Download as xls, pdf, or txt
You might also like
- WPQ TemplateDocument1 pageWPQ Templatejoshrathburn1980No ratings yet
- LBW WOPQ REV. 2010a Interactive FormDocument1 pageLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Aries MarteNo ratings yet
- Sa 516 GR 70 WPSDocument5 pagesSa 516 GR 70 WPSRajesh Owaiyar71% (7)
- Hooper Phillips Pottery Porcelain Marks 1894Document256 pagesHooper Phillips Pottery Porcelain Marks 1894Judy Dawson NelsonNo ratings yet
- Welders Performance Qualification Record (WPQ) : Welder Name Identification No. Test DescriptionDocument8 pagesWelders Performance Qualification Record (WPQ) : Welder Name Identification No. Test DescriptionGerardo Arispe AramayoNo ratings yet
- Ab-076a Welder Qualification Record WQRDocument1 pageAb-076a Welder Qualification Record WQRvinodNo ratings yet
- Welder Certificate Sample1Document1 pageWelder Certificate Sample1Buddy EkoNo ratings yet
- WPQ Format Sec IxDocument2 pagesWPQ Format Sec IxParminder SinghNo ratings yet
- WQT 1236Document1 pageWQT 1236mir31721No ratings yet
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Alesol EquipmentNo ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormTegar OktoberNo ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormAbhinandan BastiNo ratings yet
- Test Description (Information Only)Document2 pagesTest Description (Information Only)dayalramNo ratings yet
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Jose Elian Cuellar PinzónNo ratings yet
- WPQ PDFDocument1 pageWPQ PDFJose Elian Cuellar PinzónNo ratings yet
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Document1 pageRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepNo ratings yet
- Book 1Document3 pagesBook 1ansarmulla711No ratings yet
- WPQ 2Document1 pageWPQ 2FirozNo ratings yet
- Qw-484B Format For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document7 pagesQw-484B Format For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Gerardo Arispe AramayoNo ratings yet
- Form Qw-484B Suggested Format B For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageForm Qw-484B Suggested Format B For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)KautiilaNo ratings yet
- QCF328 Welding Operator Performance Qualification (WOPQ)Document1 pageQCF328 Welding Operator Performance Qualification (WOPQ)minhnnNo ratings yet
- ASME BPVC Sec IX 2023 - Demonstration FormDocument1 pageASME BPVC Sec IX 2023 - Demonstration Formmr.bakhtiari.mahmoudNo ratings yet
- WPQ PDFDocument0 pagesWPQ PDFstanleyNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- Form Qw-485 Suggested Format For Demonstration of Standard Welding Procedure Specifications (SWPS) (See Article V)Document1 pageForm Qw-485 Suggested Format For Demonstration of Standard Welding Procedure Specifications (SWPS) (See Article V)Emma DNo ratings yet
- Welder Qualification FormatDocument1 pageWelder Qualification FormatScribdTranslationsNo ratings yet
- QW484ADocument1 pageQW484AMohamed Ahmed MaherNo ratings yet
- RSW WOPQ REV. 2010a Interactive FormDocument1 pageRSW WOPQ REV. 2010a Interactive FormcosmicbunnyNo ratings yet
- FORM QW-483 (Back) : ASME BPVC - IX-2015Document1 pageFORM QW-483 (Back) : ASME BPVC - IX-2015Anonymous 0rt9KWmNNo ratings yet
- QW484BDocument1 pageQW484BMohamed Ahmed MaherNo ratings yet
- PQRDocument2 pagesPQRSreenivas Kamachi Chettiar100% (1)
- Welder Performance Qualification (WPQ)Document1 pageWelder Performance Qualification (WPQ)JBStringerNo ratings yet
- WPQ Format - SMAWDocument3 pagesWPQ Format - SMAWBalkishan DyavanapellyNo ratings yet
- Interactive Form QW-485 PDFDocument1 pageInteractive Form QW-485 PDFRama Krishna Reddy DonthireddyNo ratings yet
