Download as xls, pdf, or txt
You might also like
- Ewm Configuration GuideDocument322 pagesEwm Configuration GuideSUBHOJIT BANERJEE100% (14)
- SMT Generic Control PlanDocument2 pagesSMT Generic Control Plansmtdrkd81% (21)
- Control Plan For Zinc Flake CoatingDocument3 pagesControl Plan For Zinc Flake Coatingx y100% (1)
- 201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0Document1 page201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0muchamad yasin100% (1)
- AI - Inspection Report - BagsDocument37 pagesAI - Inspection Report - Bagssiva6751No ratings yet
- WoodwardDocument104 pagesWoodwardwachuwachuNo ratings yet
- Control Plan & FmeaDocument9 pagesControl Plan & FmeaManu SharmaNo ratings yet
- Biocompatibility Evaluation of Medical Device Packaging MaterialsDocument4 pagesBiocompatibility Evaluation of Medical Device Packaging MaterialsAhmad Zubair Rasuly100% (1)
- Saudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklist Saudi Aramco Inspection ChecklistNickath BanuNo ratings yet
- BOTIL-PR-12-QC-L04-026 - Supplier Process Control PlanDocument3 pagesBOTIL-PR-12-QC-L04-026 - Supplier Process Control PlanPankaj AroraNo ratings yet
- Spacer PFDDocument1 pageSpacer PFDShoaib AkhtarNo ratings yet
- QA ProcessDocument4 pagesQA Processmadhu krishnaNo ratings yet
- PP-FR-03 Route CardDocument1 pagePP-FR-03 Route Cardchandra100% (1)
- Process Flow of PRODUCTIONDocument16 pagesProcess Flow of PRODUCTIONShadab AhmadNo ratings yet
- Quality Plan CharcoalDocument2 pagesQuality Plan CharcoalPT. Estupedo Agri MakmurNo ratings yet
- Tada, Sricity: Control Conponent India Private LimitedDocument1 pageTada, Sricity: Control Conponent India Private LimitedBhanuvikas CHNo ratings yet
- CP-SS BLK-01Document5 pagesCP-SS BLK-01yogesh WakchaureNo ratings yet
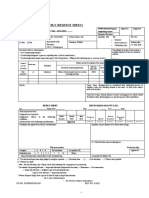
- Waiver Request Format Rev 3Document2 pagesWaiver Request Format Rev 3manjunatha gNo ratings yet
- Nit 2800 3 PDFDocument7 pagesNit 2800 3 PDFAnonymous uXdS9Y7No ratings yet
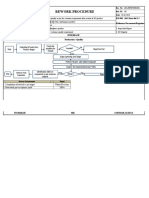
- Rework Process FlowDocument6 pagesRework Process FlowIsaac Samuel100% (1)
- Control Plan - Tie Rod 1.375'-12-2A UNFX12.78, 84B515663ADP1.Document4 pagesControl Plan - Tie Rod 1.375'-12-2A UNFX12.78, 84B515663ADP1.Himanshu MishraNo ratings yet
- Mer Ebic 3RD Mir 01Document3 pagesMer Ebic 3RD Mir 01samNo ratings yet
- Ppap - GP055291 - R2Document19 pagesPpap - GP055291 - R2Swapnil KupaleNo ratings yet
- Quality PlanDocument1 pageQuality PlandewayantiputriNo ratings yet
- Oil Skimmer Technical Submittal CZF - 028Document68 pagesOil Skimmer Technical Submittal CZF - 028muhamedNo ratings yet
- Quality Plan Dyeing FinishingDocument3 pagesQuality Plan Dyeing FinishingITOPS TeamNo ratings yet
- Kunstocom India Pvt. LTD.: Format No: Issue No./Date: Qav-Check Sheet Rev - No/Rev. Date: Control Item Check ItemsDocument2 pagesKunstocom India Pvt. LTD.: Format No: Issue No./Date: Qav-Check Sheet Rev - No/Rev. Date: Control Item Check ItemsSandeep VermaNo ratings yet
- FM - MKT - 02 Quality Control Process ChartDocument4 pagesFM - MKT - 02 Quality Control Process Chartbarja subarjaNo ratings yet
- 8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final Incharge Premkumar-OperatorDocument6 pages8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final Incharge Premkumar-OperatorVasanth KumarNo ratings yet
- Sample Inspection Report For Garment Softshell CoatDocument38 pagesSample Inspection Report For Garment Softshell CoatPrashant A UNo ratings yet
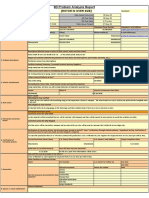
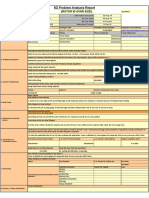
