Download as pdf or txt
You might also like
- ICE All ExercisesDocument10 pagesICE All ExercisesB Ninh100% (1)
- CDU DesignDocument8 pagesCDU DesignAnonymous DcE7fcjSwNo ratings yet
- Bode Plot: Example 6: Step 1: Rewrite The Transfer Function in Proper FormDocument3 pagesBode Plot: Example 6: Step 1: Rewrite The Transfer Function in Proper FormNabaz MuhamadNo ratings yet
- Distillation TowerDocument17 pagesDistillation TowerNabaz MuhamadNo ratings yet
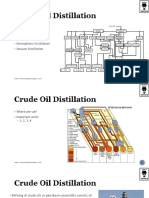
- Crude Oil DistillationDocument34 pagesCrude Oil Distillationfathi100% (2)
- Topping Process Using Different MethodologiesDocument11 pagesTopping Process Using Different MethodologiesIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Haldia Institute of Technology: Name: Bipasha Barai Class Roll No: 17/CHE/054 University Roll No: 10300617054Document9 pagesHaldia Institute of Technology: Name: Bipasha Barai Class Roll No: 17/CHE/054 University Roll No: 10300617054Roshan Kumar LohaniNo ratings yet
- Fallsem2016-17 2134 RM001 09-Aug-2016 Che2006 THDocument35 pagesFallsem2016-17 2134 RM001 09-Aug-2016 Che2006 THsinsnigNo ratings yet
- Petroleum Fractionation-Overview PDFDocument35 pagesPetroleum Fractionation-Overview PDFRiyad AliNo ratings yet
- Topping Process Using Different MethodologiesDocument11 pagesTopping Process Using Different MethodologiesR A Baffoe JrNo ratings yet
- Comaprison of Tray Position in Distillation ProcessDocument11 pagesComaprison of Tray Position in Distillation ProcessShieeplNo ratings yet
- PRP Unit - 3Document17 pagesPRP Unit - 3Abdul GhafoorNo ratings yet
- Crude Oil Refining (Crude Oil DistillationDocument12 pagesCrude Oil Refining (Crude Oil Distillationشيبوب shaibobNo ratings yet
- Generalized Equation For Thermophysical PropertiesDocument5 pagesGeneralized Equation For Thermophysical PropertiesAbderrahim HAMDAOUINo ratings yet
- Vacuum Distillation in Petroleum RefiningDocument3 pagesVacuum Distillation in Petroleum RefiningUsama Malik100% (1)
- Oil Ref Walk ThroughDocument7 pagesOil Ref Walk ThroughSumedh SinghNo ratings yet
- DistillationDocument25 pagesDistillationMohammadAslam100% (1)
- C CC CC: CCCCCCCCCCCCCCCCDocument27 pagesC CC CC: CCCCCCCCCCCCCCCCMuhammadTanzeeLUsmanNo ratings yet
- 6 Crude Oil RefiningDocument57 pages6 Crude Oil RefiningAkashNo ratings yet
- A Turbine Flow Meter Is A Widely Used Tool For Measuring The Rate of Flow of A Given FluidakamDocument10 pagesA Turbine Flow Meter Is A Widely Used Tool For Measuring The Rate of Flow of A Given FluidakamIbrahimNo ratings yet
- Fractional DistillationDocument2 pagesFractional DistillationSaeed AbdNo ratings yet
- Fractional DistillationDocument5 pagesFractional Distillationwayen8100% (1)
- 2520.petroleum Refinery Distillation by Robert N. WatkinsDocument162 pages2520.petroleum Refinery Distillation by Robert N. Watkinsnchoniates100% (5)
- PFD ProDocument6 pagesPFD Proanasaie2No ratings yet
- Fluid Catalytic Craking Unit (Fccu)Document6 pagesFluid Catalytic Craking Unit (Fccu)Nitin VarshneyNo ratings yet
- Refining Crude Oil: Step 1 - SeparationDocument24 pagesRefining Crude Oil: Step 1 - Separationho-faNo ratings yet
- Refining Crude OilDocument24 pagesRefining Crude OilalagurmNo ratings yet