- ASME BPVC IX - 2017 Welding and Brazing Qualification 367Document1 pageASME BPVC IX - 2017 Welding and Brazing Qualification 367jiao longNo ratings yet
- QW-483 BlankDocument2 pagesQW-483 BlankCraftyBob100% (1)
- WOPQ Form English1Document2 pagesWOPQ Form English1oaperuchenaNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- QW484Document1 pageQW484Anonymous 4e7GNjzGWNo ratings yet
- PQR TipsDocument2 pagesPQR TipsWaqas WaqasNo ratings yet
- Form Qw-484B Suggested Format B For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageForm Qw-484B Suggested Format B For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)viswamanojNo ratings yet
- WPQ 양식 김정균 (DSHI Rev.0)Document5 pagesWPQ 양식 김정균 (DSHI Rev.0)이훈No ratings yet
- Technofibre International SDN BHD: Welder Qualification Test Reord (WQT)Document1 pageTechnofibre International SDN BHD: Welder Qualification Test Reord (WQT)dandiar1100% (1)
- 14033Document2 pages14033Priyanathan ThayalanNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Suggested Wps Forms ASME - IX 2010Document5 pagesSuggested Wps Forms ASME - IX 2010Ajay ChodankarNo ratings yet
- Saravanan Wpq-5g 50nbDocument1 pageSaravanan Wpq-5g 50nbDeepakNo ratings yet
- Format For Manufacturer Record of Welding Operator QualificationDocument1 pageFormat For Manufacturer Record of Welding Operator QualificationRajeev KumarNo ratings yet
- SAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Document2 pagesSAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Lovedeep SinghNo ratings yet
- mohanWPQ-1G 40NBDocument1 pagemohanWPQ-1G 40NBDeepakNo ratings yet
- Welder Qualification Standard ASMEDocument4 pagesWelder Qualification Standard ASMEammarashraf91No ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- PQR NTL-2Document2 pagesPQR NTL-2Susmita SahaNo ratings yet
- Asme Sec Ix 2019 381Document1 pageAsme Sec Ix 2019 381Balkishan DyavanapellyNo ratings yet
- WPQ CS SmawDocument1 pageWPQ CS Smawniket0No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- 05-01 ITPDocument2 pages05-01 ITPMo ZeroNo ratings yet
- Exhibit NQAME 06.01.01nuclear Document Distribution List TR01Document1 pageExhibit NQAME 06.01.01nuclear Document Distribution List TR01Mo ZeroNo ratings yet
- 07 08 Welding MapDocument2 pages07 08 Welding MapMo ZeroNo ratings yet
- NQAP-16.01 Corrective Action ProcedureDocument7 pagesNQAP-16.01 Corrective Action ProcedureMo ZeroNo ratings yet
- TR-01 Audit ReportDocument2 pagesTR-01 Audit ReportMo ZeroNo ratings yet
- 05-04 MarkingName Plate for ‘U’ stamp (2)Document2 pages05-04 MarkingName Plate for ‘U’ stamp (2)Mo ZeroNo ratings yet
- 16-Sec 11 - Authorized InspectorDocument1 page16-Sec 11 - Authorized InspectorMo ZeroNo ratings yet
- Acl Qa 02Document2 pagesAcl Qa 02Mo ZeroNo ratings yet
- Exhibit NQAME 04.06 Final Technical ReportDocument1 pageExhibit NQAME 04.06 Final Technical ReportMo ZeroNo ratings yet
- QA-02 Audit ReportDocument2 pagesQA-02 Audit ReportMo ZeroNo ratings yet
- RealDocument4 pagesRealMo ZeroNo ratings yet
- DC-01 Audit ReportDocument2 pagesDC-01 Audit ReportMo ZeroNo ratings yet
- 20 V 08Document5 pages20 V 08Mo ZeroNo ratings yet
- APQ-01 Audit PlanDocument1 pageAPQ-01 Audit PlanMo ZeroNo ratings yet
- Acl Apq 01Document2 pagesAcl Apq 01Mo ZeroNo ratings yet
- 05-Sec V - ScopeDocument1 page05-Sec V - ScopeMo ZeroNo ratings yet
- RealDocument1 pageRealMo ZeroNo ratings yet
- 11-Sec 6 - NCRDocument2 pages11-Sec 6 - NCRMo ZeroNo ratings yet
- RCC Performance Test Sheet ModifiedDocument2 pagesRCC Performance Test Sheet ModifiedMo ZeroNo ratings yet
- 20-Sec 15 List of ExhibitsDocument2 pages20-Sec 15 List of ExhibitsMo ZeroNo ratings yet
- 09-Sec 4 - Material ControlDocument6 pages09-Sec 4 - Material ControlMo ZeroNo ratings yet
