Download as doc, pdf, or txt
You might also like
- Types of ReactorsDocument8 pagesTypes of ReactorsAli Ahmad94% (17)
- Denture Base and Denture Base MaterialDocument19 pagesDenture Base and Denture Base MaterialSajeeb HossainNo ratings yet
- DLP August 22, 2022 SmawDocument3 pagesDLP August 22, 2022 SmawTeacher Ronel SDO Navotas100% (1)
- SHS11 SMAW11 Q1 Mod1 GROOVEWELD VERSION3 PDFDocument54 pagesSHS11 SMAW11 Q1 Mod1 GROOVEWELD VERSION3 PDFChonie Villanueva80% (5)
- Machine Design and CAD II TH Spring 2021Document230 pagesMachine Design and CAD II TH Spring 2021Akbar S. UetNo ratings yet
- Elemen Mesin II - TMS 310: Dedison Gasni, PH.DDocument11 pagesElemen Mesin II - TMS 310: Dedison Gasni, PH.D07 Aprinaldo JennerNo ratings yet
- TLE - SM 11 - w1Document4 pagesTLE - SM 11 - w1CrisTopher L CablaidaNo ratings yet
- Thesis 5.5Document5 pagesThesis 5.5uywodgikd100% (2)
- ME 805 D-Machine Tool DesignDocument3 pagesME 805 D-Machine Tool Designworkineh gebeyehuNo ratings yet
- Reinforced Cement Concrete Lab Manual: Roll No: - Name: - Year: - SemesterDocument34 pagesReinforced Cement Concrete Lab Manual: Roll No: - Name: - Year: - SemesterHussain GhaziNo ratings yet
- 17MEL76 Design Lab WebsiteDocument48 pages17MEL76 Design Lab Websiteshivaling battarkiNo ratings yet
- Questionaire Sample Answer TwoDocument12 pagesQuestionaire Sample Answer TwoCG Nepali BabuNo ratings yet
- Complete Manual PDFDocument189 pagesComplete Manual PDFAndyNo ratings yet
- Prerequisite Knowledge:: To Be Used by Teacher As A Teaching Learning Process Guideline For Classrooms and LaboratoryDocument5 pagesPrerequisite Knowledge:: To Be Used by Teacher As A Teaching Learning Process Guideline For Classrooms and LaboratoryIndustry Standard Structural DesignNo ratings yet
- Two types of overhaulsDocument8 pagesTwo types of overhaulsAngela Dian De LeonNo ratings yet
- West Bengal State Council of Technical & Vocational Education and Skill Development (Technical Education Division)Document19 pagesWest Bengal State Council of Technical & Vocational Education and Skill Development (Technical Education Division)ME 56 SUMAN SARKARNo ratings yet
- Ii Year B.Tech. (Mechanical Engineering) Ii Semester Prepared by K.VIJAY, Asst. ProfessorDocument17 pagesIi Year B.Tech. (Mechanical Engineering) Ii Semester Prepared by K.VIJAY, Asst. ProfessorsanthoshNo ratings yet
- ICM 1301 - End Semester Paper (July 2023)Document7 pagesICM 1301 - End Semester Paper (July 2023)22UG1-0372 WICKRAMAARACHCHI W.A.S.M.No ratings yet
- TVL - SM 11 - w7Document3 pagesTVL - SM 11 - w7CrisTopher L CablaidaNo ratings yet
- Prerequisite Knowledge:: To Be Used by Teacher As A Teaching Learning Process Guideline For Classrooms and LaboratoryDocument5 pagesPrerequisite Knowledge:: To Be Used by Teacher As A Teaching Learning Process Guideline For Classrooms and LaboratoryIndustry Standard Structural DesignNo ratings yet
- Tell Me About UrselfDocument6 pagesTell Me About UrselfK Sushmanth ReddyNo ratings yet
- Guidelines For Presentation of Siwes Reports ATBUDocument4 pagesGuidelines For Presentation of Siwes Reports ATBUUmar Abdulmumini BalaNo ratings yet
- P19mba3h1 - W2Document2 pagesP19mba3h1 - W2prashanth mvNo ratings yet
- Course File: Design of Machine Members-IiDocument30 pagesCourse File: Design of Machine Members-IiSamiullah MohammedNo ratings yet
- CPD QUESTIONS BY LUDocument15 pagesCPD QUESTIONS BY LUPascal UZABAKIRIHONo ratings yet
- 01ci0811 - Design of FormworkDocument2 pages01ci0811 - Design of FormworkpatilshabbuNo ratings yet
- Gujarat Technological UniversityDocument3 pagesGujarat Technological UniversityKIRTI ParmarNo ratings yet
- IT209,0 - Professional SkillsDocument9 pagesIT209,0 - Professional SkillsThilin ThungeeshaNo ratings yet
