Download as xls, pdf, or txt
You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (9)
- Draft WPS For Carbon Steel PipeDocument2 pagesDraft WPS For Carbon Steel Pipeabet_singkong893025% (4)
- Isuzu 4HK-1 Engine Service ManualDocument121 pagesIsuzu 4HK-1 Engine Service ManualArtemio GutierrezNo ratings yet
- Ontario's Bike Paths and Rail TrailsDocument180 pagesOntario's Bike Paths and Rail Trailsbetakobol100% (1)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (3)
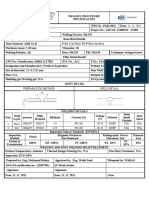
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateDocument3 pagesJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- Paint Quantity CalculationDocument3 pagesPaint Quantity Calculationvpjagannaath100% (1)
- Silver Bridge Collapse Research PaperDocument5 pagesSilver Bridge Collapse Research Paperzoraiz shahidNo ratings yet
- PE8210W2000GDocument1 pagePE8210W2000GARY TOGINHONo ratings yet
- PQRDocument19 pagesPQRjiao longNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- WPSDocument4 pagesWPSdhirlisa8381No ratings yet
- Welding Procedure Specification SampleDocument2 pagesWelding Procedure Specification SampleBrown's P LikoNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad Pathan100% (1)
- WPS & PQRDocument13 pagesWPS & PQRValentin RadulescuNo ratings yet
- PT - Bumi Laut Perkasa: AWS D1.1 Welding Procedure Specification (WPS)Document2 pagesPT - Bumi Laut Perkasa: AWS D1.1 Welding Procedure Specification (WPS)Wahyu Lailil FaisNo ratings yet
- WPS 01 WQT PDFDocument1 pageWPS 01 WQT PDFkiki270977No ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document2 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmackNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- WPS ExampleDocument2 pagesWPS ExampleMarcio Jr.No ratings yet
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CDocument1 pagePessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CMahmoud HaggagNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateAmjad PathanNo ratings yet
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CDocument1 pagePessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CMahmoud HaggagNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- WPS PQR FormulirDocument2 pagesWPS PQR FormulirAZaiNo ratings yet
- Prequalified X Qualified by Testing Procedure Qualification Records (PQR) YES .Document2 pagesPrequalified X Qualified by Testing Procedure Qualification Records (PQR) YES .Midhun K Chandrabose100% (1)
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- PQR FLow LineDocument2 pagesPQR FLow Linesar sarNo ratings yet
- WDI-WPS-072 Rev.00 SMAW 2Document4 pagesWDI-WPS-072 Rev.00 SMAW 2MohamedNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- Pessing Libya INC: Weld Detail Preparation MethodDocument1 pagePessing Libya INC: Weld Detail Preparation MethodMahmoud HaggagNo ratings yet
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28&5.5 Post Weld Heat Treatment: 620-650 Deg CDocument1 pagePessing Libya INC: Fill: SMAW Sfa. No: 5.28&5.5 Post Weld Heat Treatment: 620-650 Deg CMahmoud HaggagNo ratings yet
- QC E7018 CJP B-L1a OverheadDocument1 pageQC E7018 CJP B-L1a Overheadwmajordan13No ratings yet
- 2010 XXXX 8 F00 R0Document2 pages2010 XXXX 8 F00 R0模具工程系鄭德彥No ratings yet
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- PIPING WPS and PQRDocument5 pagesPIPING WPS and PQRshibaprasad0115No ratings yet
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- Welding Procedure Specification Pipe 6G PDFDocument3 pagesWelding Procedure Specification Pipe 6G PDFchepurthiNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationFrancisco HoyosNo ratings yet
- Weld in G P Ro Cedu Re SP Ecifica Tio N (WP S)Document2 pagesWeld in G P Ro Cedu Re SP Ecifica Tio N (WP S)almasrizalNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- Welding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001Document4 pagesWelding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001sreejithr86No ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- In Accordance To AWS D 1.1 - Structural Welding Code Steel, 2010 EditionDocument2 pagesIn Accordance To AWS D 1.1 - Structural Welding Code Steel, 2010 EditioncrysNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Validation-Instrument Revision 1Document2 pagesValidation-Instrument Revision 1jiao longNo ratings yet
