Download as pdf or txt
You might also like
- Mineral Reinforced PP: Features ApplicationsDocument2 pagesMineral Reinforced PP: Features ApplicationskatolokchokNo ratings yet
- PDS HEX4460p PE80 1Document3 pagesPDS HEX4460p PE80 1art72 talNo ratings yet
- Sabic B1054Document2 pagesSabic B1054sujatamehta919No ratings yet
- ALTECH ABS C 2017/500 GF17: Technical Data SheetDocument1 pageALTECH ABS C 2017/500 GF17: Technical Data SheetarmandoNo ratings yet
- Technyl Star S 218 V30 BK 31NDocument3 pagesTechnyl Star S 218 V30 BK 31Nratz23695No ratings yet
- ALTECH ABS A 2020/100 GF20: Technical Data SheetDocument1 pageALTECH ABS A 2020/100 GF20: Technical Data SheetarmandoNo ratings yet
- Ultradur® B 6550 LN en SI - Product DatasheetDocument2 pagesUltradur® B 6550 LN en SI - Product Datasheetnoto.sugiartoNo ratings yet
- Technical Data SheetDocument3 pagesTechnical Data SheetAdrián SánchezNo ratings yet
- LTH 1922Document4 pagesLTH 1922mohamad mostafaviNo ratings yet
- Material DataDocument3 pagesMaterial DataR.Ranjan PradhanNo ratings yet
- ULTRAMID Sup ® Sup +B3WG6+BGVW+BLACK+00564Document2 pagesULTRAMID Sup ® Sup +B3WG6+BGVW+BLACK+00564Luis Enrique Ramos PérezNo ratings yet
- Technical Data Sheet Moplen EP548PDocument3 pagesTechnical Data Sheet Moplen EP548Pantonio.sevelarNo ratings yet
- HFI 5110-Arya SasolDocument2 pagesHFI 5110-Arya Sasolchirag.sanchetiNo ratings yet
- Data SheetDocument2 pagesData SheetDridi BadreddineNo ratings yet
- Technical Data SheetDocument3 pagesTechnical Data SheetRobertoNo ratings yet
- ABS Terlux 2802 TR - Fiche Technique enDocument2 pagesABS Terlux 2802 TR - Fiche Technique endamien_roule5728No ratings yet
- hd-b1258-tdsDocument2 pageshd-b1258-tdsarushtriumphNo ratings yet
- CR C14 LD2420KDocument3 pagesCR C14 LD2420KJaime222No ratings yet
- Tds Tasnee HD b1258Document2 pagesTds Tasnee HD b1258أبو أميرNo ratings yet
- Technical Data Sheet HOJA TECNICA HOSTALEN CRP100 BLACKDocument3 pagesTechnical Data Sheet HOJA TECNICA HOSTALEN CRP100 BLACKSERGIO CICCHITTINo ratings yet
- Ultramid® B3S en SIDocument2 pagesUltramid® B3S en SImuamerNo ratings yet
- BCE111NPDocument3 pagesBCE111NPdignityymartNo ratings yet
- Radilon A Cp300K 333 BK: Product InformationDocument4 pagesRadilon A Cp300K 333 BK: Product InformationmuthuNo ratings yet
- Product Data Sheet: Sasol Polymers PP: HNR100 MFR: 12g/10minDocument2 pagesProduct Data Sheet: Sasol Polymers PP: HNR100 MFR: 12g/10minAlbert FortunatoNo ratings yet
- ALTECH PE-HD A 2010/550 GF10: Technical Data SheetDocument2 pagesALTECH PE-HD A 2010/550 GF10: Technical Data SheetPhung LucNo ratings yet
- Technical Data Sheet (2)Document4 pagesTechnical Data Sheet (2)arushtriumphNo ratings yet
- Styrolution TDS400900240711Document3 pagesStyrolution TDS400900240711Indrajit SahaNo ratings yet
- Styrolution 3 G55Document3 pagesStyrolution 3 G55John EduardoNo ratings yet
- CirRenew C14 LD2420DDocument3 pagesCirRenew C14 LD2420DJaime222No ratings yet
- ULTRASON Sup ® Sup +E1010+NATURALDocument2 pagesULTRASON Sup ® Sup +E1010+NATURALnikos.a.kyriakouNo ratings yet