- 8D Problem Analysis Report: (Rotor Id Over Size)Document4 pages8D Problem Analysis Report: (Rotor Id Over Size)Kuldeep SinghNo ratings yet
- Caliper Result ReportDocument2 pagesCaliper Result ReportAice LuzadaNo ratings yet
- Process Inspection ExampleDocument6 pagesProcess Inspection ExampleJayant Kumar JhaNo ratings yet
- Shutter Mag WiDocument1 pageShutter Mag Wikiran vkNo ratings yet
- Saic LPT 2006Document12 pagesSaic LPT 2006jerinNo ratings yet
- SAIC-A-1015 Rev 8 HDPE Liner Receic Ving and Storage Insp Final.Document1 pageSAIC-A-1015 Rev 8 HDPE Liner Receic Ving and Storage Insp Final.Tito GarciaNo ratings yet
- F-PD-01 Process Flow DiagramDocument1 pageF-PD-01 Process Flow DiagramTrivesh SharmaNo ratings yet
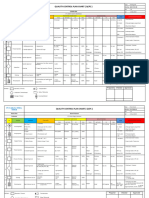
- Control Plan-06Document2 pagesControl Plan-06PARI VALLALNo ratings yet
- Receipt Inspection Quality PlanDocument1 pageReceipt Inspection Quality Plankulkarnimegha87No ratings yet
- 02 Manufacturing Process Design InputsDocument3 pages02 Manufacturing Process Design InputsRaja DuraiNo ratings yet
- Standard Operating Procedure: DC No: JSPL-SSD/ B&P/SOP/01A (R0) Date:21/01/2020 Page:1 of 3Document3 pagesStandard Operating Procedure: DC No: JSPL-SSD/ B&P/SOP/01A (R0) Date:21/01/2020 Page:1 of 3Rakesh KumarNo ratings yet
- AQF - PSI - Hunting JacketDocument52 pagesAQF - PSI - Hunting JacketAbdur Rauf KhanNo ratings yet
- Ih Setup 38tDocument1 pageIh Setup 38tmuthuselvanNo ratings yet
- Operational Qualification Document (OQ)Document8 pagesOperational Qualification Document (OQ)Konisbell Alcántara UreñaNo ratings yet
- Empa 10MG T-005Document48 pagesEmpa 10MG T-005AaminasindhuNo ratings yet
- SGB-FR-QA-01.10-001 - Form Non Conformance Product Report - 0.0Document9 pagesSGB-FR-QA-01.10-001 - Form Non Conformance Product Report - 0.0Siti SalsabilNo ratings yet
- QCPC Pmi FanDocument14 pagesQCPC Pmi FanMaelEdwardAritonangNo ratings yet
- M-3312 CPDocument3 pagesM-3312 CPdaohonghanh94hpNo ratings yet
- Ge Sill PFD PDFDocument1 pageGe Sill PFD PDFRavikumar BojjaNo ratings yet
- 8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorDocument4 pages8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorVasanth KumarNo ratings yet
- 8D For ID Over sizeTECUMSEHDocument4 pages8D For ID Over sizeTECUMSEHKuldeep SinghNo ratings yet
- Wood and Metal Products Quotation Evaluation ProcedureDocument5 pagesWood and Metal Products Quotation Evaluation ProcedureabiycivilNo ratings yet
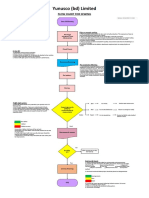
- Yunusco (BD) Limited: Flow Chart For SewingDocument1 pageYunusco (BD) Limited: Flow Chart For SewingMd. Nurunnabi SarkerNo ratings yet
- Plan de Surveillance Pièce PlastiqueDocument2 pagesPlan de Surveillance Pièce PlastiqueFida GhanmiNo ratings yet
- DSQR - RaltechDocument10 pagesDSQR - RaltechHimanshu MishraNo ratings yet
- 77R00Document2 pages77R00SanjayNo ratings yet
- PFD Rear Link Maching (Y Section)Document2 pagesPFD Rear Link Maching (Y Section)Devam EngineeringNo ratings yet
- 137.process Map +flow Chart ASSY S.drawER DC97-23881Document6 pages137.process Map +flow Chart ASSY S.drawER DC97-23881Shinichi SuzukiNo ratings yet
- BMR SuspensionsDocument16 pagesBMR SuspensionsMohammed Zubair50% (2)
- Inspection and Test Plan For Surface Preparation and PaintingDocument2 pagesInspection and Test Plan For Surface Preparation and PaintingNoor Rose Eka RoseNo ratings yet
- User Manual: Melaquick 12+ Melaquick 12+ PDocument66 pagesUser Manual: Melaquick 12+ Melaquick 12+ PМаксим ШульгаNo ratings yet
- GBT 38069-2019 (Shortening)Document11 pagesGBT 38069-2019 (Shortening)hildaNo ratings yet
