Download as pdf or txt
You might also like
- Managing To LearnDocument132 pagesManaging To Learnpublic17000No ratings yet
- Tutor Notes: CIPS Level 4 Diploma in Procurement and SupplyDocument20 pagesTutor Notes: CIPS Level 4 Diploma in Procurement and SupplyAlaeldin Amir100% (4)
- The Great CEO WithinDocument134 pagesThe Great CEO Withineric100% (1)
- Managing for Happiness: Games, Tools, and Practices to Motivate Any TeamFrom EverandManaging for Happiness: Games, Tools, and Practices to Motivate Any TeamRating: 5 out of 5 stars5/5 (3)
- Emerald Financial CorporationDocument5 pagesEmerald Financial CorporationJanice PajutraoNo ratings yet
- The Lean Manager Q A With Michael BalleDocument5 pagesThe Lean Manager Q A With Michael BallepraknataNo ratings yet
- Kaizen: How to Apply Lean Kaizen to Your Startup Business and Management to Improve Productivity, Communication, and Performance: Lean Guides with Scrum, Sprint, Kanban, DSDM, XP & Crystal Book, #2From EverandKaizen: How to Apply Lean Kaizen to Your Startup Business and Management to Improve Productivity, Communication, and Performance: Lean Guides with Scrum, Sprint, Kanban, DSDM, XP & Crystal Book, #2Rating: 5 out of 5 stars5/5 (1)
- Hoshin Kanri: How Toyota Creates a Culture of Continuous Improvement to Achieve Lean GoalsFrom EverandHoshin Kanri: How Toyota Creates a Culture of Continuous Improvement to Achieve Lean GoalsRating: 4.5 out of 5 stars4.5/5 (4)
- Leading with Obeya: Using a big room to lead successful strategiesFrom EverandLeading with Obeya: Using a big room to lead successful strategiesNo ratings yet
- Functions of Management: PlanningDocument46 pagesFunctions of Management: PlanningKharen JaneNo ratings yet
- Active Operations Management: The playbook for service operations in the agile ageFrom EverandActive Operations Management: The playbook for service operations in the agile ageNo ratings yet
- Documents Used in Purchase and Stores ProcedureDocument2 pagesDocuments Used in Purchase and Stores Procedurelayyah201388% (8)
- Chapter - 4 S MGT 449Document15 pagesChapter - 4 S MGT 449Abdulaziz Al-amroNo ratings yet
- Foreword: These Tools. in The Process It RevealsDocument2 pagesForeword: These Tools. in The Process It RevealsAndrews Alexander Erazo RondinelNo ratings yet
- Mtl Pt2 TranscriptDocument23 pagesMtl Pt2 TranscriptrodrigoNo ratings yet
- MTL Foreword Intro Chapt 1and2 PDFDocument46 pagesMTL Foreword Intro Chapt 1and2 PDFAntoniCarlosNo ratings yet
- Matt Mochary - The Great CEO Within The Tactical Guide To Company BuildingDocument205 pagesMatt Mochary - The Great CEO Within The Tactical Guide To Company BuildingDavid W BurchNo ratings yet
- jim_eletter_200907Document2 pagesjim_eletter_200907rodrigoNo ratings yet
- Mtl Webinar Pt1 SlidesDocument40 pagesMtl Webinar Pt1 SlidesrodrigoNo ratings yet
- Lean Management: The Essence of Efficiency Road to Profitability Power of SustainabilityFrom EverandLean Management: The Essence of Efficiency Road to Profitability Power of SustainabilityRating: 4.5 out of 5 stars4.5/5 (2)
- Beyond Lean: Building Sustainable Business and People Success Through New Ways of ThinkingDocument22 pagesBeyond Lean: Building Sustainable Business and People Success Through New Ways of Thinkinganujdwivedi13No ratings yet
- The Odoo Culture: Building A Company We LoveDocument58 pagesThe Odoo Culture: Building A Company We LoveWill SmithNo ratings yet
- Individual AssignmentDocument6 pagesIndividual AssignmentLinh PhamNo ratings yet
- Change Management and E-LearningDocument9 pagesChange Management and E-LearningRavi SoniNo ratings yet
- The Great CEO WithinDocument138 pagesThe Great CEO WithinIvánJuárez100% (2)
- El Gran CEO Por DentroDocument139 pagesEl Gran CEO Por DentroGabriel GoirizNo ratings yet
- A Lean Journey: A journey into the world of lean and business improvementFrom EverandA Lean Journey: A journey into the world of lean and business improvementNo ratings yet
- Don't Avoid Gaps, Lead Through Them: People-Centered Leadership, #1From EverandDon't Avoid Gaps, Lead Through Them: People-Centered Leadership, #1No ratings yet
