Download as pdf or txt
You might also like
- 140 Ijmperdjun2019140Document10 pages140 Ijmperdjun2019140TJPRC PublicationsNo ratings yet
- JMMMEV7A7 MoustafDocument7 pagesJMMMEV7A7 Moustafmohamed aliNo ratings yet
- 1 s2.0 S0257897221006563 MainDocument8 pages1 s2.0 S0257897221006563 Maintaufikrosly5750No ratings yet
- Coatings 13 00366Document4 pagesCoatings 13 00366Marc VeilleNo ratings yet
- Role of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewDocument12 pagesRole of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewTJPRC PublicationsNo ratings yet
- Sliding Wear Maps For AZ31 Magnesium Alloy Reinforced With Thin Walled Hollow Alumina MicrospheresDocument12 pagesSliding Wear Maps For AZ31 Magnesium Alloy Reinforced With Thin Walled Hollow Alumina MicrospheresSOZHARAJANNo ratings yet
- Mechanical, Tribological, and Electrochemical Evaluation of NiCrAlMoFe Thermally Sprayed Coatings Subject To Post-TreatmentsDocument14 pagesMechanical, Tribological, and Electrochemical Evaluation of NiCrAlMoFe Thermally Sprayed Coatings Subject To Post-Treatmentslidia.baiamonteNo ratings yet
- Tribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniDocument8 pagesTribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniTugay ArıçNo ratings yet
- Applied Surface Science Advances: P.N. Belkin, S.A. Kusmanov, E.V. ParfenovDocument30 pagesApplied Surface Science Advances: P.N. Belkin, S.A. Kusmanov, E.V. ParfenovKaren AnnNo ratings yet
- Surface & Coatings Technology: Zheng Wei, Yuping Wu, Sheng Hong, Jiangbo Cheng, Lei Qiao, Jie Cheng, Shuaishuai ZhuDocument11 pagesSurface & Coatings Technology: Zheng Wei, Yuping Wu, Sheng Hong, Jiangbo Cheng, Lei Qiao, Jie Cheng, Shuaishuai ZhuFrancisco OppsNo ratings yet
- Materials 14 06575 v3Document18 pagesMaterials 14 06575 v3THANADOL KAMSRINo ratings yet
- 08 Alil Tima11Document6 pages08 Alil Tima11Ana AlilNo ratings yet
- 1 s2.0 S0257897224002445 MainDocument13 pages1 s2.0 S0257897224002445 MainArunNo ratings yet
- 6.materials Today ProceedingsDocument11 pages6.materials Today ProceedingsKannan ChidambaramNo ratings yet
- 2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiDocument11 pages2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiCesar Fernando BenavidesNo ratings yet
- Research Article: Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary StudyDocument10 pagesResearch Article: Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary StudyZvonimir OpicNo ratings yet
- Journal 8Document11 pagesJournal 8SREEJITH S NAIRNo ratings yet
- Materials Science & Engineering ADocument10 pagesMaterials Science & Engineering AC_rovereNo ratings yet
- Enhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingDocument9 pagesEnhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingSharan KumarNo ratings yet
- Effect of Rare Earth Elements and Their Oxides On Tribo-Mechanical Performance of Laser Claddings: A ReviewDocument16 pagesEffect of Rare Earth Elements and Their Oxides On Tribo-Mechanical Performance of Laser Claddings: A ReviewPauloDyerNo ratings yet
- Helisel Dişli Isıl İşlemDocument8 pagesHelisel Dişli Isıl İşlemBuğraYıldızNo ratings yet
- 1 s2.0 S025789721630901X MainDocument7 pages1 s2.0 S025789721630901X MainBrunoNo ratings yet
- W 4 Technology Conclave IIDocument10 pagesW 4 Technology Conclave IINarasimha DvlNo ratings yet
