Download as pdf or txt
You might also like
- CalculationDocument3 pagesCalculationalvin calimbas83% (23)
- Worksheet Act. 8Document3 pagesWorksheet Act. 8ALDRISCHE TYRONNE TORIBIO JINGCONo ratings yet
- SUPAC Mfg. Equipment Addendum Guidance 11-25-14 PDFDocument33 pagesSUPAC Mfg. Equipment Addendum Guidance 11-25-14 PDFP S R PrasadNo ratings yet
- J112241104-陳裕民 (期末報告) -113 05 27Document25 pagesJ112241104-陳裕民 (期末報告) -113 05 27foak1999No ratings yet
- Thermal Properties of Carbon-Containing Iron Ore Composite Prepared by Vapor Deposition of Tar For LimoniteDocument14 pagesThermal Properties of Carbon-Containing Iron Ore Composite Prepared by Vapor Deposition of Tar For LimonitefaizahNo ratings yet
- Studies of A Quenched Cupola: Ricardo E. Aristizábal, Paula A. Pérez Seymour Katz Mark E. BauerDocument10 pagesStudies of A Quenched Cupola: Ricardo E. Aristizábal, Paula A. Pérez Seymour Katz Mark E. BauerDiego MoralesNo ratings yet
- 1-s2.0-S0378382022002016-main (銅渣中有價金屬及廢熱 回收研究進展)Document15 pages1-s2.0-S0378382022002016-main (銅渣中有價金屬及廢熱 回收研究進展)foak1999No ratings yet
- Metals 12 01170Document15 pagesMetals 12 01170John TorrezNo ratings yet
- Smelting Studies For Recovery of IronDocument11 pagesSmelting Studies For Recovery of IronPRACHIPRAVA PRADHANNo ratings yet
- Fe-CATALYZED CARBON NANOTUBE FORMATIONDocument9 pagesFe-CATALYZED CARBON NANOTUBE FORMATIONNasir UddinNo ratings yet
- Addition of Renewable Carbon To Liquid Steel: Plant Trials at Onesteel Sydney Steel MillDocument13 pagesAddition of Renewable Carbon To Liquid Steel: Plant Trials at Onesteel Sydney Steel MillRidwand KartikaNo ratings yet
- Mill ScaleDocument6 pagesMill ScaleJhovanny RendónNo ratings yet
- Biomass and Bioenergy: Asem Hussein, Faïcal Larachi, Donald Ziegler, Houshang AlamdariDocument13 pagesBiomass and Bioenergy: Asem Hussein, Faïcal Larachi, Donald Ziegler, Houshang AlamdariMadhanNo ratings yet
- Fischer-Tropsch Synthesis by Carbon Dioxide Hydrogenation On Fe-Based CatalystsDocument14 pagesFischer-Tropsch Synthesis by Carbon Dioxide Hydrogenation On Fe-Based CatalystsAna Paula GrangeiroNo ratings yet
- The Behaviour of Coke in Submerged Arc Furnace Smelting of FerromanganeseDocument11 pagesThe Behaviour of Coke in Submerged Arc Furnace Smelting of FerromanganeseSuljic AlminNo ratings yet
- Module 1 Activity No. 1Document5 pagesModule 1 Activity No. 1Benz DyNo ratings yet
- Productive Recycling of BOF Sludge in Integrated PlantDocument5 pagesProductive Recycling of BOF Sludge in Integrated PlantJorge MadiasNo ratings yet
- khaleel2012Document3 pageskhaleel2012Hira AmanullahNo ratings yet
- Energy: Ivan Najdenov, Karlo T. Rai C, Gordana KokezaDocument9 pagesEnergy: Ivan Najdenov, Karlo T. Rai C, Gordana Kokeza......No ratings yet
- DownloadfileDocument8 pagesDownloadfileyo makNo ratings yet
- Chemical and Mineralogical Analysis of Reformed Slag During Iron Recovery From Copper Slag in The Reduction SmeltingDocument11 pagesChemical and Mineralogical Analysis of Reformed Slag During Iron Recovery From Copper Slag in The Reduction SmeltingMarcela diaz riveraNo ratings yet
- Alkali Metal 2 OxidizationDocument10 pagesAlkali Metal 2 Oxidizationaayush4995No ratings yet
- Electric Arc Furnace With Oxygen ReactionpdfDocument9 pagesElectric Arc Furnace With Oxygen ReactionpdfMarisa RobertsNo ratings yet
- Communication: Recovery of Multi-Metallic Components From Bottom Ash by Smelting Reduction Under Plasma EnvironmentDocument4 pagesCommunication: Recovery of Multi-Metallic Components From Bottom Ash by Smelting Reduction Under Plasma EnvironmentKali SabatNo ratings yet
