Download as pdf or txt
You might also like
- NSO Sample Question Paper For Class 7 - Download Free PDF With SolutionsDocument30 pagesNSO Sample Question Paper For Class 7 - Download Free PDF With SolutionsVineet paliwalNo ratings yet
- IABSE IASS2011 Davis Rippmann Pawlofski BlockDocument8 pagesIABSE IASS2011 Davis Rippmann Pawlofski Blockdenis1808scribdNo ratings yet
- Lesson 15: Principles of StainingDocument16 pagesLesson 15: Principles of StainingZairah Pascua100% (4)
- Moncrieff 97Document10 pagesMoncrieff 97Ted MosbyNo ratings yet
- Lattice Structure Design and Optimization With Additive Manufacturing ConstraintsDocument17 pagesLattice Structure Design and Optimization With Additive Manufacturing ConstraintsGunaseelanMurugesanNo ratings yet
- Exploration of Specimen Geometry and Tab Configuration For Tensile Testing Exploiting The Potential of 3D Printing Freeform Shape Continuous Carbon Fibre-Reinforced Nylon Matrix CompositesDocument11 pagesExploration of Specimen Geometry and Tab Configuration For Tensile Testing Exploiting The Potential of 3D Printing Freeform Shape Continuous Carbon Fibre-Reinforced Nylon Matrix CompositesJuan Camilo Charris HernándezNo ratings yet
- Construction and Building Materials: Riccardo La Magna, Frédéric Waimer, Jan KnippersDocument8 pagesConstruction and Building Materials: Riccardo La Magna, Frédéric Waimer, Jan KnippersEyob MitekuNo ratings yet
- 1 s2.0 S0141029621005022 MainDocument22 pages1 s2.0 S0141029621005022 Main董思辰No ratings yet
- 167 BrotanDocument8 pages167 BrotanGoogle AccountNo ratings yet
- AbaqusDocument11 pagesAbaquskothapalli21100% (1)
- Materials 16 02870Document26 pagesMaterials 16 02870aamirmubNo ratings yet
- Experimental and Numerical Analysis of Dynamic ProDocument6 pagesExperimental and Numerical Analysis of Dynamic ProOsvaldo SalvatoreNo ratings yet
- Applied SciencesDocument17 pagesApplied Sciences18-29 SAKETH REDDY MECH III-ANo ratings yet
- Fiber-Reinforced Clay An Exploratory Study On AutoDocument19 pagesFiber-Reinforced Clay An Exploratory Study On AutocamilaNo ratings yet
- Interlocked composite grids design and manufacturingDocument30 pagesInterlocked composite grids design and manufacturingfredNo ratings yet
- Integrated Lightweight Design Method Via Structural Optimization and Path Planning For Material ExtrusionDocument13 pagesIntegrated Lightweight Design Method Via Structural Optimization and Path Planning For Material ExtrusionRancho vonNo ratings yet
- Zhao 2020 Mater. Res. Express 7 085201Document10 pagesZhao 2020 Mater. Res. Express 7 085201Arturo CervantesNo ratings yet
- Be So Based Lattice Design and Op Tim IzationDocument23 pagesBe So Based Lattice Design and Op Tim Izationnashreennas24No ratings yet
- FIBERSIMDocument9 pagesFIBERSIMTakis PlimirasNo ratings yet
- J IASS Tsuboi VanMele BlockDocument8 pagesJ IASS Tsuboi VanMele Blockdenis1808scribdNo ratings yet
- Skeletal Composites Robotic FabricationDocument10 pagesSkeletal Composites Robotic FabricationEric AinslieNo ratings yet
- Investigation of Circular Woven Composit PDFDocument9 pagesInvestigation of Circular Woven Composit PDFGhassan ZeinNo ratings yet
- 1 s2.0 S0141029618336071 MainDocument15 pages1 s2.0 S0141029618336071 Main董思辰No ratings yet
