Download as pdf or txt
You might also like
- Yanbu Ii Power & Water Project: Method Statement For U/G Piping Installation & Lamination of GRPDocument47 pagesYanbu Ii Power & Water Project: Method Statement For U/G Piping Installation & Lamination of GRPric leonisoNo ratings yet
- 3009 - Method Statement For Administration Building Construction PDFDocument38 pages3009 - Method Statement For Administration Building Construction PDFNjilou LagaticNo ratings yet
- Work, Energy and Power Cambridge OLDocument14 pagesWork, Energy and Power Cambridge OLSuresh SenanayakeNo ratings yet
- Kalselteng 2 CFSPP (2 X 100Mw) : Pt. Tekniko HEC Pt. PLNDocument12 pagesKalselteng 2 CFSPP (2 X 100Mw) : Pt. Tekniko HEC Pt. PLNRangga GautamaNo ratings yet
- Material Submittal For Subbase - SARCDocument192 pagesMaterial Submittal For Subbase - SARCAshir RIZNo ratings yet
- MGP1 CP2 KMS Qa 6050 0003 007 Site Positive Material IdentificationDocument16 pagesMGP1 CP2 KMS Qa 6050 0003 007 Site Positive Material IdentificationKarrar TalibNo ratings yet
- Procédure MTDocument11 pagesProcédure MTAslaouiNo ratings yet
- 1TB01006 006C22 Ste MTS Ci 0027Document35 pages1TB01006 006C22 Ste MTS Ci 0027asifnazir.gill08No ratings yet
- 14 662000 4800000322 Mob Mec MST 000021 - 01Document21 pages14 662000 4800000322 Mob Mec MST 000021 - 01HassanNo ratings yet
- Document Management ProcedureDocument25 pagesDocument Management ProcedureChiamaka ObadiegwuNo ratings yet
- Process Pipes Dynamic Equipment Erection Method Statment - 3 Additional SpheresDocument21 pagesProcess Pipes Dynamic Equipment Erection Method Statment - 3 Additional Spheresqaqc.nimerlawzi1No ratings yet
- BP West Nile Delta Gas Development Project: Inspection and Test Plan For CableDocument11 pagesBP West Nile Delta Gas Development Project: Inspection and Test Plan For CableHaggag AbouelkhairNo ratings yet
- HRSG Crane ITP Nfe1 Gac QM Itp 00019 - 0001 - ADocument22 pagesHRSG Crane ITP Nfe1 Gac QM Itp 00019 - 0001 - AAli Mari BalochNo ratings yet
- GENERAL NCR R0 RevDocument6 pagesGENERAL NCR R0 RevGanjar Dreadlocks NugrahaNo ratings yet
- 24GDTT BMB Cmed Cnra 002 Rev00Document254 pages24GDTT BMB Cmed Cnra 002 Rev00Nyan OoNo ratings yet
- Method Statement For Construction Methodology 2Document340 pagesMethod Statement For Construction Methodology 2riyazaliNo ratings yet
- 13.4.1. The Project Execution PlanDocument88 pages13.4.1. The Project Execution PlanalialshukailiNo ratings yet
- PaintingDocument22 pagesPaintingAmit Kumar MilanNo ratings yet
- 10230-00-091-PD-0006 (Hip)Document247 pages10230-00-091-PD-0006 (Hip)Abdul WasayNo ratings yet
- PEP SAKA - ASE Polishing Unit Rev 01Document36 pagesPEP SAKA - ASE Polishing Unit Rev 01Syklik DataNo ratings yet
- Mar Water Analyse P-Mtl-Rep-240-39463-Rev D-Code 1Document25 pagesMar Water Analyse P-Mtl-Rep-240-39463-Rev D-Code 1AslaouiNo ratings yet
- MS-0004 SurveyingDocument19 pagesMS-0004 SurveyingAbdul LatheefNo ratings yet
- Cas2020 2P02 51 135 1 - Connection - 201212Document86 pagesCas2020 2P02 51 135 1 - Connection - 201212Juragan IwalNo ratings yet
- BP West Nile Delta Gas Development ProjectDocument11 pagesBP West Nile Delta Gas Development ProjectHaggag AbouelkhairNo ratings yet
- 05 01 MST CCTV (AutoRecovered)Document17 pages05 01 MST CCTV (AutoRecovered)muhammedpmubarakNo ratings yet