- Research Article Corrosion and Hardness Behaviour of Al/GO Nanocomposites Processed by The Ultrasonic Gravitational Stir Casting MethodDocument8 pagesResearch Article Corrosion and Hardness Behaviour of Al/GO Nanocomposites Processed by The Ultrasonic Gravitational Stir Casting MethodNexgen TechnologyNo ratings yet
- J C Díaz-GuillénDocument14 pagesJ C Díaz-GuillénKArenNo ratings yet
- Journal Homepage: - : IntroductionDocument16 pagesJournal Homepage: - : IntroductionIJAR JOURNALNo ratings yet
- Experimental Investigations of Sol-Gel Process Parameters For Wear Reduction On Thermal Barrier Coated AA2024 Aluminum Alloys With The Use of Taguchi-Based OptimizationDocument12 pagesExperimental Investigations of Sol-Gel Process Parameters For Wear Reduction On Thermal Barrier Coated AA2024 Aluminum Alloys With The Use of Taguchi-Based OptimizationGani PateelNo ratings yet
- Materials Characterization: Kanhu Charan Nayak, Prashant P. DateDocument24 pagesMaterials Characterization: Kanhu Charan Nayak, Prashant P. DateSanti Osorio DiezNo ratings yet
- Effect of Build Thickness and Geometry On Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam MeltingDocument17 pagesEffect of Build Thickness and Geometry On Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam MeltingDiep BerteauNo ratings yet
- s40033 023 00519 1Document11 pagess40033 023 00519 1ชลธิชา โยชาลีNo ratings yet
- Effect of Laser Shock Peening On Microstructure and Mechanical Properties of TiC Strengthened Inconel 625 Alloy Processed by Selective Laser MeltingDocument12 pagesEffect of Laser Shock Peening On Microstructure and Mechanical Properties of TiC Strengthened Inconel 625 Alloy Processed by Selective Laser MeltingVamsi ApuroopNo ratings yet
- Effect Of Α‑Al And Si Precipitates On Microstructural Evaluation And Corrosion Behavior Of Laser Powder Bed Fusion Printed Alsi10Mg Plates In Seawater EnvironmentDocument18 pagesEffect Of Α‑Al And Si Precipitates On Microstructural Evaluation And Corrosion Behavior Of Laser Powder Bed Fusion Printed Alsi10Mg Plates In Seawater Environmentsai charanNo ratings yet
- Raja R. Et Al 2023Document19 pagesRaja R. Et Al 2023Shazman NabiNo ratings yet
- Rare MetalsDocument10 pagesRare MetalssrijroxNo ratings yet
- Microwave Cladding of Inconel-625 On Mild Steel Substrate For Corrosion ProtectionDocument10 pagesMicrowave Cladding of Inconel-625 On Mild Steel Substrate For Corrosion ProtectionMUHAMMED FAISALNo ratings yet
- Ni (Al2o3) AZ91E-Mechanical Properties-Sameerkumar2017Document13 pagesNi (Al2o3) AZ91E-Mechanical Properties-Sameerkumar2017Deva RajNo ratings yet
- Accumulative Roll Bonding Fabrication, Tensile and Corrosion Characterization of ZnAl Multilayered CompositesDocument11 pagesAccumulative Roll Bonding Fabrication, Tensile and Corrosion Characterization of ZnAl Multilayered CompositesErfan SalahinejadNo ratings yet
- Coatings 13 01349Document16 pagesCoatings 13 01349cpucheNo ratings yet
- Applied Surface Science: Yanhua Zhao, Jie Sun, Jianfeng LiDocument9 pagesApplied Surface Science: Yanhua Zhao, Jie Sun, Jianfeng LiAnkushNo ratings yet
- 1 s2.0 S0257897222000330 MainDocument14 pages1 s2.0 S0257897222000330 MainLiviu BadeaNo ratings yet
- Characterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationDocument6 pagesCharacterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationKavitha SNo ratings yet
- Nanomaterials 11 03298Document12 pagesNanomaterials 11 03298Liviu BadeaNo ratings yet
