Download as pdf or txt
You might also like
- Advanced Tribology 2008Document1,033 pagesAdvanced Tribology 2008Fathia AlkelaeNo ratings yet
- A Textbook of Fire AssayingDocument275 pagesA Textbook of Fire AssayingDario100% (1)
- Toughness Enhancing Mechanisms in Age Hardened Fe-Mn-Al-C SteelsDocument9 pagesToughness Enhancing Mechanisms in Age Hardened Fe-Mn-Al-C SteelsMoin ANo ratings yet
- Corrosion Science: Qianlin Wu, Zhonghua Zhang, Xiaoming Dong, Jianqiang YangDocument9 pagesCorrosion Science: Qianlin Wu, Zhonghua Zhang, Xiaoming Dong, Jianqiang YangMiguel SolisNo ratings yet
- Martensite To AusteniteDocument9 pagesMartensite To AustenitedfgdegNo ratings yet
- Elrefaey 2010Document7 pagesElrefaey 2010mojtaba nNo ratings yet
- Materials Science & Engineering A: Jun Chen, Meng-Yang LV, Zhen-Yu Liu, Guo-Dong WangDocument6 pagesMaterials Science & Engineering A: Jun Chen, Meng-Yang LV, Zhen-Yu Liu, Guo-Dong WangSahm Abd Al AlNo ratings yet
- Austempering TreatmentDocument7 pagesAustempering TreatmentSenthil MithulNo ratings yet
- Quench and Partitioning OpportunityDocument9 pagesQuench and Partitioning OpportunityJoselo HRNo ratings yet
- Enhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingDocument19 pagesEnhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingMoin ANo ratings yet
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDocument8 pagesEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNo ratings yet
- TMP CBECDocument14 pagesTMP CBECFrontiersNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- Microstructure and Mechanical Properties of Two API Steels For Iron Ore PipelinesDocument7 pagesMicrostructure and Mechanical Properties of Two API Steels For Iron Ore PipelinesNilesh MistryNo ratings yet
- Microstructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositesDocument10 pagesMicrostructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositeskdfjlkjlkNo ratings yet
- Metals 11 01121Document18 pagesMetals 11 01121Izod GetterNo ratings yet
- Materials Chemistry and Physics: Maryam Soleimani, Hamed Mirzadeh, Changiz DehghanianDocument7 pagesMaterials Chemistry and Physics: Maryam Soleimani, Hamed Mirzadeh, Changiz Dehghanianahmed ezwaiNo ratings yet
- Control of Inter Intra Granular - Carbides and Its Influ - 2018 - Materials ScieDocument8 pagesControl of Inter Intra Granular - Carbides and Its Influ - 2018 - Materials ScieMarina PiermannNo ratings yet
- 1-The Development of High-Strength Steel of 980MPa Grade With Higher Hole ExpansibilityDocument6 pages1-The Development of High-Strength Steel of 980MPa Grade With Higher Hole ExpansibilityYANSHINo ratings yet
- The Effect of Carbon Content On The C A Ratio of As-Quenched Martensite in Fe-C AlloysDocument6 pagesThe Effect of Carbon Content On The C A Ratio of As-Quenched Martensite in Fe-C AlloysAlexis Guzmán MéndezNo ratings yet
- Materials Letters: Y.Y. Song, X.Y. Li, L.J. Rong, D.H. Ping, F.X. Yin, Y.Y. LiDocument4 pagesMaterials Letters: Y.Y. Song, X.Y. Li, L.J. Rong, D.H. Ping, F.X. Yin, Y.Y. LiGhazal NanaaNo ratings yet
- Evolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantDocument7 pagesEvolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantRogger Asmat VasquezNo ratings yet
- Hafeez 2020 Mater. Res. Express 7 016553 PDFDocument13 pagesHafeez 2020 Mater. Res. Express 7 016553 PDFArturo CervantesNo ratings yet