- Buisness Communication - Formative Assessment 1 - 0u6Document24 pagesBuisness Communication - Formative Assessment 1 - 0u6tim blackNo ratings yet
- Prerequisite Knowledge:: To Be Used by Teacher As A Teaching Learning Process Guideline For Classrooms and LaboratoryDocument5 pagesPrerequisite Knowledge:: To Be Used by Teacher As A Teaching Learning Process Guideline For Classrooms and LaboratoryIndustry Standard Structural DesignNo ratings yet
- TVL Smaw11 Q1 M 9Document7 pagesTVL Smaw11 Q1 M 9Earl Christian BonaobraNo ratings yet
- Project-Study V2.3 FinalDocument57 pagesProject-Study V2.3 FinalLopirts NiganiNo ratings yet
- Five-Axis Flank Milling and Modeling The Spiral Bevel Gear With A Ruled Tooth Surface DesignDocument137 pagesFive-Axis Flank Milling and Modeling The Spiral Bevel Gear With A Ruled Tooth Surface DesignHamza RehmanNo ratings yet
- Allama Iqbal Open University, Islamabad (Department of Business Administration)Document9 pagesAllama Iqbal Open University, Islamabad (Department of Business Administration)waqtawanNo ratings yet
- IDEA LESSON SMAW NC II September 11-15, 2023 OkDocument7 pagesIDEA LESSON SMAW NC II September 11-15, 2023 OkEmma D. BentonioNo ratings yet
- MA3700 Aircraft Structures I - UpdatedDocument5 pagesMA3700 Aircraft Structures I - UpdatedStubby DubNo ratings yet
- Sapm IvDocument7 pagesSapm IvShivangi BhasinNo ratings yet
- BRM 2021 - 22 Outline Sec A B C eDocument8 pagesBRM 2021 - 22 Outline Sec A B C eEkalavya ChaudhuriNo ratings yet
- SDLP1 - 3RD QuarterDocument7 pagesSDLP1 - 3RD QuarterJohnloyd ManaloNo ratings yet
- Mkmo 2113 - L1Document5 pagesMkmo 2113 - L1zaki prawiraNo ratings yet
- Upang Cea Bsce Year-3 p1Document81 pagesUpang Cea Bsce Year-3 p1Jaira Pitogo MasuangatNo ratings yet
- Repaire and RectifyDocument11 pagesRepaire and RectifyHafiz ZakirNo ratings yet
- Lubrication and Bearing Module.Document64 pagesLubrication and Bearing Module.Anthony MayNo ratings yet
- Welding Module 1-7Document37 pagesWelding Module 1-7Clare GarcesNo ratings yet
- Thesis Last ChapterDocument4 pagesThesis Last Chapterkimcookatlanta100% (1)
- Course OutlineDocument3 pagesCourse Outlinegediontassew007No ratings yet
- Teachers FileDocument15 pagesTeachers Fileselar7347No ratings yet
- Name: - Section: - Schedule: - Class Number: - DateDocument11 pagesName: - Section: - Schedule: - Class Number: - DateSir COCNo ratings yet
- Final Project Specifications MBA.. 1 ..Document25 pagesFinal Project Specifications MBA.. 1 ..VikeshNo ratings yet
- Fyp MDD Writing Seminar - Part 1Document34 pagesFyp MDD Writing Seminar - Part 1Izzuddin FCNo ratings yet
- Guidelines For Project and Seminar Supervision 2014Document6 pagesGuidelines For Project and Seminar Supervision 2014Kaosara OlalereNo ratings yet
- SM-II Course OutlineDocument5 pagesSM-II Course Outlinesaarah.p23No ratings yet
- Design of Structures ll-1Document89 pagesDesign of Structures ll-1thuraiyaNo ratings yet
- Design Project For Advanced Mechanics of MaterialsDocument9 pagesDesign Project For Advanced Mechanics of Materialsdeathjester1No ratings yet
- Mba MB 402 Project Management v2 2009Document6 pagesMba MB 402 Project Management v2 2009Shreya SarkarNo ratings yet
- CNC & Casting Simulation LabDocument13 pagesCNC & Casting Simulation LabJayadev ENo ratings yet
- Est200: Design and Engineering: Part ADocument12 pagesEst200: Design and Engineering: Part AMereen ThomasNo ratings yet
- Chapter 4 Lecture Structural TheoryDocument47 pagesChapter 4 Lecture Structural TheoryJUNIEL BARRIOSNo ratings yet
- Foundation Design: Theory and PracticeFrom EverandFoundation Design: Theory and PracticeRating: 4.5 out of 5 stars4.5/5 (2)
- Enhancing Learning Through the Scholarship of Teaching and Learning: The Challenges and Joys of JugglingFrom EverandEnhancing Learning Through the Scholarship of Teaching and Learning: The Challenges and Joys of JugglingNo ratings yet