- What Is An A3Document128 pagesWhat Is An A3ebuk123100% (1)
- MGT501 Topic 1 and IntroDocument26 pagesMGT501 Topic 1 and IntroPriyanka MadaanNo ratings yet
- Founder 2 CeoDocument100 pagesFounder 2 CeoAbata JoshuaNo ratings yet
- Changed People Change Process: build a continuous improvement culture where people act like they own the placeFrom EverandChanged People Change Process: build a continuous improvement culture where people act like they own the placeNo ratings yet
- LessonPlan STAFFINGDocument7 pagesLessonPlan STAFFINGElaine EuChan Mendoza Macapagal80% (5)
- English For OfficeDocument10 pagesEnglish For OfficeAntonio100% (1)
- Interview With 1Document5 pagesInterview With 1imzeeroNo ratings yet
- Leading SnowflakesDocument110 pagesLeading SnowflakesCristinaNo ratings yet
- 4TPS 2016summit PieceDocument16 pages4TPS 2016summit PieceMarco MezzanotteNo ratings yet
- "Cutting Edge Company To Work For" "Fast-Pace Environment. Mission Driven. Challenging and Supportive Culture. "Document9 pages"Cutting Edge Company To Work For" "Fast-Pace Environment. Mission Driven. Challenging and Supportive Culture. "CGNo ratings yet
- Dirigir El Desempeño de Los TrabajadoresDocument84 pagesDirigir El Desempeño de Los TrabajadoresValeria Velásquez MedinaNo ratings yet
- BEP289SN Interviews Skills1Document12 pagesBEP289SN Interviews Skills1sandra1975No ratings yet
- Cheam Lypiseth - Professtional ReportDocument25 pagesCheam Lypiseth - Professtional Reportboubunthy07No ratings yet
- Business Is Simple: Until Academics and Consultants Make It ComplicatedFrom EverandBusiness Is Simple: Until Academics and Consultants Make It ComplicatedNo ratings yet
- Smell the Bacon, Charlie!: A CEO's Guide to Implementing Organizational ChangeFrom EverandSmell the Bacon, Charlie!: A CEO's Guide to Implementing Organizational ChangeNo ratings yet
- Operational LeadershipDocument12 pagesOperational LeadershipBusiness Expert Press50% (2)
- Masterclass Johnkiff A3thinking 140521083211 Phpapp01Document109 pagesMasterclass Johnkiff A3thinking 140521083211 Phpapp01Andrei Timofeev100% (1)
- Simplify Work: Crushing Complexity to Liberate Innovation, Productivity, and EngagementFrom EverandSimplify Work: Crushing Complexity to Liberate Innovation, Productivity, and EngagementRating: 2 out of 5 stars2/5 (1)
- The Executive in Action: Three Drucker Management Books on What to Do and Why and How to Do ItFrom EverandThe Executive in Action: Three Drucker Management Books on What to Do and Why and How to Do ItRating: 5 out of 5 stars5/5 (2)
- Solution Manual For Organizational Behavior: Managing People and Organizations, 13th Edition, Ricky W. Griffin Jean M. Phillips Stanley M. GullyDocument36 pagesSolution Manual For Organizational Behavior: Managing People and Organizations, 13th Edition, Ricky W. Griffin Jean M. Phillips Stanley M. Gullywrathcataianzjpa100% (22)
- My First Time in Charge: Stop Worrying – Start Performing Practical Guide for New ManagersFrom EverandMy First Time in Charge: Stop Worrying – Start Performing Practical Guide for New ManagersNo ratings yet
- Righting The Enterprise: A Primer for Organizing or Reorganizing the Right WayFrom EverandRighting The Enterprise: A Primer for Organizing or Reorganizing the Right WayNo ratings yet
- Founder To Ceo Mattx27s Book For Startups Google DocsDocument99 pagesFounder To Ceo Mattx27s Book For Startups Google DocsGabriel CaunNo ratings yet
- Interviews 305 AccomplishmentsDocument11 pagesInterviews 305 Accomplishmentsdaniela.panayotovaNo ratings yet
- Delivery Effectiveness: Simple, Incremental, Value-Add for Effective DeliveryFrom EverandDelivery Effectiveness: Simple, Incremental, Value-Add for Effective DeliveryNo ratings yet
- The Guide for Frontline Supervisors (And Their Bosses): A Handbook for Supervisory SuccessFrom EverandThe Guide for Frontline Supervisors (And Their Bosses): A Handbook for Supervisory SuccessNo ratings yet
- How Difficult Is It To Be A CEO?: Want AnswersDocument3 pagesHow Difficult Is It To Be A CEO?: Want AnswersAvEnthuNo ratings yet
