
D823-18 Standard Practices for Producing Films of Uniform Thickness of Paint, Coatings and Related Products on Test Panels
D823-18 Standard Practices for Producing Films of Uniform Thickness of Paint, Coatings and Related Products on Test Panels
You might also like
- ASTM D3359-22 Standard Test Methods For Rating Adhesion by Tape TestDocument8 pagesASTM D3359-22 Standard Test Methods For Rating Adhesion by Tape TestManuela Castañeda100% (4)
- ASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)Document5 pagesASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)z6ytg7mcrjNo ratings yet
- Leak Testing USP40 Chap 1207.2Document16 pagesLeak Testing USP40 Chap 1207.2Ha0% (1)
- D6578Document6 pagesD6578roshni100% (2)
- ApplicationManual PDFDocument111 pagesApplicationManual PDFAco ZekiriNo ratings yet
- Astm D6677-18 6.02Document2 pagesAstm D6677-18 6.02amirhossein100% (3)
- Application and Evaluation of Brush and Roller Applied Paint FilmsDocument4 pagesApplication and Evaluation of Brush and Roller Applied Paint FilmsDanZel DanNo ratings yet
- BKM Z60 80 B III Service Manual PDFDocument54 pagesBKM Z60 80 B III Service Manual PDFKelly VillamilNo ratings yet
- AWS Welding Handbook-Vol 1Document8 pagesAWS Welding Handbook-Vol 1Anonymous uhqwokAeU0No ratings yet
- Film Hardness by Pencil Test: Standard Test Method ForDocument3 pagesFilm Hardness by Pencil Test: Standard Test Method ForNameNo ratings yet
- Producing Films of Uniform Thickness of Paint, Varnish, and Related Products On Test PanelsDocument8 pagesProducing Films of Uniform Thickness of Paint, Varnish, and Related Products On Test PanelsSudharsanNo ratings yet
- Hiding Power of Architectural Paints Applied by Roller: Standard Test Method ForDocument4 pagesHiding Power of Architectural Paints Applied by Roller: Standard Test Method ForProvocateur SamaraNo ratings yet
- Astm D 5064Document2 pagesAstm D 5064Alejandro 20No ratings yet
- Search Books, Presentations, Business, Academics: Sag Resistance of Paints Using A Multinotch ApplicatorDocument8 pagesSearch Books, Presentations, Business, Academics: Sag Resistance of Paints Using A Multinotch ApplicatoregemetsatisNo ratings yet
- An Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsDocument4 pagesAn Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsAlejandro 20No ratings yet
- ASTM D4228 Calificacion PintoresDocument3 pagesASTM D4228 Calificacion PintoresCarlos Licea100% (2)
- Detergent Resistance of Organic Finishes: Standard Practice ForDocument3 pagesDetergent Resistance of Organic Finishes: Standard Practice ForShaker Qaidi100% (1)
- Print Resistance of Lacquers: Standard Test Method ForDocument3 pagesPrint Resistance of Lacquers: Standard Test Method ForShaker QaidiNo ratings yet
- ASTM D 1654 - 08 (2016)e1Document4 pagesASTM D 1654 - 08 (2016)e1Ran CoiNo ratings yet
- Evaluation of Painted or Coated Specimens Subjected To Corrosive EnvironmentsDocument4 pagesEvaluation of Painted or Coated Specimens Subjected To Corrosive EnvironmentsJicheng PiaoNo ratings yet
- Astm D3363 22Document3 pagesAstm D3363 22Gabriela Núñez100% (1)
- Determination of Re-Tack Ability of Carpet Adhesives: Standard Practice ForDocument2 pagesDetermination of Re-Tack Ability of Carpet Adhesives: Standard Practice ForAngel CamberoNo ratings yet