- Styrolution TDS300600621530Document2 pagesStyrolution TDS300600621530seguridadehigieneseguridadehigNo ratings yet
- Datasheet CX02-81Document2 pagesDatasheet CX02-81jprodriguezNo ratings yet
- C C14 LD2420F PlusDocument3 pagesC C14 LD2420F PlusJaime222No ratings yet
- Tds hd5403pdfDocument2 pagesTds hd5403pdfAthonioMourinhoNo ratings yet
- PP h4120 TdsDocument2 pagesPP h4120 TdsengrmfawadazharNo ratings yet
- TDS - MT 950 - enDocument2 pagesTDS - MT 950 - enTo RaNo ratings yet
- SABIC® PPcompound_2606_Global_Technical_Data_SheetDocument2 pagesSABIC® PPcompound_2606_Global_Technical_Data_SheetFahri ibişoğluNo ratings yet
- RB206MODocument2 pagesRB206MObobNo ratings yet
- HJ311AIDocument3 pagesHJ311AIdignityymartNo ratings yet
- Pa66-G30 Ahbk003 Tds-Iso-EngDocument2 pagesPa66-G30 Ahbk003 Tds-Iso-EngVinoth SekarNo ratings yet
- Starflam PA66 25VDocument2 pagesStarflam PA66 25VjahabarsathickNo ratings yet
- Ultramid A205fDocument3 pagesUltramid A205fSATHISH KUMAR SNo ratings yet
- SABIC® PPcompound - 3710E - Global - Technical - Data - SheetDocument2 pagesSABIC® PPcompound - 3710E - Global - Technical - Data - SheetSerkan AkpınarNo ratings yet
- ALTECH PE-HD A 2010/506 GF10: Technical Data SheetDocument2 pagesALTECH PE-HD A 2010/506 GF10: Technical Data SheetPhung LucNo ratings yet
- Tds Tasnee 100 Black Revised in 2022Document2 pagesTds Tasnee 100 Black Revised in 2022Amir NawazNo ratings yet
- Technical Data SheetDocument3 pagesTechnical Data SheetEmanuel TescheNo ratings yet
- Sabic® Ppcompound 31T1010: PP Compound Mineral FilledDocument2 pagesSabic® Ppcompound 31T1010: PP Compound Mineral Filledmohamed sabryNo ratings yet
- Tasnee LD 1925as: Low Density PolyethyleneDocument2 pagesTasnee LD 1925as: Low Density PolyethyleneMootaz Nagy El SabaaNo ratings yet
- Tds-Tasnee LD 0725nDocument2 pagesTds-Tasnee LD 0725nأبو أميرNo ratings yet
- NatpetDocument2 pagesNatpetfranklin898No ratings yet
- PP Mosten EH 501: Technical DatasheetDocument2 pagesPP Mosten EH 501: Technical DatasheetBanupriya BalasubramanianNo ratings yet
- Styrolution TDS400900250546Document2 pagesStyrolution TDS400900250546prabhat singhNo ratings yet
- Tds-Tasnee LD 1925asDocument2 pagesTds-Tasnee LD 1925asأبو أميرNo ratings yet
- Styro Lution Tds 400900240714Document3 pagesStyro Lution Tds 400900240714vrjrNo ratings yet
- RADILONAESL128100NTDocument4 pagesRADILONAESL128100NTRicardoNo ratings yet
- Vesbo PPR EnglishDocument50 pagesVesbo PPR Englishcool.boys4200No ratings yet
- ALTECH PP-H A 2030/750 GF30 CP: Technical Data SheetDocument2 pagesALTECH PP-H A 2030/750 GF30 CP: Technical Data SheetGufran AhmadNo ratings yet
- Ultrason® E 2010 G6 UN en SI - Product DatasheetDocument2 pagesUltrason® E 2010 G6 UN en SI - Product Datasheetshahin_723No ratings yet
- Desmopan 3059D - en - 00898365 00000542 20011347Document2 pagesDesmopan 3059D - en - 00898365 00000542 20011347sosal salvadosNo ratings yet
- Pe 323Document42 pagesPe 323Farhan SafdarNo ratings yet
- History of Planning in IndiaDocument18 pagesHistory of Planning in IndiaSaloni AnandNo ratings yet
- Algeriavisa 2Document1 pageAlgeriavisa 2yaimara iimenezNo ratings yet