- Generalized Equation For Thermophysical PropertiesDocument5 pagesGeneralized Equation For Thermophysical PropertiesAmmar .kNo ratings yet
- Crude Oil and Product Properties 2nd Lecture 2nd Stage 2021 2022Document20 pagesCrude Oil and Product Properties 2nd Lecture 2nd Stage 2021 2022Montazer WorkNo ratings yet
- FuelsDocument44 pagesFuelsfirst lastNo ratings yet
- Petroleum Technology-Part Iii: The Process & Technology of CrackingDocument23 pagesPetroleum Technology-Part Iii: The Process & Technology of CrackingSrikrishnan KrishNo ratings yet
- Fractional DestilationDocument6 pagesFractional DestilationCarlos Luis Esquerdo MarcanoNo ratings yet
- Uses of The Components of Crude Oil As FuelsDocument6 pagesUses of The Components of Crude Oil As FuelsPearl LawrenceNo ratings yet
- Study This Diagram of The Oil Distillation Process. Circle T (True) or F (False) in The DescriptionDocument3 pagesStudy This Diagram of The Oil Distillation Process. Circle T (True) or F (False) in The DescriptionMahes WaranNo ratings yet
- Unit 3Document11 pagesUnit 3Shreyash UtekarNo ratings yet
- Controls and InstrumentationDocument4 pagesControls and InstrumentationEr WinNo ratings yet
- Sami Matar Ph.d. Lewis F. Hatch Ph.d. Chemistry of Petrochemical Processes 2001 Gulf Professional Publishing 62 68Document7 pagesSami Matar Ph.d. Lewis F. Hatch Ph.d. Chemistry of Petrochemical Processes 2001 Gulf Professional Publishing 62 68Gómez Aguilar Angelica BelenNo ratings yet
- 1585827821conversion ProcessesDocument7 pages1585827821conversion Processesحسين مهديNo ratings yet
- Petroleum Refining (2 of 3)Document247 pagesPetroleum Refining (2 of 3)Chuah Chong YangNo ratings yet
- Chapter 2Document8 pagesChapter 2Micaiah Cyril DasNo ratings yet
- Cdu PDFDocument7 pagesCdu PDFFahad S. EdhamNo ratings yet
- Technip Separations PDFDocument48 pagesTechnip Separations PDFProcess Engineer100% (1)
- CHE 1014 Petroleum Technology: Unit 2 Petroleum (CRUDE OIL) Topic: Crude Oil DistillationDocument26 pagesCHE 1014 Petroleum Technology: Unit 2 Petroleum (CRUDE OIL) Topic: Crude Oil DistillationpranavNo ratings yet
- Subject Name: Petroleum Refining and Petrochemicals Semester - Viii (Chem) Chapter Name: Treatment TechniquesDocument9 pagesSubject Name: Petroleum Refining and Petrochemicals Semester - Viii (Chem) Chapter Name: Treatment TechniquesMohit SutharNo ratings yet
- Packies Method (Pages 09 To 25) (Watkins)Document162 pagesPackies Method (Pages 09 To 25) (Watkins)Neha Madan100% (1)
- Liquid FuelsDocument21 pagesLiquid FuelsvaibhavNo ratings yet
- Petroleum Distillation and Adulterants in Petroleum ProductsDocument4 pagesPetroleum Distillation and Adulterants in Petroleum ProductsSachin ashokNo ratings yet
- Petrochemical ProcessDocument20 pagesPetrochemical Processsanjeevs01No ratings yet
- Crude OilDocument5 pagesCrude OilAieysha AndrewsNo ratings yet
- Chapter 4Document31 pagesChapter 4Ameer AlawadiNo ratings yet
- Fluid Catalytic Cracking - WikipediaDocument53 pagesFluid Catalytic Cracking - WikipediaManojkumarNo ratings yet
- Comparison of Diesel and Petrol EnginesFrom EverandComparison of Diesel and Petrol EnginesRating: 2.5 out of 5 stars2.5/5 (3)
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- NPTEL Online-Kinematic-ExercisesDocument1 pageNPTEL Online-Kinematic-ExercisesNabaz MuhamadNo ratings yet