- Experimental Characterization and Modeling of 3D Printed Continuous Carbon Fibers Composites With Different Fiber Orientation Produced by FFF ProcessDocument26 pagesExperimental Characterization and Modeling of 3D Printed Continuous Carbon Fibers Composites With Different Fiber Orientation Produced by FFF ProcessPravin LuthadaNo ratings yet
- Polyester Composites Reinforced With NonDocument11 pagesPolyester Composites Reinforced With NonbaktiabijunaNo ratings yet
- 1 s2.0 S0950061816317093 Main PDFDocument11 pages1 s2.0 S0950061816317093 Main PDFDaniela Gonzalez BetancurNo ratings yet
- Investigation On The Mechanical Properties of 3D PDocument13 pagesInvestigation On The Mechanical Properties of 3D PMd Jalal Uddin RumiNo ratings yet
- 1 s2.0 S0926580522000577 MainDocument16 pages1 s2.0 S0926580522000577 Main董思辰No ratings yet
- 1 s2.0 S0264127517307542 MainDocument10 pages1 s2.0 S0264127517307542 MainCoulibaly MaimounaNo ratings yet
- Design of Fabric Structure-SynopsisDocument4 pagesDesign of Fabric Structure-Synopsisvic_44No ratings yet
- A Modelling Framework For Composites Containing 3D ReinforcementDocument25 pagesA Modelling Framework For Composites Containing 3D ReinforcementXiaodong LiNo ratings yet
- 1 s2.0 S0167844223001544 MainDocument7 pages1 s2.0 S0167844223001544 MainIlhame HarNo ratings yet
- Development of A 3D Finite Element Model at Mesoscale For The - 2022 - CompositeDocument12 pagesDevelopment of A 3D Finite Element Model at Mesoscale For The - 2022 - Compositesaif ullahNo ratings yet
- Preprints201911 0046 v2Document19 pagesPreprints201911 0046 v2Mark MartelNo ratings yet
- Composites: Part A: Louis Laberge Lebel, Asami NakaiDocument13 pagesComposites: Part A: Louis Laberge Lebel, Asami NakaiabiliovieiraNo ratings yet
- Materials: A Comprehensive Study On The Mechanical Properties of Different 3D Woven Carbon Fiber-Epoxy CompositesDocument13 pagesMaterials: A Comprehensive Study On The Mechanical Properties of Different 3D Woven Carbon Fiber-Epoxy CompositesBharani MurugesanNo ratings yet
- Preliminary Design of Tubular Composite Structures Using Netting Theory and Composite Degradation FactorsDocument5 pagesPreliminary Design of Tubular Composite Structures Using Netting Theory and Composite Degradation FactorsDILEEP AJAYAGHOSHNo ratings yet
- Design of Lattice Structures Using Local Relative Density Mapping MethodDocument9 pagesDesign of Lattice Structures Using Local Relative Density Mapping MethodGogyNo ratings yet
- Compression Behavior and Energy Absorption of Carbon Fiber-reinforced Composite Sandwich Panels Made of Three-dimensional Honeycomb Grid CoresDocument16 pagesCompression Behavior and Energy Absorption of Carbon Fiber-reinforced Composite Sandwich Panels Made of Three-dimensional Honeycomb Grid CoresfredNo ratings yet
- Fabrication and Mechanical Behaviors of an All-composite Sandwich Structure With a Hexagon Honeycomb Core Based on the Tailor-folding ApproachDocument23 pagesFabrication and Mechanical Behaviors of an All-composite Sandwich Structure With a Hexagon Honeycomb Core Based on the Tailor-folding ApproachfredNo ratings yet
- 3 Effect of The Fiber Orientation On The Tensile and Flexural Behavior of Continuous Carbon Fiber Composites Made Via Fused Filament FabricationDocument17 pages3 Effect of The Fiber Orientation On The Tensile and Flexural Behavior of Continuous Carbon Fiber Composites Made Via Fused Filament Fabricationmwx17860631396No ratings yet