- Materials and Design: Dong Ye, Jun Li, Wen Jiang, Jie Su, Kunyu ZhaoDocument7 pagesMaterials and Design: Dong Ye, Jun Li, Wen Jiang, Jie Su, Kunyu ZhaoSeshadri SridharNo ratings yet
- Materials Science and Engineering ADocument9 pagesMaterials Science and Engineering ASol AngelNo ratings yet
- Artigo Questão 1Document7 pagesArtigo Questão 1eduardoNo ratings yet
- Physical and Numerical Modelling of Heat Treatment The Precipitation-Hardening Complex-Phase Steel (CP)Document4 pagesPhysical and Numerical Modelling of Heat Treatment The Precipitation-Hardening Complex-Phase Steel (CP)rodrigosiqueiraNo ratings yet
- Microstructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsDocument10 pagesMicrostructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsniyuayuNo ratings yet
- Materials Science & Engineering A: G.M.A.M.El Fallah, H.K.D.H. Bhadeshia TDocument9 pagesMaterials Science & Engineering A: G.M.A.M.El Fallah, H.K.D.H. Bhadeshia Tsayyed bassir ajellehNo ratings yet
- Influence of Clad Metal Chemistry On Stress CorrosDocument6 pagesInfluence of Clad Metal Chemistry On Stress CorrosOwais MalikNo ratings yet
- Effect of Cu CR and Ni On Mechanical Properties ofDocument7 pagesEffect of Cu CR and Ni On Mechanical Properties ofsyedfarazshafeeqNo ratings yet
- Powder Metallurgical Nanostructured Medium Carbon Bainitic Steel - Kinetics, Structure, and in Situ Thermal Stability StudiesDocument9 pagesPowder Metallurgical Nanostructured Medium Carbon Bainitic Steel - Kinetics, Structure, and in Situ Thermal Stability StudiesJotaNo ratings yet
- Materials Science & Engineering ADocument8 pagesMaterials Science & Engineering Avladimirsoler01No ratings yet
- Microstructure Characterization of Nanocrystalline Bainitic Steel During TemperingDocument7 pagesMicrostructure Characterization of Nanocrystalline Bainitic Steel During TemperingJotaNo ratings yet
- Microbandeado MN SteelDocument8 pagesMicrobandeado MN SteelConstanza BravoNo ratings yet
- Wang-Speer2013 Article QuenchingAndPartitioningSteelHDocument14 pagesWang-Speer2013 Article QuenchingAndPartitioningSteelHSukendarNo ratings yet
- Materials Science & Engineering A: Jun He, Lin Chen, Zihui Guo, Huihui Zhi, Stoichko Antonov, Yanjing SuDocument10 pagesMaterials Science & Engineering A: Jun He, Lin Chen, Zihui Guo, Huihui Zhi, Stoichko Antonov, Yanjing SuJuan José Leiva AlegreNo ratings yet
- Chitosan As A Green Inhibitor For Mild Steel Corrosion - Thermodynamic and Electrochemical EvaluationsDocument11 pagesChitosan As A Green Inhibitor For Mild Steel Corrosion - Thermodynamic and Electrochemical EvaluationsRoberta VasquesNo ratings yet
- The Effect of Solid Solution Treatment On The Hardness and Microstructure of 0.6%wt C-10.8%wt Mn-1.44%wt CR Austenitic Manganese SteelDocument8 pagesThe Effect of Solid Solution Treatment On The Hardness and Microstructure of 0.6%wt C-10.8%wt Mn-1.44%wt CR Austenitic Manganese SteelndeminNo ratings yet
- En8 CharpyDocument10 pagesEn8 CharpyfailureanalystNo ratings yet
- High-Strength Bainitic SteelsDocument9 pagesHigh-Strength Bainitic SteelsabanzabalNo ratings yet
- Pitting Corrosion Resistance of CA6NM and 410 Martensitic Stainless Steels in Various EnvironmentsDocument8 pagesPitting Corrosion Resistance of CA6NM and 410 Martensitic Stainless Steels in Various EnvironmentsAntonioNo ratings yet