- Construction of Typical Piping ComponentsDocument10 pagesConstruction of Typical Piping ComponentsNabaz MuhamadNo ratings yet
- Homework 2Document1 pageHomework 2Nabaz MuhamadNo ratings yet
- Microfluidics and Nanofluidics Products BrochureDocument42 pagesMicrofluidics and Nanofluidics Products BrochureNabaz MuhamadNo ratings yet
- Distillation TowerDocument17 pagesDistillation TowerNabaz MuhamadNo ratings yet
- Contact Analysis On Large Negative Clearance Four-Point Contact Ball BearingDocument5 pagesContact Analysis On Large Negative Clearance Four-Point Contact Ball BearingNabaz MuhamadNo ratings yet
- 1711704498855Document59 pages1711704498855Nabaz MuhamadNo ratings yet
- New Microsoft PowerPoint PresentationDocument12 pagesNew Microsoft PowerPoint PresentationNabaz MuhamadNo ratings yet
- indoor air quality control for human healthDocument22 pagesindoor air quality control for human healthNabaz MuhamadNo ratings yet
- Content and Format of A SpecificationDocument2 pagesContent and Format of A SpecificationNabaz MuhamadNo ratings yet
- رەتسام (ىرۆپسپ Construction materials &Structure) : References Topics Subject NoDocument20 pagesرەتسام (ىرۆپسپ Construction materials &Structure) : References Topics Subject NoNabaz MuhamadNo ratings yet
- SPCOmponent and The Component DataDocument2 pagesSPCOmponent and The Component DataNabaz MuhamadNo ratings yet
- Connection Compatibility TableDocument1 pageConnection Compatibility TableNabaz MuhamadNo ratings yet
- Standard Command ToolsDocument6 pagesStandard Command ToolsNabaz MuhamadNo ratings yet
- MODELDocument54 pagesMODELNabaz MuhamadNo ratings yet
- ESPDocument27 pagesESPNabaz MuhamadNo ratings yet
- VALVEDocument13 pagesVALVENabaz MuhamadNo ratings yet
- Find The Gain Margin and The180 Frequency For The Problem Below If K 100Document2 pagesFind The Gain Margin and The180 Frequency For The Problem Below If K 100Nabaz MuhamadNo ratings yet
- Example 1: Straightforward Case, No Special ConditionsDocument16 pagesExample 1: Straightforward Case, No Special ConditionsNabaz MuhamadNo ratings yet
- Bode Plot: Example 7: Step 1: Rewrite The Transfer Function in Proper FormDocument2 pagesBode Plot: Example 7: Step 1: Rewrite The Transfer Function in Proper FormNabaz MuhamadNo ratings yet
- Bode Plot: Example 5: Step 1: Rewrite The Transfer Function in Proper FormDocument3 pagesBode Plot: Example 5: Step 1: Rewrite The Transfer Function in Proper FormNabaz MuhamadNo ratings yet
- Bode Plot: Example 1: Step 1: Rewrite The Transfer Function in Proper FormDocument2 pagesBode Plot: Example 1: Step 1: Rewrite The Transfer Function in Proper FormNabaz MuhamadNo ratings yet
- Bode Plot: Example 3: Step 1: Rewrite The Transfer Function in Proper FormDocument2 pagesBode Plot: Example 3: Step 1: Rewrite The Transfer Function in Proper FormNabaz MuhamadNo ratings yet
- Fourth Project-Static 2-1Document10 pagesFourth Project-Static 2-1Nabaz MuhamadNo ratings yet
- Bode Plot: Example 4: Step 1: Rewrite The Transfer Function in Proper FormDocument2 pagesBode Plot: Example 4: Step 1: Rewrite The Transfer Function in Proper FormNabaz MuhamadNo ratings yet
- Bode Plot: Example 2: Step 1: Rewrite The Transfer Function in Proper FormDocument3 pagesBode Plot: Example 2: Step 1: Rewrite The Transfer Function in Proper FormNabaz MuhamadNo ratings yet