- 856 Open ManuscriptDocument35 pages856 Open ManuscriptshahrozaligondalNo ratings yet
- SPAR ManufacturingDocument10 pagesSPAR Manufacturingvardhanshah3No ratings yet
- Emir Bahce 2023 Investigation of The Mechanical Properties Triple Periodic Minimal Surfaces Lattice Structures WithDocument18 pagesEmir Bahce 2023 Investigation of The Mechanical Properties Triple Periodic Minimal Surfaces Lattice Structures Withrezaferidooni00No ratings yet
- The Analytical Characterization of 2-D Braided Textile CompositesDocument12 pagesThe Analytical Characterization of 2-D Braided Textile CompositesFederico LamonNo ratings yet
- Mechanical Properties of Triply Periodic Minimal Surface Based Lattices Made by Polyjet PrintingDocument7 pagesMechanical Properties of Triply Periodic Minimal Surface Based Lattices Made by Polyjet Printingxu.dachong59No ratings yet
- Materials & Design: Jiawei Feng, Bo Liu, Zhiwei Lin, Jianzhong FuDocument16 pagesMaterials & Design: Jiawei Feng, Bo Liu, Zhiwei Lin, Jianzhong FuHadi PirgaziNo ratings yet
- Computers and Chemical Engineering: M.J. Baker, S. Daniels, P.G. Young, G.R. TaborDocument7 pagesComputers and Chemical Engineering: M.J. Baker, S. Daniels, P.G. Young, G.R. Taborremote controlNo ratings yet
- Innovation in SheddingDocument10 pagesInnovation in SheddingJitu KhanNo ratings yet
- A Simple MATLAB Draping Code for Fiber Reinforced Composites With Application to Optimization of Manufacturing Process ParametersDocument17 pagesA Simple MATLAB Draping Code for Fiber Reinforced Composites With Application to Optimization of Manufacturing Process ParametersBishesh ManiNo ratings yet
- Nerative Design Method For LatticeDocument12 pagesNerative Design Method For LatticeNishar Alam Khan 19MCD0042No ratings yet
- 2008 Robotic Approach To Textile Preforming For CompositesDocument7 pages2008 Robotic Approach To Textile Preforming For CompositesharemboraNo ratings yet
- Accepted VersionDocument48 pagesAccepted VersionMirza BasitNo ratings yet
- Path Calculation Technology and Opportunities in Dry Fiber Winding a Review !!!!!Document17 pagesPath Calculation Technology and Opportunities in Dry Fiber Winding a Review !!!!!IbrahimNo ratings yet
- Melenka 2021Document21 pagesMelenka 2021KARTHIK PILLAINo ratings yet
- Bending Response of Carbon Fiber Composite Sandwich Beams With Three Dimensional Honeycomb CoresDocument40 pagesBending Response of Carbon Fiber Composite Sandwich Beams With Three Dimensional Honeycomb CoresfredNo ratings yet
- Numerical Modelling of Ballistic Impact Response at Low Velocity in Aramid FabricsDocument15 pagesNumerical Modelling of Ballistic Impact Response at Low Velocity in Aramid FabricsGiovanniNo ratings yet
- Mechanical Properties of 3D Printed Architected Polmer Foams Under Large DeformationsDocument13 pagesMechanical Properties of 3D Printed Architected Polmer Foams Under Large DeformationsHumphrey Tarry NyokaNo ratings yet
- I J C R E: Nternational Ournal of Hemical Eactor NgineeringDocument22 pagesI J C R E: Nternational Ournal of Hemical Eactor NgineeringkennyfujimotoNo ratings yet
- 1 s2.0 S0045794917300639 MainDocument15 pages1 s2.0 S0045794917300639 MainkgapuNo ratings yet
- Thesis On Carbon FiberDocument10 pagesThesis On Carbon Fiberbrendapotterreno100% (2)
