Download as pdf or txt
You might also like
- RATO-R Installation and Operating InstructionDocument12 pagesRATO-R Installation and Operating InstructionCosta50% (2)
- Pages From 9803-4160-17 - JCB 426, 435, 436, 446 Wheeled Loading Shovel Service ManualDocument5 pagesPages From 9803-4160-17 - JCB 426, 435, 436, 446 Wheeled Loading Shovel Service Manualعبدالغني القباطيNo ratings yet
- GARMIN GNS 430W/530W: Sample Training Syllabus and Flight Lessons For Use by Flight Schools & Flying ClubsDocument26 pagesGARMIN GNS 430W/530W: Sample Training Syllabus and Flight Lessons For Use by Flight Schools & Flying Clubsadulfo03455100% (1)
- Aircraft Tires and Tubes: NAVAIR 04-10-506Document70 pagesAircraft Tires and Tubes: NAVAIR 04-10-506adulfo03455No ratings yet
- Flap System RiginDocument12 pagesFlap System RiginHarold Reyes100% (1)
- Operating/Safety Instructions Consignes de Fonctionnement/sécurité Instrucciones de Funcionamiento y SeguridadDocument16 pagesOperating/Safety Instructions Consignes de Fonctionnement/sécurité Instrucciones de Funcionamiento y SeguridadrgueznoeNo ratings yet
- W211 Gearbox Shift Rod Remove InstallDocument2 pagesW211 Gearbox Shift Rod Remove InstallNatalia StratulatNo ratings yet
- ControlsDocument10 pagesControlsmonukumar98375No ratings yet
- WheelHorse Three Point Hitch 8-5421 Owners ManualDocument4 pagesWheelHorse Three Point Hitch 8-5421 Owners ManualKevins Small Engine and Tractor Service100% (1)
- ML C Ser c206hmm225Document15 pagesML C Ser c206hmm225mantenimientoaerosarayakuNo ratings yet
- ML B 200 B200amm466 PDFDocument18 pagesML B 200 B200amm466 PDFAlbanyNo ratings yet
- XL AM113 - en USDocument2 pagesXL AM113 - en USPatricio G. ArrienNo ratings yet
- Air Cooler Installation ManualDocument41 pagesAir Cooler Installation ManualAvijit DasguptaNo ratings yet
- Autopilot Servo - Maintenance PracticesDocument16 pagesAutopilot Servo - Maintenance PracticesEleazarNo ratings yet
- ArnottDocument23 pagesArnottJeremy CallinanNo ratings yet
- Balancing Tail RotorsDocument14 pagesBalancing Tail Rotorsjmam1992No ratings yet
- Chapter H - Parts Replacement & Repair Replacing Sensors & SwitchesDocument99 pagesChapter H - Parts Replacement & Repair Replacing Sensors & SwitchesolegNo ratings yet
- MOUNTING AND ALLIGNMENT PROCEDURE FOR Z Print 2Document9 pagesMOUNTING AND ALLIGNMENT PROCEDURE FOR Z Print 2SaniNo ratings yet
- COMPOSITE 639 Gear ShiftDocument8 pagesCOMPOSITE 639 Gear ShiftJan HavelNo ratings yet
- Verado 200-275 Workshop-2Document90 pagesVerado 200-275 Workshop-2Servicios Luna LSNo ratings yet
- Recoil Spring - Disassemble: Disassembly and AssemblyDocument6 pagesRecoil Spring - Disassemble: Disassembly and Assemblyeshopmanual limaNo ratings yet
- Proprietary Information: Downloaded From Manuals Search EngineDocument8 pagesProprietary Information: Downloaded From Manuals Search EngineManimaran MaranNo ratings yet
- Huong Dan Lap Dat DCL 220kVDocument16 pagesHuong Dan Lap Dat DCL 220kVkenlavie1No ratings yet
- DRRM 31Document32 pagesDRRM 31Yurii LembergNo ratings yet
- fuselajeDocument10 pagesfuselajeadulfo03455No ratings yet
- And Reverse: High Clutch ClutchDocument6 pagesAnd Reverse: High Clutch ClutchAnton FortovNo ratings yet
- Propeller Maintenance Manual 132A: Page 7-56 Rev. 22 Dec/20Document7 pagesPropeller Maintenance Manual 132A: Page 7-56 Rev. 22 Dec/20Alexis Kidema50% (2)
- © 2009 Cessna Aircraft CompanyDocument29 pages© 2009 Cessna Aircraft CompanyAntonio CorteNo ratings yet