- The Great CEO Within PDFDocument104 pagesThe Great CEO Within PDFwilliamhancharek100% (1)
- Ebook Engineering Managers Guide How To Choose The Perfect Leather Sofa Josip Saban Online PDF All ChapterDocument69 pagesEbook Engineering Managers Guide How To Choose The Perfect Leather Sofa Josip Saban Online PDF All Chapterhiram.michalak660100% (10)
- Project Management for Executives: And Those Who Want to Influence ExecutivesFrom EverandProject Management for Executives: And Those Who Want to Influence ExecutivesNo ratings yet
- Talent Management: Strategies for Success From Six Leading CompaniesFrom EverandTalent Management: Strategies for Success From Six Leading CompaniesNo ratings yet
- Business Financial Intelligence: A mindset and skillset few people have and all organizations need.From EverandBusiness Financial Intelligence: A mindset and skillset few people have and all organizations need.No ratings yet
- M.g-Masonry - Level 5 - Working Plan and ScheduleDocument14 pagesM.g-Masonry - Level 5 - Working Plan and ScheduleMUHIREAL100% (1)
- Sales Operational PlanningDocument4 pagesSales Operational PlanningJose LaraNo ratings yet
- VTX V20-DF - Suspension Manual v2Document13 pagesVTX V20-DF - Suspension Manual v2Hector QuevedoNo ratings yet
- Strategic Management: Creating Competitive Advantages: Chapter OneDocument54 pagesStrategic Management: Creating Competitive Advantages: Chapter OneDolhadi ZainudinNo ratings yet
- Assessment of Quality RiskDocument9 pagesAssessment of Quality RiskCarmen T OrtizNo ratings yet
- Fire Safety AuditDocument1 pageFire Safety AuditVikas YamagarNo ratings yet
- Hossam Hamida Operations Manager ResumeDocument7 pagesHossam Hamida Operations Manager ResumedreyesfinuliarNo ratings yet
- Test Bank For Marketing Research 11th Edition Carl Mcdaniel JR Roger Gates Isbn 1119392020 Isbn 9781119392019Document36 pagesTest Bank For Marketing Research 11th Edition Carl Mcdaniel JR Roger Gates Isbn 1119392020 Isbn 9781119392019statablepostboy.asr67No ratings yet
- Po 83 2337126 0 UsDocument2 pagesPo 83 2337126 0 UsSaravanan KNo ratings yet
- Appendix 4Document4 pagesAppendix 4Rajesh ShirwatkarNo ratings yet
- Electrially Energized Area Entry PermitDocument1 pageElectrially Energized Area Entry PermitShahrukh Faizan AhmedNo ratings yet
- IJCRT2105257Document9 pagesIJCRT2105257DebitCredit Accounts LearningNo ratings yet
- The Impact of Market Actions On Firm ReputationDocument15 pagesThe Impact of Market Actions On Firm ReputationDytia Tasya KarmilaNo ratings yet
- Communicating For ServiceDocument12 pagesCommunicating For ServiceSuper PBNo ratings yet
- WACC - WorksheetDocument4 pagesWACC - Worksheetvwfn8f7xmtNo ratings yet
- It's Assessment Time!!Document30 pagesIt's Assessment Time!!Phill SamonteNo ratings yet
- Brown and Gray Clean Company Project ProposalDocument6 pagesBrown and Gray Clean Company Project ProposalUtami NainggolanNo ratings yet
- Tendernotice 1Document3 pagesTendernotice 1bhavesh patelNo ratings yet
- Ppe ChecklistDocument1 pagePpe ChecklistIvan BaraćNo ratings yet
- Customer Value of ShampooDocument3 pagesCustomer Value of ShampooHemamalini SNo ratings yet
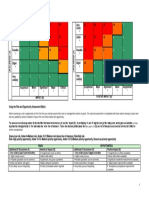
- Risk Assessment and Opportunity Assessment Matrix TableDocument1 pageRisk Assessment and Opportunity Assessment Matrix TableWin AsharNo ratings yet
- Tugas 2 Packing ListDocument5 pagesTugas 2 Packing ListVinnyagustinaNo ratings yet
- PDDocument15 pagesPDvikas jaimanNo ratings yet
- Managing Supply Chain and Operations An Integrative Approach 1st Edition Foster Test Bank 1Document14 pagesManaging Supply Chain and Operations An Integrative Approach 1st Edition Foster Test Bank 1tyrone100% (62)
- Tik Tok CheatsheetDocument8 pagesTik Tok CheatsheetRapid GamerNo ratings yet
- Seshadripuram Educational Trust Seshadripuram College Post Graduate Department of Commerce and ManagementDocument1 pageSeshadripuram Educational Trust Seshadripuram College Post Graduate Department of Commerce and ManagementNilesh S.D.No ratings yet