- Design and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesFrom EverandDesign and Test Strategies for 2D/3D Integration for NoC-based Multicore ArchitecturesNo ratings yet
- Angeles Mark P. Assignment No. 2Document2 pagesAngeles Mark P. Assignment No. 2MARK ANGELESNo ratings yet
- cuối kỳ đề oisp hk212Document7 pagescuối kỳ đề oisp hk212Man ChungNo ratings yet
- FilmTec BW30XHR PRO 400 34 PDS 45 D03749 enDocument2 pagesFilmTec BW30XHR PRO 400 34 PDS 45 D03749 enmshahid305655No ratings yet
- Ficia L: Erythromycin OintmentDocument2 pagesFicia L: Erythromycin OintmentGrace HernandezNo ratings yet
- Lee Et Al 2022Document7 pagesLee Et Al 2022nkoljderajNo ratings yet
- 09 Samss 069Document10 pages09 Samss 069Selvakpm06No ratings yet
- Lab Report 2 320Document3 pagesLab Report 2 320AeeshaNo ratings yet
- Best Pastpaper For Aqa Oxford ChemsitryDocument25 pagesBest Pastpaper For Aqa Oxford Chemsitryemandurranix09No ratings yet
- 03.13 Physico-Chemical Treatment - Neutralization, RemineralizationDocument17 pages03.13 Physico-Chemical Treatment - Neutralization, RemineralizationNoureddine MerahNo ratings yet
- X-Roc Multibond LX: Multi-Purpose Primer and Mortar AdditiveDocument2 pagesX-Roc Multibond LX: Multi-Purpose Primer and Mortar AdditiveAmr RagabNo ratings yet
- Sourcing List April 2020Document9 pagesSourcing List April 2020niket honnalliNo ratings yet
- 6746 Kerr Fire Filmfoam C6 A 913Document2 pages6746 Kerr Fire Filmfoam C6 A 913Luis Alberto Serrano MesaNo ratings yet
- Single Gap Vf1540 Vf1595 Bird Type Film Applicators d44 1Document3 pagesSingle Gap Vf1540 Vf1595 Bird Type Film Applicators d44 1giavan6789No ratings yet
- Orm 33Document114 pagesOrm 33Md Akash AliNo ratings yet
- Science, Technology, Engineering and Mathematics (Stem)Document3 pagesScience, Technology, Engineering and Mathematics (Stem)Alvin MontesNo ratings yet
- Marsh Risk Engineering Position Paper 03 Managing The Defeat of Safety Instrumented System Trips and AlarmsDocument16 pagesMarsh Risk Engineering Position Paper 03 Managing The Defeat of Safety Instrumented System Trips and AlarmsMathew MammenNo ratings yet
- S.6 Chem P1 Mock 1Document20 pagesS.6 Chem P1 Mock 1cyber secNo ratings yet
- PG April2022 TimeTableDocument12 pagesPG April2022 TimeTableSneka .JNo ratings yet
- Rate Equation Rate Law: Zero Order ReactionDocument8 pagesRate Equation Rate Law: Zero Order ReactionVasanth Kumar BatumalaiNo ratings yet
- Void FractionDocument4 pagesVoid Fractionauro auroNo ratings yet
- General Chemistry Q1-M1Document5 pagesGeneral Chemistry Q1-M1Herbert IboNo ratings yet
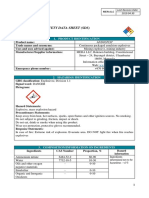
- Safety Data Sheet (SDS) : 1. Product IdentificationDocument5 pagesSafety Data Sheet (SDS) : 1. Product IdentificationdeegiiNo ratings yet
- Reni Tri Sundari Exercise 1Document8 pagesReni Tri Sundari Exercise 1resaNo ratings yet
- Genchem 2Document5 pagesGenchem 2Teejay JimenezNo ratings yet
- Mark Scheme (Provisional) Summer 2021Document14 pagesMark Scheme (Provisional) Summer 2021Mashhood Babar ButtNo ratings yet
- #1 2 3 Chemistry - Atoms - First-OPDocument188 pages#1 2 3 Chemistry - Atoms - First-OPMutiara Hikmah100% (1)
- Partition Column ChromatographyDocument9 pagesPartition Column ChromatographyzahidNo ratings yet
- 2024 SPS360S GA1 Assignment, Marking Criteria and RubricDocument4 pages2024 SPS360S GA1 Assignment, Marking Criteria and RubricAnnelise FriesteNo ratings yet