- BK91-1310-CPF-000-CNS-PCD-0058 - 0 - Procedure For Material Identification and Traceability-C1Document12 pagesBK91-1310-CPF-000-CNS-PCD-0058 - 0 - Procedure For Material Identification and Traceability-C1Panneer SelvamNo ratings yet
- GTRUTFDocument16 pagesGTRUTFAbdul SabirNo ratings yet
- MSRA - ELE-02 Installation of UPVC DuctDocument32 pagesMSRA - ELE-02 Installation of UPVC DuctjavedNo ratings yet
- F08941C-D02-01 - 0 Design Criteriafor Electrical Engineering of Power PlantDocument28 pagesF08941C-D02-01 - 0 Design Criteriafor Electrical Engineering of Power PlantAnindya ananda putriNo ratings yet
- NCR 001 - Fillet Wall PondDocument2 pagesNCR 001 - Fillet Wall PondAl Farisi FirdausNo ratings yet
- 000-ZA-E-M09405 - B MS For Cathodic Protection SystemsDocument20 pages000-ZA-E-M09405 - B MS For Cathodic Protection Systemssyam prasadNo ratings yet
- Basic Communication EngineeringDocument10 pagesBasic Communication Engineeringkholif noviantiNo ratings yet
- DRP001 Ouf Gal Spe B 000 001 S1Document25 pagesDRP001 Ouf Gal Spe B 000 001 S1Rafat KhanNo ratings yet
- R03-C02C02-AAP-MTS-CI-0007 - Method Statement For Reinforcement & Concrete WorksDocument25 pagesR03-C02C02-AAP-MTS-CI-0007 - Method Statement For Reinforcement & Concrete Workslike saddamNo ratings yet
- MSRA - ELE-03 Installation of Earthing SYstemDocument31 pagesMSRA - ELE-03 Installation of Earthing SYstemjavedNo ratings yet
- Project Title Zakum Oil Lines Replacement Project Phase 1 Engineering, Procurement, Construction & Commissioning (EPC) WorksDocument17 pagesProject Title Zakum Oil Lines Replacement Project Phase 1 Engineering, Procurement, Construction & Commissioning (EPC) WorksTamer Hesham AhmedNo ratings yet
- Abj 89 103778 Ba 6070 00024 0000 01Document16 pagesAbj 89 103778 Ba 6070 00024 0000 01Nithin GNo ratings yet
- R2B-P2-205-03-H-NC-47424 - Rev.C - Code ADocument17 pagesR2B-P2-205-03-H-NC-47424 - Rev.C - Code Adaniel contrerasNo ratings yet
- Bolt Stud Weld Procedure - R0Document15 pagesBolt Stud Weld Procedure - R0Ganjar Dreadlocks Nugraha100% (1)
- 1.6 - Monthly Report For The Client (Qatar Gas)Document44 pages1.6 - Monthly Report For The Client (Qatar Gas)Syed Zakir HassanNo ratings yet
- BK91 1310 CPF 000 QAC PCD 0017 - C - Color Code For Piping Material Identification ProcedureDocument14 pagesBK91 1310 CPF 000 QAC PCD 0017 - C - Color Code For Piping Material Identification ProcedurePanneer SelvamNo ratings yet
- Method Statementfor Mechanical Works Underground Rain Water Sewer Drainage SystemDocument19 pagesMethod Statementfor Mechanical Works Underground Rain Water Sewer Drainage Systemammarsleman356No ratings yet
- Sakuti Method - Statement - For - HRSG - Works CrsherDocument32 pagesSakuti Method - Statement - For - HRSG - Works CrsherMIL RABNo ratings yet
- P Qac Pro 240 39467 CDocument24 pagesP Qac Pro 240 39467 Ccsc EXPERTISENo ratings yet
- Mpmy PM PRC 0002 - 1.0 Equipment and Tag Numbering ProcedureDocument21 pagesMpmy PM PRC 0002 - 1.0 Equipment and Tag Numbering ProcedureAnonymous 1ykzuaxWgYNo ratings yet
- 215122T001 JSM 6001 Instructions - To - Bidders Rev.0Document16 pages215122T001 JSM 6001 Instructions - To - Bidders Rev.0Paul KIMNo ratings yet
- 000 DQP 001Document6 pages000 DQP 001laurent.canivetNo ratings yet
- BP West Nile Delta Gas Development Project: Inspection and Test Plan For Cable PullingDocument9 pagesBP West Nile Delta Gas Development Project: Inspection and Test Plan For Cable PullingHaggag AbouelkhairNo ratings yet