- Continental Aileron Cable Rigging Event Criteria: Page 1Document11 pagesContinental Aileron Cable Rigging Event Criteria: Page 1Jose Miguel Atehortua ArenasNo ratings yet
- CSI - 2006-66 LiHa Change On Z-DriveDocument4 pagesCSI - 2006-66 LiHa Change On Z-DriveAlfonsus Toby PurnomoNo ratings yet
- Manually Deploy and Stow Translating SleevesDocument10 pagesManually Deploy and Stow Translating Sleevesphuong leNo ratings yet
- AMMDocument11 pagesAMMMikeNo ratings yet
- ML C 650 c65mm716Document8 pagesML C 650 c65mm716operacionesNo ratings yet
- Ge Ge752 User Manual 61 62Document2 pagesGe Ge752 User Manual 61 62RICHARDNo ratings yet
- Parts Replacement Manual For Dodge® Torque-Arm ™: Speed Reducers Straight Bore & Taper BushedDocument16 pagesParts Replacement Manual For Dodge® Torque-Arm ™: Speed Reducers Straight Bore & Taper BushedRomulo Davila GarciaNo ratings yet
- Identification: Drive Axle Noise DiagnosisDocument48 pagesIdentification: Drive Axle Noise DiagnosisRoberto Ortega MicalizziNo ratings yet
- Dokumen - Tips - Planmed Sophie Part2 ServicemanualDocument37 pagesDokumen - Tips - Planmed Sophie Part2 ServicemanualMohammed BenzaidiNo ratings yet
- Sostituzione Cuscinetto - Paraolio - Anteriore PDFDocument19 pagesSostituzione Cuscinetto - Paraolio - Anteriore PDFdario024No ratings yet
- Hydraulic Cylinders & Seal KitsDocument23 pagesHydraulic Cylinders & Seal KitsVIN PATNo ratings yet
- Wood Propellers: Installation, Operation, & Maintenance Integral Flange CrankshaftsDocument4 pagesWood Propellers: Installation, Operation, & Maintenance Integral Flange CrankshaftsPOUETNo ratings yet
- Instruction Manual Dodge Torque-Arm™ II Speed Reducers Ratios 5, 9, 15, 25, and 40:1Document29 pagesInstruction Manual Dodge Torque-Arm™ II Speed Reducers Ratios 5, 9, 15, 25, and 40:1DavidNo ratings yet
- Planetary Gear and Low Clutch S5,02,2: Automatic TransmissionDocument9 pagesPlanetary Gear and Low Clutch S5,02,2: Automatic TransmissionAnton FortovNo ratings yet
- Mounting Instruction (Short Version) : 1. Preparation 2. Lift Gear Mounting 3. Make Lift OperationalDocument1 pageMounting Instruction (Short Version) : 1. Preparation 2. Lift Gear Mounting 3. Make Lift OperationalVinícius CorrêaNo ratings yet
- Roll Trim - Maintenance PracticesDocument15 pagesRoll Trim - Maintenance Practicesron.bentonNo ratings yet
- Nose Landing Gear - Maintenance Practices 1. General: Page 1 of 14 Print Date: Mon Sep 25 02:29:33 CDT 2023Document14 pagesNose Landing Gear - Maintenance Practices 1. General: Page 1 of 14 Print Date: Mon Sep 25 02:29:33 CDT 2023lahiru0615No ratings yet
- Manual For 1215 Kva Rig AlternatorDocument18 pagesManual For 1215 Kva Rig Alternatorprem080910No ratings yet
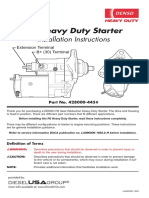
- DensoR5Starter Installation For Mercedes BenzDocument8 pagesDensoR5Starter Installation For Mercedes BenzJosé gamer MorenoNo ratings yet
- Skid Control Ecu Assy (LHD) : ReplacementDocument2 pagesSkid Control Ecu Assy (LHD) : ReplacementMichael EmsleyNo ratings yet
- Instruction Manual: Model: DC-325Document15 pagesInstruction Manual: Model: DC-325Keziah SantosNo ratings yet
- 199-538A KitDocument10 pages199-538A KitcarlosNo ratings yet
- CF90 Airend OverhaulDocument7 pagesCF90 Airend OverhaulHernan Elias Padilla MonroyNo ratings yet
- service and maintenance generalDocument32 pagesservice and maintenance generaladulfo03455No ratings yet
- 2004-2008 Toyota Solara: ApplicationsDocument8 pages2004-2008 Toyota Solara: Applicationslilo6romeroNo ratings yet