- Investigation Report For The Poor Visual Welding Problem 151128Document3 pagesInvestigation Report For The Poor Visual Welding Problem 151128jiao longNo ratings yet
- PQRDocument19 pagesPQRjiao longNo ratings yet
- Fabrication of Gas Purging FittingsDocument2 pagesFabrication of Gas Purging Fittingsjiao longNo ratings yet
- ASME BPVC IX - 2017 Welding and Brazing Qualification 367Document1 pageASME BPVC IX - 2017 Welding and Brazing Qualification 367jiao longNo ratings yet
- EOR Engineer of Record and D1.1 InterpretaionDocument1 pageEOR Engineer of Record and D1.1 Interpretaionjiao longNo ratings yet
- Tubeandpipejournal20200405-Dl Using Welding Code For WPSDocument52 pagesTubeandpipejournal20200405-Dl Using Welding Code For WPSjiao longNo ratings yet
- Practicalwelding20220102 DLDocument36 pagesPracticalwelding20220102 DLjiao longNo ratings yet
- Aws WJ 202102Document116 pagesAws WJ 202102jiao longNo ratings yet
- Galloway AM Pure Techno Economic Evaluation of Reducing Shielding Gas Consumption in GMAW Whilst Maintaining Weld Quality Nov 2011Document20 pagesGalloway AM Pure Techno Economic Evaluation of Reducing Shielding Gas Consumption in GMAW Whilst Maintaining Weld Quality Nov 2011jiao longNo ratings yet
- Schematic Little Revel PDFDocument1 pageSchematic Little Revel PDFCarlos RamirezNo ratings yet
- 1100KVA Cat Engine PDFDocument6 pages1100KVA Cat Engine PDFosanebiNo ratings yet
- H. SPESIFIKASI IPAL PUSK NANGA TAYAP PDFDocument2 pagesH. SPESIFIKASI IPAL PUSK NANGA TAYAP PDFfajrul 2222No ratings yet
- Datasheet Eastman EM12V 100ah 200ahDocument4 pagesDatasheet Eastman EM12V 100ah 200ahadam fares100% (1)
- Sand Cone TestDocument3 pagesSand Cone TestCondro darmo50% (2)
- Compact Sub Station BrochureDocument8 pagesCompact Sub Station BrochureAnimesh SahaNo ratings yet
- BL271713 MidibusDocument2 pagesBL271713 MidibusmichaeltibocheNo ratings yet
- 12 Chemistry NcertSolutions Chapter 2 ExercisesDocument40 pages12 Chemistry NcertSolutions Chapter 2 ExercisesSusi KeerthiNo ratings yet
- Math Olympiad Sample ProblemsDocument3 pagesMath Olympiad Sample ProblemsAnonymous 6MSekAxCnZNo ratings yet
- Lec2.Velocity and Acceleration by Egnr. Wendhel Q.LDocument34 pagesLec2.Velocity and Acceleration by Egnr. Wendhel Q.Ljames PrincipeNo ratings yet
- SAE Technical Paper Series (SAE International Aerospace - Neese, W.A. - 1, 1984 Oct 01 - SAE International - 10.4271 - 841505 - Anna's ArchiveDocument16 pagesSAE Technical Paper Series (SAE International Aerospace - Neese, W.A. - 1, 1984 Oct 01 - SAE International - 10.4271 - 841505 - Anna's Archivedyinganaldestroyer1No ratings yet
- 16 - Introduction To Signal ConditioningDocument32 pages16 - Introduction To Signal ConditioningKARTHIK S SNo ratings yet
- Duracure WBC & WBWDocument2 pagesDuracure WBC & WBWAman SahadeoNo ratings yet
- Logistics Supervisor - Mine Risk Education - Cover-LetterDocument1 pageLogistics Supervisor - Mine Risk Education - Cover-Letteryazeed naiban0% (1)
- It0047 Sa1 Dos Debug - MamarilDocument6 pagesIt0047 Sa1 Dos Debug - Mamarilprplbunny01No ratings yet
- NPT06 Operation Ac GeneratorDocument47 pagesNPT06 Operation Ac GeneratorElver Mesa100% (1)
- IC Contractor Progress Payment Template 8531 V1Document6 pagesIC Contractor Progress Payment Template 8531 V1elbaraniNo ratings yet
- Cipet Project WorkDocument44 pagesCipet Project WorkFarooq Naregal100% (2)
- Faculty of Civil Engineering and Built Environment: Full ReportDocument36 pagesFaculty of Civil Engineering and Built Environment: Full ReportAndreas LarssonNo ratings yet
- Iog20 Tcp-Ip in The Iog20Document12 pagesIog20 Tcp-Ip in The Iog20Eugene Pikulin100% (1)
- Load Calculation SheetsDocument17 pagesLoad Calculation SheetsDavid MacklamNo ratings yet
- DKP202 DKP203 DKP204 DKP204W CAMPOLE User Guide M210373EN CDocument82 pagesDKP202 DKP203 DKP204 DKP204W CAMPOLE User Guide M210373EN CNoah MusundiNo ratings yet
- Pradeep Jha June-2019Document13 pagesPradeep Jha June-2019mkpNo ratings yet
- 2020 WonderDocument16 pages2020 WonderklnNo ratings yet
- Hegger Et Al. 2006Document12 pagesHegger Et Al. 2006Komathi MuruganNo ratings yet