- Recovery of Iron From Electric Arc Furnace Slag EfDocument6 pagesRecovery of Iron From Electric Arc Furnace Slag EfguerguerNo ratings yet
- Marina A. Ermakova, Dmitry Yu. Ermakov, Andrey L. Chuvilin, and Gennady G. KuvshinovDocument15 pagesMarina A. Ermakova, Dmitry Yu. Ermakov, Andrey L. Chuvilin, and Gennady G. Kuvshinovjocy1989No ratings yet
- ITmk3 TechnologyDocument8 pagesITmk3 Technologyferozcan100% (1)
- The Behaviour of Coke in Submerged Arc FDocument11 pagesThe Behaviour of Coke in Submerged Arc FosamaaaNo ratings yet
- Direct Reduction-Are We Moving in The Right Direction?: by K. O. R. GebhardDocument2 pagesDirect Reduction-Are We Moving in The Right Direction?: by K. O. R. GebhardNadyaZulfaniNo ratings yet
- Comparison of Cupola Furnace and BLDocument9 pagesComparison of Cupola Furnace and BLst5154706No ratings yet
- Martina Caldaroni Iron Carbide English Rev00Document29 pagesMartina Caldaroni Iron Carbide English Rev00Steve AguilarNo ratings yet
- Mg-Fe-Al Mixed Oxides With Mesoporous Properties Prepared From Hydrotalcite As Precursors: Catalytic Behavior in Ethylbenzene DehydrogenationDocument12 pagesMg-Fe-Al Mixed Oxides With Mesoporous Properties Prepared From Hydrotalcite As Precursors: Catalytic Behavior in Ethylbenzene DehydrogenationAsrelNo ratings yet
- Acsomega 3c05574Document11 pagesAcsomega 3c05574Ari Fernando PanjaitanNo ratings yet
- JMMCE 2014111809383149omoleDocument9 pagesJMMCE 2014111809383149omoleHassan ShirivandNo ratings yet
- Cupola Furnace Slag: Its Origin, Properties and UtilizationDocument14 pagesCupola Furnace Slag: Its Origin, Properties and Utilizationhemel hasanNo ratings yet
- Gypsum As CatalystDocument7 pagesGypsum As CatalystNoor AkmalNo ratings yet
- Materials Chemistry and PhysicsDocument7 pagesMaterials Chemistry and PhysicsandrearinandaNo ratings yet
- Autothermal Reforming ProcessDocument9 pagesAutothermal Reforming ProcessOliver Everett EspinoNo ratings yet
- Low-Density Nanoporous Iron Foams Synthesized by Sol-Gel AutocombustionDocument7 pagesLow-Density Nanoporous Iron Foams Synthesized by Sol-Gel AutocombustionJahidul IslamNo ratings yet
- Advanced Powder Technology: H. Kazemian, Z. Naghdali, T. Ghaffari Kashani, F. FarhadiDocument5 pagesAdvanced Powder Technology: H. Kazemian, Z. Naghdali, T. Ghaffari Kashani, F. FarhadiAdiNo ratings yet
- Applications Steel: Plexicoke in The VmezuelanDocument8 pagesApplications Steel: Plexicoke in The VmezuelanJose Marval RodriguezNo ratings yet
- Abstracts 2013 Fuel and Energy AbstractsDocument90 pagesAbstracts 2013 Fuel and Energy AbstractsShivaNatarajNo ratings yet
- Study of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Document38 pagesStudy of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Anand BabuNo ratings yet
- Pretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFDocument4 pagesPretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFAli DarvishiNo ratings yet
- Hydrogen Production by Catalytic Decomposition of Methane: Naresh Shah, Devadas Panjala, and Gerald P. HuffmanDocument7 pagesHydrogen Production by Catalytic Decomposition of Methane: Naresh Shah, Devadas Panjala, and Gerald P. HuffmanMuhammad HarisNo ratings yet
- J Jcou 2019 04 010Document7 pagesJ Jcou 2019 04 010Roni GustiwaNo ratings yet
- Ironmaking and Steelmaking Theory and PracticeDocument9 pagesIronmaking and Steelmaking Theory and PracticeRasul BzNo ratings yet
- Oh2020-Enhanced Stability and Electrocatalytic Activity of Graphene On Coppernickel Alloys For Hydrogen Production From WastewaterDocument9 pagesOh2020-Enhanced Stability and Electrocatalytic Activity of Graphene On Coppernickel Alloys For Hydrogen Production From WastewaterK A ThomasNo ratings yet