- Astm - D4400.39339Document4 pagesAstm - D4400.39339Bryan de BarrosNo ratings yet
- Drying, Curing, or Film Formation of Organic Coatings: Standard Test Methods ForDocument4 pagesDrying, Curing, or Film Formation of Organic Coatings: Standard Test Methods Forehsan hatamiNo ratings yet
- Astm D4228 05R17Document3 pagesAstm D4228 05R17Johana Rivadeneira100% (1)
- Astm D4060-01Document3 pagesAstm D4060-01Joel Josué Vargas BarturénNo ratings yet
- Astm D3359-22Document8 pagesAstm D3359-22massimiliano.melisNo ratings yet
- D 3170 - 01 - RdmxnzatmdeDocument10 pagesD 3170 - 01 - RdmxnzatmdeEmre DalgicNo ratings yet
- Astm D 7087 - 2010Document4 pagesAstm D 7087 - 2010Emmanuel BoquetNo ratings yet
- Determination of The Transfer Efficiency Under Production Conditions For Spray Application of Automotive Paints - Weight BasisDocument5 pagesDetermination of The Transfer Efficiency Under Production Conditions For Spray Application of Automotive Paints - Weight BasisShaker QaidiNo ratings yet
- ASTM D4060.tzep1589Document5 pagesASTM D4060.tzep1589Kevin XuNo ratings yet
- D711-20 Tiempo de SecadoDocument5 pagesD711-20 Tiempo de SecadoDaniela TovarNo ratings yet
- D2248-01a_2013_Standard Practice for Detergent Resistance of Organic FinishesDocument3 pagesD2248-01a_2013_Standard Practice for Detergent Resistance of Organic FinishesPedro AlvelaisNo ratings yet
- Astm D522-D522MDocument5 pagesAstm D522-D522MTEJAS GADKARI100% (1)
- Astm D2571 95Document1 pageAstm D2571 95weerachaiwNo ratings yet
- Astm F119-82 (2022)Document3 pagesAstm F119-82 (2022)Imane ElkodsiNo ratings yet
- D1640D1640M 24001Document4 pagesD1640D1640M 24001Sandra AriasNo ratings yet
- D3359-23 AstmDocument9 pagesD3359-23 AstmVan Thu DangNo ratings yet
- Determining Slump Resistance of Carpet Adhesives: Standard Test Method ForDocument2 pagesDetermining Slump Resistance of Carpet Adhesives: Standard Test Method ForFanambinantsoa Eddy RAKOTONDRAZAFYNo ratings yet
- D711 10 (Reapproved 2015) REDDocument5 pagesD711 10 (Reapproved 2015) REDLuis Barrios ArandaNo ratings yet
- Astm D3359 - 23Document9 pagesAstm D3359 - 23Diego Armando Rodriguez WolffNo ratings yet
- D 2248 - 93 - RdiyndgtotmDocument2 pagesD 2248 - 93 - RdiyndgtotmMarcelino Navarrete EvaristoNo ratings yet
- Astm D 4060Document3 pagesAstm D 4060Arab WeldersNo ratings yet
- Astm D6943 15 2019Document3 pagesAstm D6943 15 2019isabozkurtlarNo ratings yet
- D4060-14 Standard Test Method For Abrasion Resistance of Organic Coatings by The Taber AbraserDocument5 pagesD4060-14 Standard Test Method For Abrasion Resistance of Organic Coatings by The Taber AbraserMaria Fernanda Carrasco IdrovoNo ratings yet
- Astm D 6583 00 - Ensaio Padronizado Porosidade Camada de TintaDocument2 pagesAstm D 6583 00 - Ensaio Padronizado Porosidade Camada de TintaNara CamargoNo ratings yet
- Astm D2940 D2940M 09Document1 pageAstm D2940 D2940M 09INDIRA DEL CARMEN BERMEJO FERN�NDEZNo ratings yet
- Astm D3359-23Document9 pagesAstm D3359-23jesus.cwiengineerNo ratings yet
- ASTM D4587-11 (2019) E1Document6 pagesASTM D4587-11 (2019) E1damaso taracenaNo ratings yet
- D 3730 - 98 - Rdm3mzatotgDocument10 pagesD 3730 - 98 - Rdm3mzatotgEmre DalgicNo ratings yet