- Fundamentals of Sustainable Drilling EngineeringFrom EverandFundamentals of Sustainable Drilling EngineeringRating: 5 out of 5 stars5/5 (4)
- 13 Pre-Review On Chem - SrengthDocument4 pages13 Pre-Review On Chem - SrengthAl-nashreen AbdurahimNo ratings yet
- Questions and ProblemsDocument6 pagesQuestions and ProblemsRie CabigonNo ratings yet
- Detailed Lesson Plan Science 5 WeatheringDocument23 pagesDetailed Lesson Plan Science 5 WeatheringJose, Jonnabelle IgnacioNo ratings yet
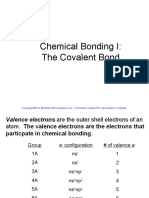
- Chemical Bonding I The Covalent Bond Copyright © The McGraw-Hill CompaniesDocument87 pagesChemical Bonding I The Covalent Bond Copyright © The McGraw-Hill CompaniesRoll OutNo ratings yet
- Tech Data Sheet Nitocote UR512Document3 pagesTech Data Sheet Nitocote UR512shrikrishna rathodNo ratings yet
- Emulsions: - Part 1 Preparation Methods (Some) PropertiesDocument52 pagesEmulsions: - Part 1 Preparation Methods (Some) PropertieschandramohanNo ratings yet
- SampleQP UG Chemistry 23042024Document4 pagesSampleQP UG Chemistry 23042024mr.beam0popcornNo ratings yet
- Reactions of Ar - Compds.21Document140 pagesReactions of Ar - Compds.21hamdy solimanNo ratings yet
- IR Spectroscopy LabDocument10 pagesIR Spectroscopy LabChristian AmpeNo ratings yet
- Polyvinyl Butyral 2Document42 pagesPolyvinyl Butyral 2sina.javaheryNo ratings yet
- Chlorine: Basic FactsDocument4 pagesChlorine: Basic FactsSimon Hoyos CastroNo ratings yet
- Electropolishing - NaCl - 1-S2.0-S1526612520306253-MainDocument13 pagesElectropolishing - NaCl - 1-S2.0-S1526612520306253-MainReardon MetalsNo ratings yet
- Astm E3 11 2017Document6 pagesAstm E3 11 2017lodraprabowoNo ratings yet
- Resume - AnalyticalDocument3 pagesResume - AnalyticalGYANNo ratings yet
- Material Safety Data Sheet: Oxygen, CompressedDocument1 pageMaterial Safety Data Sheet: Oxygen, CompressedNuri Estiana AnggrainiNo ratings yet
- Marking of Polymeric Parts: Nissan Engineering StandardDocument14 pagesMarking of Polymeric Parts: Nissan Engineering StandardKarthic BhrabuNo ratings yet
- Measurement of Polyacrylamide Polymers in Water and Wastewater Using An In-Line UV-vis SpectrophotometerDocument9 pagesMeasurement of Polyacrylamide Polymers in Water and Wastewater Using An In-Line UV-vis SpectrophotometerIván Martínez-Costa100% (1)
- Isolasi Pipa - InsulflexDocument4 pagesIsolasi Pipa - InsulflexAhmad Syaifudin ZNo ratings yet
- CTP Allcare Biochemistry Manual Price List MRPDocument1 pageCTP Allcare Biochemistry Manual Price List MRPrajivsh79No ratings yet
- Chandra 1998Document11 pagesChandra 1998CamilaBurgosNo ratings yet
- Electrical Conductivity and Resistivity of Water: Standard Test Methods ForDocument7 pagesElectrical Conductivity and Resistivity of Water: Standard Test Methods Fordelta lab sangliNo ratings yet
- Flow Chart: Analyze Blood?Document1 pageFlow Chart: Analyze Blood?Dialife Medical Equipment and Supplies0% (1)
- Ultra High Temperature Materials 1Document800 pagesUltra High Temperature Materials 1Khaled BOUALINo ratings yet
- Fluidscan Q1100 PresentationDocument16 pagesFluidscan Q1100 PresentationFraz AhmadNo ratings yet
- MasterSeal 7000CR Test Report PDFDocument12 pagesMasterSeal 7000CR Test Report PDFbeck.26No ratings yet
- Edited Syllabus DeletionDocument13 pagesEdited Syllabus DeletionMahveesh Fatima 57No ratings yet
- A Foot Ahead of The Pink SnowDocument15 pagesA Foot Ahead of The Pink SnowGreater Potential TutoringNo ratings yet
- Resonance EffectDocument16 pagesResonance EffectMehak PreetNo ratings yet
- Duoline Best Practices Intervention & Chemical CompatabilityDocument5 pagesDuoline Best Practices Intervention & Chemical CompatabilityWISSAMSOULIMANNo ratings yet