- IR Ni LanthanaDocument6 pagesIR Ni LanthanaNelly RojasNo ratings yet
- Coal Direct Chemical Looping Combustion: Experimental Investigation and Assesment of Operating ConditionsDocument11 pagesCoal Direct Chemical Looping Combustion: Experimental Investigation and Assesment of Operating ConditionsAzharuddin Ehtesham FarooquiNo ratings yet
- Catalysts 05 01289 CompleteDocument17 pagesCatalysts 05 01289 Completerazor75apNo ratings yet
- B. Ersoy, T. Kavas, A. Evcin, S. Basßpınar, A. Sarıısßık, G. ÖnceDocument9 pagesB. Ersoy, T. Kavas, A. Evcin, S. Basßpınar, A. Sarıısßık, G. Önceİsmail ApaydınNo ratings yet
- Nickel Pig Iron Production From Lateritic Nickel Ores PDFDocument8 pagesNickel Pig Iron Production From Lateritic Nickel Ores PDFMuhammad AfniNo ratings yet
- Manufacture of Metallurgical Coke and Recovery of Coal ChemicalsDocument166 pagesManufacture of Metallurgical Coke and Recovery of Coal ChemicalsMarco Milos Trentu100% (1)
- Study of Carbon and Silicon Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For MeltingDocument6 pagesStudy of Carbon and Silicon Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For Meltingagbajelola idrisNo ratings yet
- A Two-Stage Metal Valorisation Process From Electric Arc Furnace DustDocument4 pagesA Two-Stage Metal Valorisation Process From Electric Arc Furnace DusternestoNo ratings yet
- Presentasion Feb 2013Document15 pagesPresentasion Feb 2013rbcahyonoNo ratings yet
- FUNDAMENTALS OF ZINC RECOVERY FROM METALLURGICAL Wastes in The Enviroplas Process PDFDocument14 pagesFUNDAMENTALS OF ZINC RECOVERY FROM METALLURGICAL Wastes in The Enviroplas Process PDFManojlovic Vaso100% (1)
- Fireside Corrosion of Alloys For Combustion Power PlantsDocument11 pagesFireside Corrosion of Alloys For Combustion Power Plantsdealer82No ratings yet
- Kho Swinbourne10 Mpm188 EAFDocument9 pagesKho Swinbourne10 Mpm188 EAFalilounahdisteNo ratings yet
- Characteristics and Composition of Fly Ash FromDocument10 pagesCharacteristics and Composition of Fly Ash FromDũng NguyễnNo ratings yet
- 2016-2 Influence ofTi3AlC2 On MicrostructureandthermalmechanicalDocument9 pages2016-2 Influence ofTi3AlC2 On MicrostructureandthermalmechanicalJunfeng ChenNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- 1 s2.0 S0038092X16304169 MainDocument19 pages1 s2.0 S0038092X16304169 MainDes MshenguNo ratings yet
- 1 s2.0 S0038092X15001206 MainDocument9 pages1 s2.0 S0038092X15001206 MainDes MshenguNo ratings yet
- 1 s2.0 S095965262202889X MainDocument17 pages1 s2.0 S095965262202889X MainDes MshenguNo ratings yet
- 1 s2.0 S2214790X15000581 MainDocument10 pages1 s2.0 S2214790X15000581 MainDes MshenguNo ratings yet
- A Review On The Cracking, Baking and Leaching Processes of Rare Earth Element ConcentratesDocument14 pagesA Review On The Cracking, Baking and Leaching Processes of Rare Earth Element ConcentratesDes MshenguNo ratings yet
- 1 s2.0 S0009250915003966 MainDocument11 pages1 s2.0 S0009250915003966 MainDes MshenguNo ratings yet
- Materials and DesignDocument20 pagesMaterials and DesignDes MshenguNo ratings yet
- High-Temperature Thermal Plasma Treatment of Monazite Followed by Aqueous DigestionDocument6 pagesHigh-Temperature Thermal Plasma Treatment of Monazite Followed by Aqueous DigestionDes MshenguNo ratings yet
- Nuclear Engineering and TechnologyDocument8 pagesNuclear Engineering and TechnologyDes MshenguNo ratings yet
- Well stirredScrubberResultsatatmosphericpressure Univ - Ofnewcastle 1 PDFDocument62 pagesWell stirredScrubberResultsatatmosphericpressure Univ - Ofnewcastle 1 PDFDes MshenguNo ratings yet
- Li and Xu, 2016Document26 pagesLi and Xu, 2016Des MshenguNo ratings yet