- Testing Latex Vehicles: Standard Guide ForDocument2 pagesTesting Latex Vehicles: Standard Guide Foralienz1988newNo ratings yet
- Approximating The Shear Strength of Cohesive Soils by The Handheld Vane Shear DeviceDocument11 pagesApproximating The Shear Strength of Cohesive Soils by The Handheld Vane Shear DeviceFanambinantsoa Eddy RAKOTONDRAZAFYNo ratings yet
- D4213Document5 pagesD4213Ferry Naga FerdianNo ratings yet
- ASTM D6905 - 03 Standard Test Method For Impact Flexibility of Organic CoatingsDocument3 pagesASTM D6905 - 03 Standard Test Method For Impact Flexibility of Organic CoatingsCemalOlgunÇağlayan0% (1)
- High-Shear Viscosity Using A Cone/Plate Viscometer: Standard Test Method ForDocument3 pagesHigh-Shear Viscosity Using A Cone/Plate Viscometer: Standard Test Method ForgizemNo ratings yet
- Astm D3359Document9 pagesAstm D3359TEJAS GADKARINo ratings yet
- Astm E1209-2018Document8 pagesAstm E1209-2018Adrián CoudannesNo ratings yet
- ASTM D2632 15 - Standard Test Method For Rubber Property-Resilience by Vertical ReboundDocument5 pagesASTM D2632 15 - Standard Test Method For Rubber Property-Resilience by Vertical ReboundAndre Rodriguez SpirimNo ratings yet
- Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodDocument9 pagesRubber Property-Relative Abrasion Resistance by Pico Abrader MethodMaxNo ratings yet
- LaderasDocument3 pagesLaderasraphaelladeras12No ratings yet
- Determination of Transfer Efficiency Under General Production Conditions For Spray Application of PaintsDocument5 pagesDetermination of Transfer Efficiency Under General Production Conditions For Spray Application of Paintsferdlh9No ratings yet
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionFrom EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo ratings yet
- Methodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsFrom EverandMethodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsNo ratings yet
- Use of Vacuum Line - 17Document20 pagesUse of Vacuum Line - 17Sachin BokanNo ratings yet
- Lamp Manufacturers' Cross ReferenceDocument26 pagesLamp Manufacturers' Cross ReferenceacornejomNo ratings yet
- 01 Paper Machine Steam & Condensate Systems PDFDocument47 pages01 Paper Machine Steam & Condensate Systems PDFMiguel Angel Mendoza Suazo88% (8)
- Session 4: Workshop On Low GWP Alternative RefrigerantsDocument42 pagesSession 4: Workshop On Low GWP Alternative RefrigerantsIgor GîdeiNo ratings yet
- Sika Ceram 205Document5 pagesSika Ceram 205care 7300No ratings yet
- Vacuum Oven - TEMPO InstrumentsDocument2 pagesVacuum Oven - TEMPO InstrumentsP RAJAVELUNo ratings yet
- Krauss-Maffei Disc and Drum Filters: Ssfe, TDF, TSFDocument16 pagesKrauss-Maffei Disc and Drum Filters: Ssfe, TDF, TSFetsimoNo ratings yet
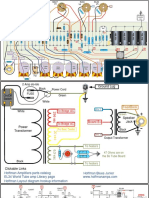
- Hoffman Amplifiers Blues Junior: B+ Y Z X Y X ZDocument4 pagesHoffman Amplifiers Blues Junior: B+ Y Z X Y X ZcarlosNo ratings yet
- Beverages and ConfectionaryDocument146 pagesBeverages and ConfectionaryThanh Tam Tran100% (1)
- Erkodent-Thermoforming-Instructional-Overview PDF Coredownload InlineDocument12 pagesErkodent-Thermoforming-Instructional-Overview PDF Coredownload Inlinesenthilkumar dayalanNo ratings yet
- KAESER EcodrainDocument7 pagesKAESER EcodrainAlina NechitaNo ratings yet
