ratings yet
- Thames River Squadron - 08/03/11Document3 pagesThames River Squadron - 08/03/11CAP Unit NewslettersNo ratings yet
- GenII Main Rotor Sikorsky S76 Pushrod 1.00Document23 pagesGenII Main Rotor Sikorsky S76 Pushrod 1.00agripinaluzmilaaNo ratings yet
- Topsolid NCSIMUL Interface enDocument2 pagesTopsolid NCSIMUL Interface ennnn765No ratings yet
- Li Kolar Li Et Al Research Development of Preload Technology On Angular Contact Ball Bearing of High Speed Spindle A Review (2020) PUBV 340215Document23 pagesLi Kolar Li Et Al Research Development of Preload Technology On Angular Contact Ball Bearing of High Speed Spindle A Review (2020) PUBV 340215fog900No ratings yet
- Flutter and Directional Stability of AircraftDocument12 pagesFlutter and Directional Stability of AircraftdaliadavidkNo ratings yet
- SAP S4 HANA Academy For Complete FreshersDocument15 pagesSAP S4 HANA Academy For Complete FreshersAdão da luzNo ratings yet
- My Transactions PDFDocument3 pagesMy Transactions PDFWilson Ng0% (2)
- Cálculus - Areas and Tangents PDFDocument599 pagesCálculus - Areas and Tangents PDFCristhian Jhiovany PerezNo ratings yet
- Dr.R.A.Mashelkar Bio-DataDocument43 pagesDr.R.A.Mashelkar Bio-DatacalpineNo ratings yet
- Ce 203: Structural Mechanics I: Civil & Environmental Engineering DepartmentDocument2 pagesCe 203: Structural Mechanics I: Civil & Environmental Engineering DepartmentjacobllNo ratings yet
- Project ManagementDocument41 pagesProject ManagementOm Prakash SharmaNo ratings yet
- Term-2 - Grade 8 Social Science Mock Test-2Document4 pagesTerm-2 - Grade 8 Social Science Mock Test-2bhagatNo ratings yet
- HRM Dessler 08 Training and DevelopmentDocument52 pagesHRM Dessler 08 Training and DevelopmentQila Qils Ecky100% (6)
- Autoflame Sensors Guide: Combustion Management SystemsDocument41 pagesAutoflame Sensors Guide: Combustion Management SystemsFAROUKNo ratings yet
- Drug Calculations Practice NCLEX Questions (100+Document2 pagesDrug Calculations Practice NCLEX Questions (100+obedidomNo ratings yet
- The Autocar HandbookDocument228 pagesThe Autocar HandbookRahul SinghNo ratings yet
- EdtDocument10 pagesEdtjagruthimsNo ratings yet
- Essential Oil Nanoemulsions As Antimicrobial Agents in FoodDocument19 pagesEssential Oil Nanoemulsions As Antimicrobial Agents in FoodpradeepqNo ratings yet
- Lignocellulosic Biorefinery: Integrated-Bioethanol and Chemicals Production in Pilot Plant Bioethanol G2Document1 pageLignocellulosic Biorefinery: Integrated-Bioethanol and Chemicals Production in Pilot Plant Bioethanol G2Moery MrtNo ratings yet
- Lecture 7Document28 pagesLecture 7Nkugwa Mark WilliamNo ratings yet
- Nist TN-1438Document120 pagesNist TN-1438Meisam TabrizNo ratings yet