- 159 Yeboah 2015Document13 pages159 Yeboah 2015Des MshenguNo ratings yet
- Paper090 PDFDocument8 pagesPaper090 PDFDes MshenguNo ratings yet
- Rotor-Stator Spinning Disc ReactorDocument145 pagesRotor-Stator Spinning Disc ReactorDes MshenguNo ratings yet
- Abraham, 2015Document15 pagesAbraham, 2015Des MshenguNo ratings yet
- Li Et Al., 2013Document12 pagesLi Et Al., 2013Des MshenguNo ratings yet
- Pricing PDFDocument5 pagesPricing PDFDes MshenguNo ratings yet
- Dokumen - Tips Prismaflex User ManualDocument287 pagesDokumen - Tips Prismaflex User ManualosamaNo ratings yet
- Material Safety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/UndertakingDocument9 pagesMaterial Safety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/UndertakingEetu SatosalmiNo ratings yet
- Polyhalogen CompundsDocument17 pagesPolyhalogen Compundsanaysomani1805No ratings yet
- 2000 LPH Ro PlantDocument17 pages2000 LPH Ro PlantKamatchi NathanNo ratings yet
- Instapdf - in Asian Paints Colour Shade Card 334Document10 pagesInstapdf - in Asian Paints Colour Shade Card 334IamDeathNo ratings yet
- Human Anatomy 4th Edition Saladin Solutions Manual 1Document36 pagesHuman Anatomy 4th Edition Saladin Solutions Manual 1donnawugnwsjrzcxt100% (31)
- Reactions of Alkenes: Organic Chemistry, 5Document55 pagesReactions of Alkenes: Organic Chemistry, 5basstedosadniNo ratings yet
- Start Up:: Bomb Calorimeter Used For Coal Testing ProcessDocument7 pagesStart Up:: Bomb Calorimeter Used For Coal Testing ProcessHAMMAD ALINo ratings yet
- Be Summer 2023Document2 pagesBe Summer 2023Abc 194748No ratings yet
- Type of Stability StudyDocument23 pagesType of Stability StudyFitsum DemissieNo ratings yet
- Warm Up Activity Lesson 1 G6Document2 pagesWarm Up Activity Lesson 1 G6LA RicanorNo ratings yet
- Different Types of Wall Finishes and Its ApplicationDocument44 pagesDifferent Types of Wall Finishes and Its ApplicationUvie M. Ptwolan67% (3)
- 4 Bonding P1Document19 pages4 Bonding P1mostafa barakatNo ratings yet
- Chemical HazardsDocument17 pagesChemical HazardsLloydy HemsworthNo ratings yet
- Fuel Right 30K: Safety Data SheetDocument6 pagesFuel Right 30K: Safety Data Sheetrickcy herdianNo ratings yet
- Ep4209265a1 IffDocument27 pagesEp4209265a1 IffDaniela ArdilaNo ratings yet
- Thermazone Foilboard Insulation DatasheetDocument3 pagesThermazone Foilboard Insulation DatasheetSuthirak SumranNo ratings yet
- A General Overview On The Adsorption: December 2018Document6 pagesA General Overview On The Adsorption: December 2018Muhammad AlghitanyNo ratings yet
- Karnataka: Rajiv Gandhi University of Health SciencesDocument6 pagesKarnataka: Rajiv Gandhi University of Health Sciencesdivya chinnuNo ratings yet
- Case: The Bhopal Disaster: Presented ByDocument21 pagesCase: The Bhopal Disaster: Presented Bykittu86No ratings yet
- A Review of Carbon Dots in Biological Applications 2016Document11 pagesA Review of Carbon Dots in Biological Applications 2016endalekNo ratings yet
- SASO Standards ListDocument72 pagesSASO Standards Listrashid zaman50% (2)
- RRB ALP Science Booster 2024 (PYP Based) Free Ebook (English)Document47 pagesRRB ALP Science Booster 2024 (PYP Based) Free Ebook (English)tablettharun345No ratings yet
- Drew Marine - Deck-MaintenanceDocument11 pagesDrew Marine - Deck-MaintenanceGauravNo ratings yet
- Monarch's Waterproofing PDFDocument31 pagesMonarch's Waterproofing PDFMonarch DigitalNo ratings yet
- Polymer 1Document10 pagesPolymer 1faresabdalla63No ratings yet
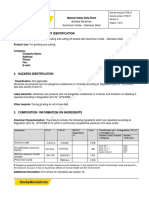
- MSDS - Bonded Abrasives Stainless Steel EN - Rev 2 - TailinDocument6 pagesMSDS - Bonded Abrasives Stainless Steel EN - Rev 2 - TailinPedro leon muñozNo ratings yet