- Catalogo CR 400Document8 pagesCatalogo CR 400over0% (1)
- NASA Spacesuits and HelmetsDocument530 pagesNASA Spacesuits and HelmetsSteve Billings100% (7)
- Ust Mock Boards - PipeDocument8 pagesUst Mock Boards - PipeVon Eric DamirezNo ratings yet
- Centrifuca Christ RVC 2-18Document78 pagesCentrifuca Christ RVC 2-18Albert PitalugaNo ratings yet
- High Voltage Chapter 1 - InTRODUCTIONDocument18 pagesHigh Voltage Chapter 1 - InTRODUCTIONZiyan SinNo ratings yet
- Fluid Flow Hydraulic and Pneumatic Engineering and Design Menu - Engineers EdgeDocument7 pagesFluid Flow Hydraulic and Pneumatic Engineering and Design Menu - Engineers Edgejohn reyesNo ratings yet
- Tube Price List by Bob DobushDocument39 pagesTube Price List by Bob DobushGeorgeNo ratings yet
- K&S Thin Die Technology-2012Document27 pagesK&S Thin Die Technology-2012DanNo ratings yet
- Eductor Design - JacobyDocument14 pagesEductor Design - Jacobyvkumaran100% (4)
- Vacuum Press ChartDocument2 pagesVacuum Press ChartPaulo SilvaNo ratings yet
- Shock TubeDocument11 pagesShock TubeyoannlegNo ratings yet
- Scaleban Brochure For Thermal Power PlantsDocument17 pagesScaleban Brochure For Thermal Power PlantsChetan MaheshwariNo ratings yet
- Industrial Regulators Application Guide VI (TECHNICAL)Document136 pagesIndustrial Regulators Application Guide VI (TECHNICAL)steeven siregarNo ratings yet
- TC 94 ServiceManualDocument52 pagesTC 94 ServiceManualmohamed abdelzaherNo ratings yet
- Decon Inverter VRF Installation ÑÑL PDFDocument97 pagesDecon Inverter VRF Installation ÑÑL PDFnibble1974100% (1)
- k10921 - MO59 - Uk - Retrofit Guidelines For R417a - ChemoursDocument19 pagesk10921 - MO59 - Uk - Retrofit Guidelines For R417a - ChemoursYaretiNo ratings yet

























































































Download as pdf or txt
You might also like
- ASTM D3359-22 Standard Test Methods For Rating Adhesion by Tape TestDocument8 pagesASTM D3359-22 Standard Test Methods For Rating Adhesion by Tape TestManuela Castañeda100% (4)
- ASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)Document5 pagesASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)z6ytg7mcrjNo ratings yet
- Leak Testing USP40 Chap 1207.2Document16 pagesLeak Testing USP40 Chap 1207.2Ha0% (1)
- D6578Document6 pagesD6578roshni100% (2)
- ApplicationManual PDFDocument111 pagesApplicationManual PDFAco ZekiriNo ratings yet
- Astm D6677-18 6.02Document2 pagesAstm D6677-18 6.02amirhossein100% (3)
- Application and Evaluation of Brush and Roller Applied Paint FilmsDocument4 pagesApplication and Evaluation of Brush and Roller Applied Paint FilmsDanZel DanNo ratings yet
- BKM Z60 80 B III Service Manual PDFDocument54 pagesBKM Z60 80 B III Service Manual PDFKelly VillamilNo ratings yet
- AWS Welding Handbook-Vol 1Document8 pagesAWS Welding Handbook-Vol 1Anonymous uhqwokAeU0No ratings yet
- Film Hardness by Pencil Test: Standard Test Method ForDocument3 pagesFilm Hardness by Pencil Test: Standard Test Method ForNameNo ratings yet
- Producing Films of Uniform Thickness of Paint, Varnish, and Related Products On Test PanelsDocument8 pagesProducing Films of Uniform Thickness of Paint, Varnish, and Related Products On Test PanelsSudharsanNo ratings yet