- Effect of Bainitic Transformation During BQ&P Process On The Mechanical Properties in An Ultrahigh Strength Mn-Si-Cr-C SteelDocument21 pagesEffect of Bainitic Transformation During BQ&P Process On The Mechanical Properties in An Ultrahigh Strength Mn-Si-Cr-C SteelDouglas RodriguesNo ratings yet
- Study of Pipeline Steels With Acicular Ferrite MicDocument6 pagesStudy of Pipeline Steels With Acicular Ferrite MicPaulo HenriqueNo ratings yet
- Effect of Carbon Content On The Phase TRDocument14 pagesEffect of Carbon Content On The Phase TRPartho ChoudhuryNo ratings yet
- Questão 01Document17 pagesQuestão 01eduardoNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Ghasali2016 PDFDocument17 pagesGhasali2016 PDFNih kNo ratings yet
- Communication: Processing and Properties of Medium-Mn TRIP Steel To Obtain A Two-Stage TRIP BehaviorDocument7 pagesCommunication: Processing and Properties of Medium-Mn TRIP Steel To Obtain A Two-Stage TRIP Behaviormaggie zhangNo ratings yet
- Subramanian 2006Document7 pagesSubramanian 2006MarcioNo ratings yet
- Kim 2018Document26 pagesKim 2018Muhammad Rizki Gorbyandi NadiNo ratings yet
- Microstructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelDocument8 pagesMicrostructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelVeluswamy VeerappanNo ratings yet
- Heat Treatment Effect On P91 SteelDocument7 pagesHeat Treatment Effect On P91 SteelChandan PandeyNo ratings yet
- Wear Characteristics of Heat Treated Hadfield Austenitic Manganese Steel For Engineering ApplicationDocument15 pagesWear Characteristics of Heat Treated Hadfield Austenitic Manganese Steel For Engineering Applicationshrikant mishraNo ratings yet
- Characteristics of AISI 420 Stainless Steel Modified by Low-Temperature Plasma Carburizing With Gaseous AcetoneDocument10 pagesCharacteristics of AISI 420 Stainless Steel Modified by Low-Temperature Plasma Carburizing With Gaseous Acetonemephir666No ratings yet
- Intern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014Document13 pagesIntern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014cesar barandaNo ratings yet
- Experimental Investigation On Corrosion Behaviour of Hot Upset P/M Plain Carbon SteelDocument6 pagesExperimental Investigation On Corrosion Behaviour of Hot Upset P/M Plain Carbon SteelTJPRC PublicationsNo ratings yet
- Performance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsDocument6 pagesPerformance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsANA LAURA BRAGA NASCIMENTONo ratings yet
- Panduan BeasiswaDocument7 pagesPanduan BeasiswaAmalia Tri WNo ratings yet
- 4340qt-Ht-Iq1-Diff Heatr TestDocument9 pages4340qt-Ht-Iq1-Diff Heatr Testjohn smithNo ratings yet
- Corrosion Science: SciencedirectDocument14 pagesCorrosion Science: SciencedirectVikram JainNo ratings yet
- A182 347 vs 310Document1 pageA182 347 vs 310Fathia AlkelaeNo ratings yet
- Duplex 2507 vs 2205 vs S31200Document2 pagesDuplex 2507 vs 2205 vs S31200Fathia AlkelaeNo ratings yet
- 2021_ImpactofhightemperaturestressrelievingonfinalpropertiesofInconel718processedbylaserpowderbedfusionDocument15 pages2021_ImpactofhightemperaturestressrelievingonfinalpropertiesofInconel718processedbylaserpowderbedfusionFathia AlkelaeNo ratings yet