- CBLM Gasoline Fuel SystemDocument108 pagesCBLM Gasoline Fuel SystemNereo ReoliquioNo ratings yet
- What Is Clean DieselDocument3 pagesWhat Is Clean DieselMeleștean MihaiNo ratings yet
- Octane NumberDocument2 pagesOctane NumberRaghavMaheshwariNo ratings yet
- MMB 304S-11 - Manual - 1996Document160 pagesMMB 304S-11 - Manual - 1996Centrifugal SeparatorNo ratings yet
- MT13-Repair manual-English-PendingDocument217 pagesMT13-Repair manual-English-PendingLewis j PiñerosNo ratings yet
- Parts Catalog Engine Generator SDG60S 3A2Document36 pagesParts Catalog Engine Generator SDG60S 3A2Вячелав ЕгоровNo ratings yet
- QT 004 Brochure PagesDocument8 pagesQT 004 Brochure PagesMuhammad FarriszuanNo ratings yet
- General Specifications Hydraulic System: Based On Machine ConfigurationDocument1 pageGeneral Specifications Hydraulic System: Based On Machine ConfigurationEmrah MertyürekNo ratings yet
- Fuel System - Prime: NoticeDocument6 pagesFuel System - Prime: NoticebejoythomasNo ratings yet
- Komatsu Engine 614 Workshop Manuals 2Document7 pagesKomatsu Engine 614 Workshop Manuals 2hector100% (62)
- Workshop Manual: of Moped BabettaDocument36 pagesWorkshop Manual: of Moped Babettavespistas0% (1)
- Ytp45Rsc: Enclosed Set Open SetDocument2 pagesYtp45Rsc: Enclosed Set Open Setsammy muisyoNo ratings yet
- Unit 2Document28 pagesUnit 2maniNo ratings yet
- Schedule Alat Dan Man PowerDocument3 pagesSchedule Alat Dan Man PowerBagas Lesta CoratiesNo ratings yet
- Guidelines Low Load HFODocument11 pagesGuidelines Low Load HFOVu Tung Linh100% (1)
- PT Stat ReportDocument4 pagesPT Stat ReportCarlos Redondo BenitezNo ratings yet
- Diesel and LPG Forklift Trucks: D15S / D18S-5 & D20SC-5 G15S / G18S-5 & G20SC-5Document6 pagesDiesel and LPG Forklift Trucks: D15S / D18S-5 & D20SC-5 G15S / G18S-5 & G20SC-5TASHKEELNo ratings yet
- Production of Hydroprocessed Esters and Fatty AcidDocument14 pagesProduction of Hydroprocessed Esters and Fatty Acidkanbur.191No ratings yet
- TankerTherm 2016Document2 pagesTankerTherm 2016jpsingh75No ratings yet
- EngineDocument21 pagesEngineCHERRY ANN OLAJAYNo ratings yet
- 1100 Series: Diesel Engine - ElectropakDocument2 pages1100 Series: Diesel Engine - ElectropakRexelynNo ratings yet
- Maintenance Manual FOR Jabiru 2200 Aircraft Engine Jabiru 3300 Aircraft Engine DOCUMENT No. JEM0002-9 Dated: 8 Nov 2019Document103 pagesMaintenance Manual FOR Jabiru 2200 Aircraft Engine Jabiru 3300 Aircraft Engine DOCUMENT No. JEM0002-9 Dated: 8 Nov 2019Ricardo UrioNo ratings yet
- 1KD Engine Repair Manual Section 1 (Troubleshooting) Pub. No. CE302Document298 pages1KD Engine Repair Manual Section 1 (Troubleshooting) Pub. No. CE302ManuelNo ratings yet
- Biofuel: A Type of Renewable Energy Source Derived From Microbial, Plant, or Animal MaterialsDocument9 pagesBiofuel: A Type of Renewable Energy Source Derived From Microbial, Plant, or Animal MaterialsVatsalaa ToshniwalNo ratings yet
- SM 25Document169 pagesSM 25loreno muntiadiNo ratings yet
- New 47 CoxswainDocument27 pagesNew 47 CoxswainEdgar MartínNo ratings yet
- IMASMEX - TKT Company ProfileDocument38 pagesIMASMEX - TKT Company ProfileCaliman VictorNo ratings yet
- MS HandOut 02Document1 pageMS HandOut 02mark anthony espirituNo ratings yet
- Manual Calibracion VXDocument64 pagesManual Calibracion VXCoque de LunaNo ratings yet