- Hiding Power of Architectural Paints Applied by Roller: Standard Test Method ForDocument4 pagesHiding Power of Architectural Paints Applied by Roller: Standard Test Method ForProvocateur SamaraNo ratings yet
- Astm D 5064Document2 pagesAstm D 5064Alejandro 20No ratings yet
- Search Books, Presentations, Business, Academics: Sag Resistance of Paints Using A Multinotch ApplicatorDocument8 pagesSearch Books, Presentations, Business, Academics: Sag Resistance of Paints Using A Multinotch ApplicatoregemetsatisNo ratings yet
- An Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsDocument4 pagesAn Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsAlejandro 20No ratings yet
- ASTM D4228 Calificacion PintoresDocument3 pagesASTM D4228 Calificacion PintoresCarlos Licea100% (2)
- Detergent Resistance of Organic Finishes: Standard Practice ForDocument3 pagesDetergent Resistance of Organic Finishes: Standard Practice ForShaker Qaidi100% (1)
- Print Resistance of Lacquers: Standard Test Method ForDocument3 pagesPrint Resistance of Lacquers: Standard Test Method ForShaker QaidiNo ratings yet
- ASTM D 1654 - 08 (2016)e1Document4 pagesASTM D 1654 - 08 (2016)e1Ran CoiNo ratings yet
- Evaluation of Painted or Coated Specimens Subjected To Corrosive EnvironmentsDocument4 pagesEvaluation of Painted or Coated Specimens Subjected To Corrosive EnvironmentsJicheng PiaoNo ratings yet
- Astm D3363 22Document3 pagesAstm D3363 22Gabriela Núñez100% (1)
- Determination of Re-Tack Ability of Carpet Adhesives: Standard Practice ForDocument2 pagesDetermination of Re-Tack Ability of Carpet Adhesives: Standard Practice ForAngel CamberoNo ratings yet
- Astm - D4400.39339Document4 pagesAstm - D4400.39339Bryan de BarrosNo ratings yet
- Drying, Curing, or Film Formation of Organic Coatings: Standard Test Methods ForDocument4 pagesDrying, Curing, or Film Formation of Organic Coatings: Standard Test Methods Forehsan hatamiNo ratings yet
- Astm D4228 05R17Document3 pagesAstm D4228 05R17Johana Rivadeneira100% (1)
- Astm D4060-01Document3 pagesAstm D4060-01Joel Josué Vargas BarturénNo ratings yet
- Astm D3359-22Document8 pagesAstm D3359-22massimiliano.melisNo ratings yet
- D 3170 - 01 - RdmxnzatmdeDocument10 pagesD 3170 - 01 - RdmxnzatmdeEmre DalgicNo ratings yet
- Astm D 7087 - 2010Document4 pagesAstm D 7087 - 2010Emmanuel BoquetNo ratings yet
- Determination of The Transfer Efficiency Under Production Conditions For Spray Application of Automotive Paints - Weight BasisDocument5 pagesDetermination of The Transfer Efficiency Under Production Conditions For Spray Application of Automotive Paints - Weight BasisShaker QaidiNo ratings yet
- ASTM D4060.tzep1589Document5 pagesASTM D4060.tzep1589Kevin XuNo ratings yet
- D711-20 Tiempo de SecadoDocument5 pagesD711-20 Tiempo de SecadoDaniela TovarNo ratings yet
- D2248-01a_2013_Standard Practice for Detergent Resistance of Organic FinishesDocument3 pagesD2248-01a_2013_Standard Practice for Detergent Resistance of Organic FinishesPedro AlvelaisNo ratings yet
- Astm D522-D522MDocument5 pagesAstm D522-D522MTEJAS GADKARI100% (1)
- Astm D2571 95Document1 pageAstm D2571 95weerachaiwNo ratings yet
- Astm F119-82 (2022)Document3 pagesAstm F119-82 (2022)Imane ElkodsiNo ratings yet
- D1640D1640M 24001Document4 pagesD1640D1640M 24001Sandra AriasNo ratings yet