- Characterising Ion-Irradiated FeCr Hardness, Thermal Diffusivity and lattice strainDocument37 pagesCharacterising Ion-Irradiated FeCr Hardness, Thermal Diffusivity and lattice strainFathia AlkelaeNo ratings yet
- Particle Size of Gamma Prime as a Result of Vacuum Heat treatment of Inconel 738 super alloyDocument6 pagesParticle Size of Gamma Prime as a Result of Vacuum Heat treatment of Inconel 738 super alloyFathia AlkelaeNo ratings yet
- Laser Powder Bed Fusion and Post Processing of Alloy C22Document16 pagesLaser Powder Bed Fusion and Post Processing of Alloy C22Fathia AlkelaeNo ratings yet
- The Effects of Production Methods On The Microstructures and Mechanical Properties of An Aluminum BronzeDocument10 pagesThe Effects of Production Methods On The Microstructures and Mechanical Properties of An Aluminum BronzeFathia AlkelaeNo ratings yet
- Fabricating Superior NiAl Bronze Components Through Wire Arc Additive ManufacturingDocument14 pagesFabricating Superior NiAl Bronze Components Through Wire Arc Additive ManufacturingFathia AlkelaeNo ratings yet
- Effects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingDocument9 pagesEffects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingFathia AlkelaeNo ratings yet
- The Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyDocument33 pagesThe Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyFathia AlkelaeNo ratings yet
- TEM STUDY OF PRECIPITATES IN LASER CLAD Ni-A1 BRONZEDocument6 pagesTEM STUDY OF PRECIPITATES IN LASER CLAD Ni-A1 BRONZEFathia AlkelaeNo ratings yet
- Tribological and Mechanical Characterization of Nickel Aluminium Bronze (NAB) Manufactured by Laser Powder-Bed Fusion (L-PBF)Document10 pagesTribological and Mechanical Characterization of Nickel Aluminium Bronze (NAB) Manufactured by Laser Powder-Bed Fusion (L-PBF)Fathia AlkelaeNo ratings yet
- Tribological Characteristics of Nickel-Aluminium Bronze CuAl10Ni5Fe4 Against 30CrMnSiA Steel After The Prior Corrosion TreatmentDocument6 pagesTribological Characteristics of Nickel-Aluminium Bronze CuAl10Ni5Fe4 Against 30CrMnSiA Steel After The Prior Corrosion TreatmentFathia AlkelaeNo ratings yet
- Characterization of Phases in A Nickel-Aluminium BronzeDocument7 pagesCharacterization of Phases in A Nickel-Aluminium BronzeFathia AlkelaeNo ratings yet
- Control of Residual Oxygen The Process Atmosphere During Laser-Powder Bed Fusion Processing of Ti-6Al-4VDocument10 pagesControl of Residual Oxygen The Process Atmosphere During Laser-Powder Bed Fusion Processing of Ti-6Al-4VFathia AlkelaeNo ratings yet
- Temperature Dependence of Stacking Fault Energy in Close-Packed Metals and AlloysDocument17 pagesTemperature Dependence of Stacking Fault Energy in Close-Packed Metals and AlloysFathia AlkelaeNo ratings yet
- Eth-31148-02 (Nitrogen Doped)Document160 pagesEth-31148-02 (Nitrogen Doped)Fathia AlkelaeNo ratings yet
- Prediction of DLC Friction Lifetime Based On A Local Archard Factor Density ApproachDocument17 pagesPrediction of DLC Friction Lifetime Based On A Local Archard Factor Density ApproachFathia AlkelaeNo ratings yet
- Four Point BendingDocument307 pagesFour Point BendingFathia AlkelaeNo ratings yet
- PaintsDocument32 pagesPaintsMarie Astrid Amboy100% (1)
- Impact TestDocument11 pagesImpact TestMohsin AbbasNo ratings yet