- Qlik Certification Program FAQ enDocument6 pagesQlik Certification Program FAQ ensmederevac1977No ratings yet
- Frame Design Using Nonprismatic MembersDocument22 pagesFrame Design Using Nonprismatic MembersALEX MOLINANo ratings yet
- Listening Comprehension Choices Part ADocument4 pagesListening Comprehension Choices Part AHana RajagukgukNo ratings yet
- Career Essay Eng 1302Document4 pagesCareer Essay Eng 1302Madison MorenoNo ratings yet
- Incident Record FormDocument2 pagesIncident Record FormMark Joel AguilaNo ratings yet
- Chapter 2 - 1Document17 pagesChapter 2 - 1Hana YukiNo ratings yet
- Dinku Mahanta FinalDocument97 pagesDinku Mahanta Finalpruthvirajchavan7262No ratings yet
- ლექსიკა დამწყებთათვისDocument49 pagesლექსიკა დამწყებთათვისEka BuishviliNo ratings yet
- Unit - I Entrepreneur Definition:: StartupDocument12 pagesUnit - I Entrepreneur Definition:: Startupmba departmentNo ratings yet
- Smart Lighting System Using Raspberry PIDocument9 pagesSmart Lighting System Using Raspberry PIChristosTsilionisNo ratings yet
- Simatic Ipc 547JDocument202 pagesSimatic Ipc 547JJdar WarakronNo ratings yet
- SAEJ30Document38 pagesSAEJ30Jose Luis AusinNo ratings yet
- AE211 Final ExamDocument10 pagesAE211 Final ExamMariette Alex AgbanlogNo ratings yet
- Competencies For OD PractitionerDocument6 pagesCompetencies For OD PractitionerAanchal GargNo ratings yet
- Ee460m Lab ManualDocument106 pagesEe460m Lab Manualganga_ch1No ratings yet
- Air Flow Rate Calculation For Fire Smoke Exhaust System: Vietnam Nisshin Technomic Phase 2 ProjectDocument8 pagesAir Flow Rate Calculation For Fire Smoke Exhaust System: Vietnam Nisshin Technomic Phase 2 Projecttiger vuNo ratings yet
- Costco FinalDocument33 pagesCostco Finalhiren1900No ratings yet
- 0452 s03 QP 3Document16 pages0452 s03 QP 3Saad AhmedNo ratings yet
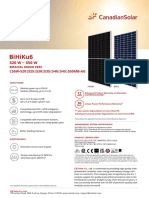
- CS Datasheet BiHiKu6 - CS6W MB AG - v2.1 - EN (Canadise)Document2 pagesCS Datasheet BiHiKu6 - CS6W MB AG - v2.1 - EN (Canadise)AlejandraNo ratings yet
- Art 332 of Revised Penal CodeDocument3 pagesArt 332 of Revised Penal CodeImmanuel Cris PalasigueNo ratings yet
- David's Guide For Blog NameDocument26 pagesDavid's Guide For Blog NameDivyansh BoraNo ratings yet
- In-N-Out Burger, Inc. vs. Sehwani, Incorporated, 575 SCRA 535, G.R. No. 179127 December 24, 2008Document10 pagesIn-N-Out Burger, Inc. vs. Sehwani, Incorporated, 575 SCRA 535, G.R. No. 179127 December 24, 2008Lyka Angelique CisnerosNo ratings yet
- Etray2 Solutions PDFDocument28 pagesEtray2 Solutions PDFThuyDuongNo ratings yet
- Exercise On Chapter 8 Science Form 3Document3 pagesExercise On Chapter 8 Science Form 3Sasi RekaNo ratings yet
- 000000000001000458Document90 pages000000000001000458Dante Filho100% (2)
- Advanced Auditing and Professional Ethics: Final Course Study Material P 3Document21 pagesAdvanced Auditing and Professional Ethics: Final Course Study Material P 3vandv printsNo ratings yet
- WASH Actions SOLIDARITES INTERNATIONALDocument4 pagesWASH Actions SOLIDARITES INTERNATIONALIqbal Khan MohammadiNo ratings yet