- D3359-23 AstmDocument9 pagesD3359-23 AstmVan Thu DangNo ratings yet
- Determining Slump Resistance of Carpet Adhesives: Standard Test Method ForDocument2 pagesDetermining Slump Resistance of Carpet Adhesives: Standard Test Method ForFanambinantsoa Eddy RAKOTONDRAZAFYNo ratings yet
- D711 10 (Reapproved 2015) REDDocument5 pagesD711 10 (Reapproved 2015) REDLuis Barrios ArandaNo ratings yet
- Astm D3359 - 23Document9 pagesAstm D3359 - 23Diego Armando Rodriguez WolffNo ratings yet
- D 2248 - 93 - RdiyndgtotmDocument2 pagesD 2248 - 93 - RdiyndgtotmMarcelino Navarrete EvaristoNo ratings yet
- Astm D 4060Document3 pagesAstm D 4060Arab WeldersNo ratings yet
- Astm D6943 15 2019Document3 pagesAstm D6943 15 2019isabozkurtlarNo ratings yet
- D4060-14 Standard Test Method For Abrasion Resistance of Organic Coatings by The Taber AbraserDocument5 pagesD4060-14 Standard Test Method For Abrasion Resistance of Organic Coatings by The Taber AbraserMaria Fernanda Carrasco IdrovoNo ratings yet
- Astm D 6583 00 - Ensaio Padronizado Porosidade Camada de TintaDocument2 pagesAstm D 6583 00 - Ensaio Padronizado Porosidade Camada de TintaNara CamargoNo ratings yet
- Astm D2940 D2940M 09Document1 pageAstm D2940 D2940M 09INDIRA DEL CARMEN BERMEJO FERN�NDEZNo ratings yet
- Astm D3359-23Document9 pagesAstm D3359-23jesus.cwiengineerNo ratings yet
- ASTM D4587-11 (2019) E1Document6 pagesASTM D4587-11 (2019) E1damaso taracenaNo ratings yet
- D 3730 - 98 - Rdm3mzatotgDocument10 pagesD 3730 - 98 - Rdm3mzatotgEmre DalgicNo ratings yet
- Testing Latex Vehicles: Standard Guide ForDocument2 pagesTesting Latex Vehicles: Standard Guide Foralienz1988newNo ratings yet
- Approximating The Shear Strength of Cohesive Soils by The Handheld Vane Shear DeviceDocument11 pagesApproximating The Shear Strength of Cohesive Soils by The Handheld Vane Shear DeviceFanambinantsoa Eddy RAKOTONDRAZAFYNo ratings yet
- D4213Document5 pagesD4213Ferry Naga FerdianNo ratings yet
- ASTM D6905 - 03 Standard Test Method For Impact Flexibility of Organic CoatingsDocument3 pagesASTM D6905 - 03 Standard Test Method For Impact Flexibility of Organic CoatingsCemalOlgunÇağlayan0% (1)
- High-Shear Viscosity Using A Cone/Plate Viscometer: Standard Test Method ForDocument3 pagesHigh-Shear Viscosity Using A Cone/Plate Viscometer: Standard Test Method ForgizemNo ratings yet
- Astm D3359Document9 pagesAstm D3359TEJAS GADKARINo ratings yet
- Astm E1209-2018Document8 pagesAstm E1209-2018Adrián CoudannesNo ratings yet
- ASTM D2632 15 - Standard Test Method For Rubber Property-Resilience by Vertical ReboundDocument5 pagesASTM D2632 15 - Standard Test Method For Rubber Property-Resilience by Vertical ReboundAndre Rodriguez SpirimNo ratings yet
- Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodDocument9 pagesRubber Property-Relative Abrasion Resistance by Pico Abrader MethodMaxNo ratings yet
- LaderasDocument3 pagesLaderasraphaelladeras12No ratings yet
- Determination of Transfer Efficiency Under General Production Conditions For Spray Application of PaintsDocument5 pagesDetermination of Transfer Efficiency Under General Production Conditions For Spray Application of Paintsferdlh9No ratings yet