- Non Peza & PEZA Clients RawDocument6 pagesNon Peza & PEZA Clients RawDioscoro J. JebulanNo ratings yet
- European Motherson Global Supplier Manual 12.2022Document38 pagesEuropean Motherson Global Supplier Manual 12.2022Mert AtayNo ratings yet
- General Standard For The Labelling of Food Additives When Sold As SuchDocument4 pagesGeneral Standard For The Labelling of Food Additives When Sold As SuchUmmi TradingNo ratings yet
- GC Flexiblepackaging enDocument8 pagesGC Flexiblepackaging enAnas AbdollahNo ratings yet
- CFR 2013 Title21 Vol4Document248 pagesCFR 2013 Title21 Vol4maunab_patraNo ratings yet
- Guideline IFS Food 6 ENG 2013-05-08Document49 pagesGuideline IFS Food 6 ENG 2013-05-08Reis FranciscoNo ratings yet
- Steel Welded Wire Reinforcement, Plain, For ConcreteDocument8 pagesSteel Welded Wire Reinforcement, Plain, For ConcreteBa Lestari WijanarkoNo ratings yet
- List of Goods Applicable To Oral and by Conduct Declarations Version 6 Dated 11 December 2022Document3 pagesList of Goods Applicable To Oral and by Conduct Declarations Version 6 Dated 11 December 2022Neil McCabeNo ratings yet
- Sae Ams 1320aDocument5 pagesSae Ams 1320achris nelsonNo ratings yet
- Introduction To Tin PlateDocument22 pagesIntroduction To Tin PlateProf C.S.Purushothaman100% (1)
- Module 8 - NC II - Exercising Efficient and Effective Sustainable Practices in The WorkplaceDocument63 pagesModule 8 - NC II - Exercising Efficient and Effective Sustainable Practices in The WorkplacePS TCNo ratings yet
- BPE4000 - CAB Benning PDFDocument154 pagesBPE4000 - CAB Benning PDFbata88No ratings yet
- Kendall ECG Electrodes Product Data Sheet: Arbo H124SG Ref. Code: 31.1245.21Document1 pageKendall ECG Electrodes Product Data Sheet: Arbo H124SG Ref. Code: 31.1245.21VIctor ArellanoNo ratings yet
- DoW LDPE 722Document3 pagesDoW LDPE 722tariquekhan143No ratings yet
- Audit Ready Guide: Annual ReportingDocument4 pagesAudit Ready Guide: Annual ReportingDaniel ModicaNo ratings yet
- Choose The Best Answer.: Practice Test 24-2 Write Introduction For Each of These Question. 1Document5 pagesChoose The Best Answer.: Practice Test 24-2 Write Introduction For Each of These Question. 1Dung NguyễnNo ratings yet
- S. K. Pharma MachineryDocument1 pageS. K. Pharma MachineryS. K. Pharma MachineryNo ratings yet
- jwn890110 enDocument11 pagesjwn890110 enCarlos LanzillottoNo ratings yet
- 2nd Sem - Busimktg Reviewer (Midterm Exam)Document22 pages2nd Sem - Busimktg Reviewer (Midterm Exam)DINDO, Remea Mae B.No ratings yet
- Value Chain Analysis of Super Pure Vegetable Oil Management EssayDocument10 pagesValue Chain Analysis of Super Pure Vegetable Oil Management Essaygauravsharm4100% (1)
- Order 141-18 Control of Conformity For Imported Products - Rabat - Morocco - 2-5-2019Document6 pagesOrder 141-18 Control of Conformity For Imported Products - Rabat - Morocco - 2-5-2019SMPU ditjenbunNo ratings yet
- Resume - Shamim - B.SC in EEE. - InceptaDocument2 pagesResume - Shamim - B.SC in EEE. - Inceptashamim islamNo ratings yet
- KEIM FixativDocument2 pagesKEIM FixativgunelNo ratings yet
- ROD431.025-1024 HEIDENHAIN - Product InformationDocument2 pagesROD431.025-1024 HEIDENHAIN - Product InformationIGHORODJENo ratings yet
- Project Report On Effect of Packaging and Labeling Information On Consumer Learning With Respect To Food Product in Punjab..Document52 pagesProject Report On Effect of Packaging and Labeling Information On Consumer Learning With Respect To Food Product in Punjab..Asad Gour75% (20)
- Creative: Packaging SolutionsDocument6 pagesCreative: Packaging SolutionsIT Skin SolutionNo ratings yet