- Catch Up Fridays Science4020224Document3 pagesCatch Up Fridays Science4020224MARIBETH GUAL0% (1)
- Fracture Mechanics Analysis of CoatingDocument12 pagesFracture Mechanics Analysis of CoatingBisma MasoodNo ratings yet
- Product CatalogDocument66 pagesProduct CatalogEnkhmend-Od UlziibatNo ratings yet
- PWHT PDFDocument118 pagesPWHT PDFErick Hogan100% (1)
- Ngatataek Mixed Secondary School Chemistry (Theory) Paper 1 Form 3 Mid-Term Exam NAME ..ADM CLASS . Time: 2 HoursDocument10 pagesNgatataek Mixed Secondary School Chemistry (Theory) Paper 1 Form 3 Mid-Term Exam NAME ..ADM CLASS . Time: 2 HoursDavyieNo ratings yet
- Minerals 11 00113 v2Document17 pagesMinerals 11 00113 v2أحمد بللNo ratings yet
- Flyer English 2023Document20 pagesFlyer English 2023wshtoolsinternationalNo ratings yet
- Materials ConcreteDocument3 pagesMaterials ConcreteKarlo BosecNo ratings yet
- Material Characterization - Lecture 4Document18 pagesMaterial Characterization - Lecture 4Nilesh BondreNo ratings yet
- Biodeterioration of Crude Oil and Oil Derived ProductsDocument23 pagesBiodeterioration of Crude Oil and Oil Derived Productsdiegovillegas1966100% (1)
- 41xx SteelDocument2 pages41xx Steelkumar rajaNo ratings yet
- The Influence of Grain Size On The Tensile and Fatigue Behavior of 7075 t6 Aluminum SheetDocument8 pagesThe Influence of Grain Size On The Tensile and Fatigue Behavior of 7075 t6 Aluminum SheetHoai Anh VuNo ratings yet
- Molecularly Oriented Polyvinyl Chloride (Pvco) Pressure Pipe, 4 In. Through 12 In. (100 MM Through 300 MM), For Water DistributionDocument24 pagesMolecularly Oriented Polyvinyl Chloride (Pvco) Pressure Pipe, 4 In. Through 12 In. (100 MM Through 300 MM), For Water DistributionJORGE LOPEZ100% (1)
- Lithics GlossaryDocument10 pagesLithics GlossarylijzipporahNo ratings yet
- Simple Salt Analysis SchemeDocument6 pagesSimple Salt Analysis SchemeSplixus07No ratings yet
- Presentation DelcorteDocument15 pagesPresentation Delcortecarlos2685No ratings yet
- Grade 7 Pre Techn NotesDocument22 pagesGrade 7 Pre Techn NotesAhmed Hassan100% (1)
- MSDS DR Weigert Deterjen Alkaline Atau Mediclean ForteDocument5 pagesMSDS DR Weigert Deterjen Alkaline Atau Mediclean Fortejoko sasmitoNo ratings yet
- Organic Chemistry P2 Questions (2020-2023)Document28 pagesOrganic Chemistry P2 Questions (2020-2023)moiz.8450No ratings yet
- Zeng Buffalo 0656A 16412Document194 pagesZeng Buffalo 0656A 16412Modassir AnwerNo ratings yet
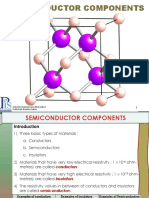
- Semiconductor ComponentsDocument44 pagesSemiconductor ComponentsKhairul NaimNo ratings yet
- Dgca Module 11 Part 02 PDFDocument21 pagesDgca Module 11 Part 02 PDFBhaskerNegiNo ratings yet
- FEED WATER TREATMENT FROM AVT (R) TO AVT (O) LDocument14 pagesFEED WATER TREATMENT FROM AVT (R) TO AVT (O) Lprakash100% (2)
- MSDS Poly Aluminium PDFDocument6 pagesMSDS Poly Aluminium PDFAnida MauludinaNo ratings yet
- 99-STONE ITALIANA-Installation Maintenance GuideDocument1 page99-STONE ITALIANA-Installation Maintenance GuideSuresh JainNo ratings yet
- Volume 7 Inorganic ChemistryDocument1,126 pagesVolume 7 Inorganic ChemistryfernandozarateNo ratings yet
- Combustion and Flame Class 8 Notes Science Chapter 6Document3 pagesCombustion and Flame Class 8 Notes Science Chapter 6zodika khiangteNo ratings yet