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionFrom EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo ratings yet
- Methodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsFrom EverandMethodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsNo ratings yet
- Use of Vacuum Line - 17Document20 pagesUse of Vacuum Line - 17Sachin BokanNo ratings yet
- Lamp Manufacturers' Cross ReferenceDocument26 pagesLamp Manufacturers' Cross ReferenceacornejomNo ratings yet
- 01 Paper Machine Steam & Condensate Systems PDFDocument47 pages01 Paper Machine Steam & Condensate Systems PDFMiguel Angel Mendoza Suazo88% (8)
- Session 4: Workshop On Low GWP Alternative RefrigerantsDocument42 pagesSession 4: Workshop On Low GWP Alternative RefrigerantsIgor GîdeiNo ratings yet
- Sika Ceram 205Document5 pagesSika Ceram 205care 7300No ratings yet
- Vacuum Oven - TEMPO InstrumentsDocument2 pagesVacuum Oven - TEMPO InstrumentsP RAJAVELUNo ratings yet
- Krauss-Maffei Disc and Drum Filters: Ssfe, TDF, TSFDocument16 pagesKrauss-Maffei Disc and Drum Filters: Ssfe, TDF, TSFetsimoNo ratings yet
- Hoffman Amplifiers Blues Junior: B+ Y Z X Y X ZDocument4 pagesHoffman Amplifiers Blues Junior: B+ Y Z X Y X ZcarlosNo ratings yet
- Beverages and ConfectionaryDocument146 pagesBeverages and ConfectionaryThanh Tam Tran100% (1)
- Erkodent-Thermoforming-Instructional-Overview PDF Coredownload InlineDocument12 pagesErkodent-Thermoforming-Instructional-Overview PDF Coredownload Inlinesenthilkumar dayalanNo ratings yet
- KAESER EcodrainDocument7 pagesKAESER EcodrainAlina NechitaNo ratings yet
- Catalogo CR 400Document8 pagesCatalogo CR 400over0% (1)
- NASA Spacesuits and HelmetsDocument530 pagesNASA Spacesuits and HelmetsSteve Billings100% (7)
- Ust Mock Boards - PipeDocument8 pagesUst Mock Boards - PipeVon Eric DamirezNo ratings yet
- Centrifuca Christ RVC 2-18Document78 pagesCentrifuca Christ RVC 2-18Albert PitalugaNo ratings yet
- High Voltage Chapter 1 - InTRODUCTIONDocument18 pagesHigh Voltage Chapter 1 - InTRODUCTIONZiyan SinNo ratings yet
- Fluid Flow Hydraulic and Pneumatic Engineering and Design Menu - Engineers EdgeDocument7 pagesFluid Flow Hydraulic and Pneumatic Engineering and Design Menu - Engineers Edgejohn reyesNo ratings yet
- Tube Price List by Bob DobushDocument39 pagesTube Price List by Bob DobushGeorgeNo ratings yet
- K&S Thin Die Technology-2012Document27 pagesK&S Thin Die Technology-2012DanNo ratings yet
- Eductor Design - JacobyDocument14 pagesEductor Design - Jacobyvkumaran100% (4)
- Vacuum Press ChartDocument2 pagesVacuum Press ChartPaulo SilvaNo ratings yet
- Shock TubeDocument11 pagesShock TubeyoannlegNo ratings yet
- Scaleban Brochure For Thermal Power PlantsDocument17 pagesScaleban Brochure For Thermal Power PlantsChetan MaheshwariNo ratings yet
- Industrial Regulators Application Guide VI (TECHNICAL)Document136 pagesIndustrial Regulators Application Guide VI (TECHNICAL)steeven siregarNo ratings yet
- TC 94 ServiceManualDocument52 pagesTC 94 ServiceManualmohamed abdelzaherNo ratings yet
- Decon Inverter VRF Installation ÑÑL PDFDocument97 pagesDecon Inverter VRF Installation ÑÑL PDFnibble1974100% (1)
- k10921 - MO59 - Uk - Retrofit Guidelines For R417a - ChemoursDocument19 pagesk10921 - MO59 - Uk - Retrofit Guidelines For R417a - ChemoursYaretiNo ratings yet