- Sensenich Ground Adjustable Propeller Log BookDocument12 pagesSensenich Ground Adjustable Propeller Log BookFaisNo ratings yet
- AFC05911Document10 pagesAFC05911eng_hamada_4uNo ratings yet
- 369D25100 Main Transmission Maintenance PracticesDocument7 pages369D25100 Main Transmission Maintenance PracticesJesus CastilloNo ratings yet
- DISC-O-FLEX COUPLING Installations& InstructionsDocument14 pagesDISC-O-FLEX COUPLING Installations& InstructionsbederinadmlNo ratings yet
- John Deere PowerTech 10.5L Diesel Base Engine Service Repair Technical Manual (CTM100)Document17 pagesJohn Deere PowerTech 10.5L Diesel Base Engine Service Repair Technical Manual (CTM100)laopaodunNo ratings yet
- 841 - Pdfsam - SM PC300LC, HD-8 A90001, A87001 Up CEBM018701Document80 pages841 - Pdfsam - SM PC300LC, HD-8 A90001, A87001 Up CEBM018701jaime bolivarNo ratings yet
- Main Shaft AssemblyDocument6 pagesMain Shaft AssemblyFrancis MartinezNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- reemplazo de las palas del rotor de colaDocument52 pagesreemplazo de las palas del rotor de colaadulfo03455No ratings yet
- RNP PPT HoneywellDocument28 pagesRNP PPT Honeywelladulfo03455No ratings yet
- Pilot's Guide KNS 81: Bendmng VOR/LOC/GS/RNAV Integrated System With Lbwaypoint CapabilityDocument27 pagesPilot's Guide KNS 81: Bendmng VOR/LOC/GS/RNAV Integrated System With Lbwaypoint Capabilityadulfo03455No ratings yet
- 400/500 Series Fde Prediction Instructions: Fault Detection and Exclusion (Fde)Document6 pages400/500 Series Fde Prediction Instructions: Fault Detection and Exclusion (Fde)adulfo03455No ratings yet
- 737 MCP GuideDocument14 pages737 MCP Guideadulfo03455No ratings yet
- EMS-D10 BrochureDocument2 pagesEMS-D10 Brochureadulfo03455No ratings yet
- Installation Instructions: 4300 Remote Broadband Access ConcentratorDocument22 pagesInstallation Instructions: 4300 Remote Broadband Access Concentratoradulfo03455No ratings yet
- Installation Manual and Operating Instructions: MD200-202/203/206/207 Series Course Deviation IndicatorDocument14 pagesInstallation Manual and Operating Instructions: MD200-202/203/206/207 Series Course Deviation Indicatoradulfo03455No ratings yet
- EFIS-D10 EFIS-D10A: Upgrade GuideDocument4 pagesEFIS-D10 EFIS-D10A: Upgrade Guideadulfo03455No ratings yet
- EFIS-D100 Pilot's User GuideDocument86 pagesEFIS-D100 Pilot's User Guideadulfo03455No ratings yet
- ,ROMNZ +1 Material: Date: 19825 141 PL Ne Woodinville WA 98072 (425) 402-0834Document4 pages,ROMNZ +1 Material: Date: 19825 141 PL Ne Woodinville WA 98072 (425) 402-0834adulfo03455No ratings yet
- Material: Date: 19825 141 PL Ne Woodinville WA 98072 (425) 402-0834Document4 pagesMaterial: Date: 19825 141 PL Ne Woodinville WA 98072 (425) 402-0834adulfo03455No ratings yet
- Installation Instructions For: EMS P/N 30-1010 00-01 Acura Integra 98-99 Acura 2.3CL 98-02 Honda Accord 99-00 Honda CivicDocument7 pagesInstallation Instructions For: EMS P/N 30-1010 00-01 Acura Integra 98-99 Acura 2.3CL 98-02 Honda Accord 99-00 Honda Civicadulfo03455No ratings yet
- EMS-D120 Installation GuideDocument70 pagesEMS-D120 Installation Guideadulfo03455No ratings yet
- Material: Date: 19825 141 PL Ne Woodinville WA 98072 (425) 402-0834Document4 pagesMaterial: Date: 19825 141 PL Ne Woodinville WA 98072 (425) 402-0834adulfo03455No ratings yet
- EFIS-D100 Installation GuideDocument98 pagesEFIS-D100 Installation Guideadulfo03455No ratings yet