- 14 V 02Document5 pages14 V 02Mo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- 11 V 01Document5 pages11 V 01Mo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- 10 V 05Document5 pages10 V 05Mo ZeroNo ratings yet
- 11 V 04abDocument5 pages11 V 04abMo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- Installation Manual Marine Range, 4 Hot Plates+Oven, 9S1009Document31 pagesInstallation Manual Marine Range, 4 Hot Plates+Oven, 9S1009Borislav MoshlevNo ratings yet
- Chemistry/Polymer Science: Category GENDocument22 pagesChemistry/Polymer Science: Category GENShweta RamtekeNo ratings yet
- IIW Diploma - WPE1 Course Notes PDFDocument300 pagesIIW Diploma - WPE1 Course Notes PDFTan Billy100% (1)
- How To Paint NazgulDocument9 pagesHow To Paint NazgulJoshuaNo ratings yet
- Din 17175 Seamless Steel TubesDocument9 pagesDin 17175 Seamless Steel TubesAmir hossain Hassan zadeNo ratings yet
- jt2-8-55 I jt2-12-55 Ejot Saohir Self-Drilling ScrewDocument1 pagejt2-8-55 I jt2-12-55 Ejot Saohir Self-Drilling Screwwaqas.galaxyprinceNo ratings yet
- SPM 2006-2009 Chemistry Paper 2 AnalysisDocument1 pageSPM 2006-2009 Chemistry Paper 2 Analysis3ricChanNo ratings yet
- Sop TSZC TsacDocument7 pagesSop TSZC TsacCorrosion FactoryNo ratings yet
- RSK-ANT SeriesDocument7 pagesRSK-ANT SeriesmohamedNo ratings yet
- Lower Benue TroughDocument20 pagesLower Benue TroughIgbereyivwe TejiriNo ratings yet
- Gasket Solutions For SemiconDocument2 pagesGasket Solutions For Semiconmoh saeedNo ratings yet
- Stainless SteelDocument8 pagesStainless SteelEdgarDavidDiazCampos100% (1)
- All Exceptions in IOCDocument30 pagesAll Exceptions in IOCKalyan Reddt100% (2)
- What Is %LEL / %UEL / Lower and Upper Explosive Limits For Flammable Gases and VaporsDocument8 pagesWhat Is %LEL / %UEL / Lower and Upper Explosive Limits For Flammable Gases and VaporsSherwin Delfin CincoNo ratings yet
- Lee Spring CatalogueDocument212 pagesLee Spring CatalogueThomás AlfredoNo ratings yet
- ACI 207.1R-96 Mass Concrete PDFDocument42 pagesACI 207.1R-96 Mass Concrete PDF409001604No ratings yet
- Api 577 Q 114Document31 pagesApi 577 Q 114Mohammed YoussefNo ratings yet
- Basic Flow Diagram: Cyclone Laterite Gypsum TrassDocument1 pageBasic Flow Diagram: Cyclone Laterite Gypsum TrassIbnu SenjuNo ratings yet
- ASTM D 240 - 02 (Reapproved 2007) PDFDocument9 pagesASTM D 240 - 02 (Reapproved 2007) PDFTeodooro NavasNo ratings yet
- Tabulation of Doors: Mark Size Type Location QuantityDocument1 pageTabulation of Doors: Mark Size Type Location QuantityAlbert Dela CruzNo ratings yet
- Voltex Ds Product Data 1693371Document4 pagesVoltex Ds Product Data 1693371manuel agostinhoNo ratings yet
- Ic 38 QuestionsDocument3 pagesIc 38 QuestionsUtkarsh AgarwalNo ratings yet
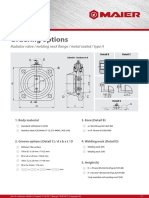
- SELECTION Radiator Valve DIN 42560 Type A - ENG PDFDocument2 pagesSELECTION Radiator Valve DIN 42560 Type A - ENG PDFSiniša PerčićNo ratings yet
- Megaadd Wl2: Integral Water Repellent AdmixtureDocument2 pagesMegaadd Wl2: Integral Water Repellent AdmixtureShaik QutubuddinNo ratings yet
- Crude Summary Report: Reference: KRKUK359 Crude: KirkukDocument5 pagesCrude Summary Report: Reference: KRKUK359 Crude: Kirkukasad razaNo ratings yet
- Introduction To Milestone Application Book PDFDocument3 pagesIntroduction To Milestone Application Book PDFAldrin AfuangNo ratings yet
- DecorativePaint PDFDocument128 pagesDecorativePaint PDFAndreea JoitaNo ratings yet
- List of Is Codes For Cement and ConcreteDocument7 pagesList of Is Codes For Cement and ConcreteShruti ShahNo ratings yet
- Defect in Alum Extrusion JournalDocument18 pagesDefect in Alum Extrusion JournalAry OctavianiNo ratings yet