- Material-Stellite-Frictional ChangesDocument15 pagesMaterial-Stellite-Frictional Changesemperor_vamsiNo ratings yet
- High Ductility Aluminum Alloy Made From Powder by Friction ExtrusionDocument6 pagesHigh Ductility Aluminum Alloy Made From Powder by Friction ExtrusionRaistlin1No ratings yet
- Surface & Coatings Technology: 2 2 Shudan Li, Defu Liu, Guan Liu, Siwei Xin, Zixin Deng, Chunye Li, Tao ChenDocument18 pagesSurface & Coatings Technology: 2 2 Shudan Li, Defu Liu, Guan Liu, Siwei Xin, Zixin Deng, Chunye Li, Tao Chenthomasalbatros137No ratings yet
- Hard Anodizing of Aerospace AA7075-T6 Aluminum Alloy For Improving Surface PropertiesDocument9 pagesHard Anodizing of Aerospace AA7075-T6 Aluminum Alloy For Improving Surface PropertiesRidwan TauhidNo ratings yet
- Surface & Coatings Technology: Luo Sihai, He Weifeng, Zhou Liucheng, Nie Xiangfan, Li YinghongDocument8 pagesSurface & Coatings Technology: Luo Sihai, He Weifeng, Zhou Liucheng, Nie Xiangfan, Li YinghongGoutham AnandaNo ratings yet
- Journal Pre-Proof: Journal of Materials Research and TechnologyDocument18 pagesJournal Pre-Proof: Journal of Materials Research and TechnologyMahnooshNo ratings yet
- Study of The Effect of Functionalization With Inhibitors On The Corrosion Properties of PEO-coated Additive Manufactured AlSi10Mg AlloyDocument15 pagesStudy of The Effect of Functionalization With Inhibitors On The Corrosion Properties of PEO-coated Additive Manufactured AlSi10Mg Alloyemma.fumaratiNo ratings yet
- Nanocoatings: Randa Abdel-KarimDocument37 pagesNanocoatings: Randa Abdel-KarimEnrique FrancoNo ratings yet
- ALD Interlayer For Sputtered TiNDocument10 pagesALD Interlayer For Sputtered TiNJBertrandNo ratings yet
- Evaluation of Wear and Corrosion Properties of AA6Document9 pagesEvaluation of Wear and Corrosion Properties of AA6ChukkaNo ratings yet
- Arrabal 2009Document8 pagesArrabal 2009manoj kumar GNo ratings yet
- Influence of ZN and MG Alloying On The Corrosion Resistance Properties of Al Coating Applied by Arc Thermal Spray Process in Simulated Weather SolutionDocument13 pagesInfluence of ZN and MG Alloying On The Corrosion Resistance Properties of Al Coating Applied by Arc Thermal Spray Process in Simulated Weather SolutionMarlon Steven PerazaNo ratings yet
- Synergistic Corrosion Mitigation Appraisal of Coal Tar Epoxy Duplex Coating System by Spectroscopic and Microscopic TechniquesDocument9 pagesSynergistic Corrosion Mitigation Appraisal of Coal Tar Epoxy Duplex Coating System by Spectroscopic and Microscopic TechniquesLê Tuấn HùngNo ratings yet
- Dry Sliding WearDocument22 pagesDry Sliding WearNishithNo ratings yet
- An Effect On Wear Characteristics of Nano-Al O Particulates Reinforced Al7075 Metal Matrix CompositeDocument8 pagesAn Effect On Wear Characteristics of Nano-Al O Particulates Reinforced Al7075 Metal Matrix CompositeTJPRC PublicationsNo ratings yet
- Positesb 2015 06 018Document13 pagesPositesb 2015 06 018safaaNo ratings yet
- Microstructure and Mechanical Properties of Plasma Sprayed Al O - 13%tio Ceramic CoatingDocument6 pagesMicrostructure and Mechanical Properties of Plasma Sprayed Al O - 13%tio Ceramic CoatingJames Prajwal PrajuNo ratings yet
- Tcfe 8Document1 pageTcfe 8Radwan AlahmhNo ratings yet
- Bainite in SteelDocument12 pagesBainite in Steelsathyadevi konnurNo ratings yet
- LECO GDS Configuration Request Form: To Be Filled Out by Leco Sales - Not by ProspectDocument3 pagesLECO GDS Configuration Request Form: To Be Filled Out by Leco Sales - Not by ProspectOscar MartinezNo ratings yet