- MS-0003 EarthworksDocument24 pagesMS-0003 EarthworksAbdul LatheefNo ratings yet
- D7068-VD-MPP01-01-E03-0003 - LOS Wiring DiagramDocument8 pagesD7068-VD-MPP01-01-E03-0003 - LOS Wiring Diagramokta.skfNo ratings yet
- MSRA - ELE-01 Rev1 Installation of PVC ConduitDocument30 pagesMSRA - ELE-01 Rev1 Installation of PVC ConduitjavedNo ratings yet
- MIP16 - HSE - PP - 002 Contractor Site Safety Program (CSSP) - 2023 Rev 06Document221 pagesMIP16 - HSE - PP - 002 Contractor Site Safety Program (CSSP) - 2023 Rev 06Riaz Ali Khan BangashNo ratings yet
- BK91 1310 CPF 000 QAC PCD 0006 - 0 - Corrective and Preventive Action Procedure - C1Document11 pagesBK91 1310 CPF 000 QAC PCD 0006 - 0 - Corrective and Preventive Action Procedure - C1Panneer SelvamNo ratings yet
- Earth Works A-Qac-Pln-000-30050-2Document22 pagesEarth Works A-Qac-Pln-000-30050-2Hamza GoudjilNo ratings yet
- P15340 Cyd V013 I BQ 0002 - 0Document2 pagesP15340 Cyd V013 I BQ 0002 - 0meeNo ratings yet
- Positive Material Identification Requirements (R-B1)Document27 pagesPositive Material Identification Requirements (R-B1)Anbarasan PerumalNo ratings yet
- SAIPEM MS Grounding & Lightning ProtectionDocument20 pagesSAIPEM MS Grounding & Lightning Protectionsyam prasad50% (2)
- Epic For CNG Stations in Rlic and Mic: PROJECT/CONTRACT NO: 4091/GC18104500 Contract TitleDocument19 pagesEpic For CNG Stations in Rlic and Mic: PROJECT/CONTRACT NO: 4091/GC18104500 Contract TitleVedran KosanovicNo ratings yet
- J-DMS: Jadestone Energy (Lemang) Pte. LTDDocument22 pagesJ-DMS: Jadestone Energy (Lemang) Pte. LTDatma82419No ratings yet
- Bndp3 in Cscec p3c El XX Ms El 00005 Installation & Testing of Fo CableDocument37 pagesBndp3 in Cscec p3c El XX Ms El 00005 Installation & Testing of Fo Cablesivalakshan96No ratings yet
- Container Port Performance Index 2022: A Comparable Assessment of Performance Based on Vessel Time in PortFrom EverandContainer Port Performance Index 2022: A Comparable Assessment of Performance Based on Vessel Time in PortNo ratings yet
- Essais Mecanic pqr-03Document4 pagesEssais Mecanic pqr-03AslaouiNo ratings yet
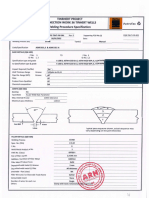
- GCB WPS Tsila 012Document19 pagesGCB WPS Tsila 012AslaouiNo ratings yet
- WPS Tsila 012Document2 pagesWPS Tsila 012AslaouiNo ratings yet
- WPS Tsila 010Document2 pagesWPS Tsila 010AslaouiNo ratings yet
- Pump & Systems June 2019Document92 pagesPump & Systems June 2019Aslaoui100% (1)
- Procédure MTDocument11 pagesProcédure MTAslaouiNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BDocument15 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BAslaouiNo ratings yet
- TRHT Egcb QC Ap 017 - ADocument16 pagesTRHT Egcb QC Ap 017 - AAslaouiNo ratings yet
- P-QAC-PLN-910-39451-Rev BDocument23 pagesP-QAC-PLN-910-39451-Rev BAslaouiNo ratings yet
- RT - Specific ExamDocument3 pagesRT - Specific ExamAslaoui100% (1)
- Effect of Blank Holder Force With Low Frequency Vibration Technique in Circular-Cup Deep-Drawing Using AZ31 Magnesium Alloy SheetDocument6 pagesEffect of Blank Holder Force With Low Frequency Vibration Technique in Circular-Cup Deep-Drawing Using AZ31 Magnesium Alloy SheetAnya CooperNo ratings yet
- Important Instructions To Examiners:: (Autonomous)Document19 pagesImportant Instructions To Examiners:: (Autonomous)Sarthak BhagatNo ratings yet
- Wilden M8Document43 pagesWilden M8mauro_pm100% (1)