- Systems Neuroscience and Rehabilitation (Surjo R. Soekadar, Niels Birbaumer Etc.) (Z-Library)Document154 pagesSystems Neuroscience and Rehabilitation (Surjo R. Soekadar, Niels Birbaumer Etc.) (Z-Library)Ashish RaiNo ratings yet
- WPQR3Document3 pagesWPQR3Dimitris NikouNo ratings yet
- 8101-01-07 Constructions - Student Guide Part 2Document4 pages8101-01-07 Constructions - Student Guide Part 2Jonathan AllmanNo ratings yet
- Instructions PDFDocument1 pageInstructions PDFNikola UroševićNo ratings yet
- Cat 2007 Productline EnglishDocument24 pagesCat 2007 Productline EnglishDan PatchNo ratings yet
- Paper at Jntu-HDocument14 pagesPaper at Jntu-HShruthi VenkatNo ratings yet
- Laya Marxlenin - CE152P-2 - E02 - Experiment2 - Module1Document5 pagesLaya Marxlenin - CE152P-2 - E02 - Experiment2 - Module1Marxlenin LayaNo ratings yet
- Agriculture AhmedabadDocument33 pagesAgriculture AhmedabadKrupam Thetenders.com100% (1)
- 03 Big Data Concepts - Providing Stucture To Unstructured DataDocument26 pages03 Big Data Concepts - Providing Stucture To Unstructured DataLow Wai LeongNo ratings yet
- Action ResearchDocument27 pagesAction Researchreymarie hermosillaNo ratings yet
- Cambridge International AS & A Level: Computer Science 9618/32Document12 pagesCambridge International AS & A Level: Computer Science 9618/32davieNo ratings yet
- Cse4001 Cloud-Computing TH 1.0 2 Cse4001Document2 pagesCse4001 Cloud-Computing TH 1.0 2 Cse4001sai22.ssbNo ratings yet
- Lzizj: Comprehensive Manuals of Surgical SpecialtiesDocument288 pagesLzizj: Comprehensive Manuals of Surgical SpecialtiesBeatriz BelottiNo ratings yet
- Measures of Central Tendency and Dispersion (Week-07)Document44 pagesMeasures of Central Tendency and Dispersion (Week-07)Sarmad Altaf Hafiz Altaf HussainNo ratings yet
- DP2 IaDocument13 pagesDP2 IaZ AlbertNo ratings yet
- Chem 120.1 Lab Sheet (Exercise No. 1)Document2 pagesChem 120.1 Lab Sheet (Exercise No. 1)Giema OrocNo ratings yet
- Japanese Book Recipes Digital VerDocument5 pagesJapanese Book Recipes Digital VerTheagenes ThasosNo ratings yet
- PDF DPWH Cost Estimation Manual For Low Rise Buildings DLDocument260 pagesPDF DPWH Cost Estimation Manual For Low Rise Buildings DLMichael Angelo Ballon100% (1)
- Essay About Reading Online VS Reading PhysicalDocument7 pagesEssay About Reading Online VS Reading PhysicalKener SevillaNo ratings yet
- Nature of Exchange Rate Risk & ExposureDocument67 pagesNature of Exchange Rate Risk & ExposureDebNo ratings yet
- Organic Reaction MechanismDocument15 pagesOrganic Reaction Mechanismrohit13339No ratings yet
- II Quickwrite 2016Document2 pagesII Quickwrite 2016api-292711328No ratings yet
- MC3x063A 1.5-A Peak Boost/Buck/Inverting Switching RegulatorsDocument30 pagesMC3x063A 1.5-A Peak Boost/Buck/Inverting Switching RegulatorsImadMehdiNo ratings yet
- Trouble Shooting FilingDocument6 pagesTrouble Shooting FilingTripurari KumarNo ratings yet
- University of The Philippines Open University IS 295a: Faculty-In-ChargeDocument3 pagesUniversity of The Philippines Open University IS 295a: Faculty-In-ChargeFernan EnadNo ratings yet
- Skylab 3 PAO Mission Commentary 3 of 6Document851 pagesSkylab 3 PAO Mission Commentary 3 of 6Bob AndrepontNo ratings yet
- CASE REPORT Vertigo PutriDocument20 pagesCASE REPORT Vertigo PutriRizqina PutriNo ratings yet
- Obo Commissioning 9Document75 pagesObo Commissioning 998257002No ratings yet
- RBLDocument19 pagesRBLD J GamingNo ratings yet
- Kinetic Theory of GasesDocument8 pagesKinetic Theory of GasesGupta GuptaNo ratings yet