- Hardfacing For Valves - Materials and ProcessesDocument3 pagesHardfacing For Valves - Materials and ProcessesiJordanScribdNo ratings yet
- Ahmed Lab ReportDocument10 pagesAhmed Lab ReportM. AhmedNo ratings yet
- Metallurgical Coke and ManufactureDocument9 pagesMetallurgical Coke and ManufactureThomasNo ratings yet
- Maraging Steels For Aero Space ApplicationDocument33 pagesMaraging Steels For Aero Space ApplicationKalikota Prasad100% (1)
- Saep 1101Document50 pagesSaep 1101mathew.genesis.inspNo ratings yet
- Nickle Based SuperalloyDocument25 pagesNickle Based SuperalloyLavesh Kumar100% (1)
- Introduction To Stainless SteelDocument19 pagesIntroduction To Stainless Steelkrishna chiruNo ratings yet
- Project Work Complete (CHIJIOKE)Document119 pagesProject Work Complete (CHIJIOKE)Ojadi ChijiokeNo ratings yet
- Indo-German Tool Room, Aurangabad: Chapter OutlineDocument15 pagesIndo-German Tool Room, Aurangabad: Chapter OutlinejishnuNo ratings yet
- STRUCTURE Feb21 DigitalDocument45 pagesSTRUCTURE Feb21 DigitalJe-sim'iel AbinalNo ratings yet
- Astm A182 A182m f904lDocument1 pageAstm A182 A182m f904lestimationNo ratings yet
- Chap 4 Metals StudentsDocument35 pagesChap 4 Metals StudentsmaiNo ratings yet
- 300+ TOP ENGINEERING Materials Questions and Answers PDFDocument25 pages300+ TOP ENGINEERING Materials Questions and Answers PDFAssets Management Group NME Pkg-9- 3134No ratings yet
- Electromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysDocument4 pagesElectromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar Alloysfredy lopezNo ratings yet
- Recent Developments in High Temperature Heat Exchangers: A ReviewDocument15 pagesRecent Developments in High Temperature Heat Exchangers: A Reviewnantha kumarNo ratings yet
- Subject: Manufacturing Technology-Ilab: A. IntroductionDocument2 pagesSubject: Manufacturing Technology-Ilab: A. IntroductionIndrajeet SinghNo ratings yet
- 3 Information Series The Welding of Stainless Steel MaterialDocument6 pages3 Information Series The Welding of Stainless Steel MaterialRamzi BEN AHMEDNo ratings yet
- Aluminium Foam E28093 Structure Properties and BenefitssDocument9 pagesAluminium Foam E28093 Structure Properties and BenefitssrendyNo ratings yet
- 1251 100 100 020 Rev 1 Surface Preparation and Painting SpecificationDocument29 pages1251 100 100 020 Rev 1 Surface Preparation and Painting SpecificationMohamed KHODJANo ratings yet
- A Study On Behavior of Materials UnderDocument17 pagesA Study On Behavior of Materials UnderIlker CetinNo ratings yet
- Coating Types and FunctionsDocument2 pagesCoating Types and FunctionsRaheel Neo AhmadNo ratings yet
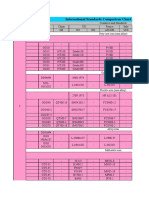
- Iron International StandardsDocument2 pagesIron International StandardsAmir MusaibNo ratings yet
- IronDocument78 pagesIronumairNo ratings yet
- Tech Uddeholm-Orvar-Supreme enDocument12 pagesTech Uddeholm-Orvar-Supreme enSteve OoiNo ratings yet
- Lec-6 Kig4042 Process-Selection - Cost 2022-01-14 v1.1 HandoutDocument32 pagesLec-6 Kig4042 Process-Selection - Cost 2022-01-14 v1.1 HandoutGancelot LimNo ratings yet
- ECS 3-10-1 - 2 - 800871cdDocument14 pagesECS 3-10-1 - 2 - 800871cdFlorin Daniel AnghelNo ratings yet
- Reheat Cracking-A Review of Recent StudiesDocument31 pagesReheat Cracking-A Review of Recent Studiesagilan89No ratings yet