- Submittal: Job Title: Elevation: (FT) Date: Submitted By: John DoeDocument35 pagesSubmittal: Job Title: Elevation: (FT) Date: Submitted By: John Doejfher87No ratings yet
- Heat Treatment Equipment Catalogue: Leading Innovators in Thermal TechnologyDocument25 pagesHeat Treatment Equipment Catalogue: Leading Innovators in Thermal Technologyjacob thangamNo ratings yet
- Module 5 - Fall 2023Document64 pagesModule 5 - Fall 2023Adnan ullahNo ratings yet
- Hydraulic Fan System 966Document4 pagesHydraulic Fan System 966Ahmed Rezk100% (2)
- 335391347-VOLVO-47701853-Installation-D13-EMS - Fuel Injection PDFDocument100 pages335391347-VOLVO-47701853-Installation-D13-EMS - Fuel Injection PDFAditi Das67% (3)
- Infinita LabsDocument6 pagesInfinita LabsS. Sumanth naiduNo ratings yet
- Course: Subject Matter: Faculty Lab Engineer/Submitted To: Group MembersDocument10 pagesCourse: Subject Matter: Faculty Lab Engineer/Submitted To: Group MembersShahxeb SajjadNo ratings yet
- Steam BlowingDocument11 pagesSteam Blowingheppy prastyo nugrohoNo ratings yet
- MDHC Inventory Part NumberDocument25 pagesMDHC Inventory Part NumberMiluco AntónNo ratings yet
- Technical Information ASSET DOC LOC 4899132Document10 pagesTechnical Information ASSET DOC LOC 4899132Zac Francis DaymondNo ratings yet
- Academic Site Visit Report On Design of Steel Structures at Kimaya SteelDocument16 pagesAcademic Site Visit Report On Design of Steel Structures at Kimaya SteelKiranMDeoreNo ratings yet
- TT P1Document4 pagesTT P1Juan Manuel Uceda PérezNo ratings yet
- Igm Spare Wear Part ListDocument12 pagesIgm Spare Wear Part ListYannPascalNo ratings yet
- UNIT OF COMPETENCE: - Perform Bench Work MODULE TITLE: Performing Bench Work LO1: Lay-Out and Mark Dimensions/ Features On Work PieceDocument63 pagesUNIT OF COMPETENCE: - Perform Bench Work MODULE TITLE: Performing Bench Work LO1: Lay-Out and Mark Dimensions/ Features On Work Pieceahmed jemal100% (1)
- M2 - U2 - Introduction To Oxy-Acetylene WeldingDocument26 pagesM2 - U2 - Introduction To Oxy-Acetylene WeldingAravind Phoenix100% (2)
- Night-Lite Pro Parts ManualDocument88 pagesNight-Lite Pro Parts ManualDedy Cj100% (1)
- Furnance SurfaceDocument22 pagesFurnance Surfacereza dian humkiNo ratings yet
- Hydraulics Review ProblemsDocument9 pagesHydraulics Review ProblemsrojethtrinidadNo ratings yet
- Series TY-FRB, 5.6 K-Factor Upright, Pendent, and Recessed Pendent Sprinklers Quick Response, Standard CoverageDocument4 pagesSeries TY-FRB, 5.6 K-Factor Upright, Pendent, and Recessed Pendent Sprinklers Quick Response, Standard CoverageWidier Duarte SandovalNo ratings yet
- Nov Dec 2018 Som Question Paper SPPUDocument6 pagesNov Dec 2018 Som Question Paper SPPUaniket wadheNo ratings yet
- DME Objective QuestionsDocument103 pagesDME Objective QuestionsaruchellamNo ratings yet
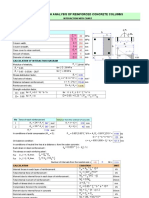
- Strength Analysis of Reinforced Concrete Columns: Interaction With ChartDocument7 pagesStrength Analysis of Reinforced Concrete Columns: Interaction With ChartStructural SpreadsheetsNo ratings yet
- PAES 222 - Chipping Machine - Specifications (Circulated)Document7 pagesPAES 222 - Chipping Machine - Specifications (Circulated)Jerard BalalaNo ratings yet
- Types DistillationDocument81 pagesTypes Distillationhet sevakNo ratings yet
- Screw Air Compressors: SCR Belt DriveDocument2 pagesScrew Air Compressors: SCR Belt DriveDelwin Jose Hernandez100% (1)
- NSX Service ManualDocument1,379 pagesNSX Service ManualSteve Kosowski100% (1)