
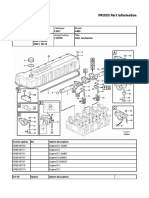
05-12 (HTH600 Cylinders)
05-12 (HTH600 Cylinders)
You might also like
- 4w105 sPARE PARTS CATALOGUEDocument63 pages4w105 sPARE PARTS CATALOGUEsxturbo100% (3)
- Manual de Partes Ç 890.2Document523 pagesManual de Partes Ç 890.2luis melloNo ratings yet
- Physics1100 Lab Manual (Iolab Revision)Document105 pagesPhysics1100 Lab Manual (Iolab Revision)Tri NguyenNo ratings yet
- LOG-001-T-01 WORKSHOP 2021-04-14 MANUAL REQUISITION HYD21WR 0232 - 0234Document381 pagesLOG-001-T-01 WORKSHOP 2021-04-14 MANUAL REQUISITION HYD21WR 0232 - 0234Ernest Ngosa SawasawaNo ratings yet
- Zifeng Tower - Ramazan SariDocument2 pagesZifeng Tower - Ramazan SariNadya Pricilia100% (1)
- SCADAPack 334 Hardware ManualDocument165 pagesSCADAPack 334 Hardware ManualFeri HandoyoNo ratings yet
- Knowing God Study Guide - Section TwoDocument56 pagesKnowing God Study Guide - Section Twomercab15100% (2)
- Spare Parts List VM 80Document16 pagesSpare Parts List VM 80Wilson Orlando Salinas SalinasNo ratings yet
- 30 1347 06-43RotatorftSupportDocument2 pages30 1347 06-43RotatorftSupportmuriloNo ratings yet
- Resumes Umber DanaDocument18 pagesResumes Umber DanaAhmad Agit PatriantoNo ratings yet
- Motor 3114: 4 7e5213 JG AneisDocument50 pagesMotor 3114: 4 7e5213 JG AneisJoice CostaNo ratings yet
- STOPE MATE - S36 Cross Over List GOOD ONEDocument12 pagesSTOPE MATE - S36 Cross Over List GOOD ONEFelipe BernalNo ratings yet
- PROSIS Part InformationDocument4 pagesPROSIS Part InformationElie AbisaadNo ratings yet
- Qy55v532.2201541 (1) (1) - 3 PDFDocument30 pagesQy55v532.2201541 (1) (1) - 3 PDFismaelNo ratings yet
- 09 Unit, DiggingDocument27 pages09 Unit, DiggingUbeimar RiveraNo ratings yet
- CT65 Parts ListDocument26 pagesCT65 Parts ListJayakrishnaNo ratings yet
- PROSIS Part InformationDocument2 pagesPROSIS Part InformationElie AbisaadNo ratings yet
- BW332 12.13 101583441003 101583449999 EngineDocument10 pagesBW332 12.13 101583441003 101583449999 Engineeshopmanual TigaNo ratings yet
- E110a - Cylinder BlockDocument6 pagesE110a - Cylinder BlockbennieNo ratings yet
- 【4】RT35-1 Hydraulic schematic diagramDocument25 pages【4】RT35-1 Hydraulic schematic diagramym0224382856No ratings yet
- Materiale Excess ObsDocument452 pagesMateriale Excess ObsLuchian MarinelaNo ratings yet
- Concrete Mixture: Cement Silo With Pneumatic Conveying SysDocument6 pagesConcrete Mixture: Cement Silo With Pneumatic Conveying Sysamal dasNo ratings yet
- VK2 December 2023 + PDVDocument1,916 pagesVK2 December 2023 + PDVSara FusekNo ratings yet
- 54.01 101490900101 101490900144 Operator's PlatformDocument6 pages54.01 101490900101 101490900144 Operator's PlatformMbahdiro KolenxNo ratings yet
- 61.01 101490900101 101490900144 Roller Drum PDFDocument3 pages61.01 101490900101 101490900144 Roller Drum PDFMbahdiro KolenxNo ratings yet
- 12.41 101870341001 101870349999 Radiator SystemDocument5 pages12.41 101870341001 101870349999 Radiator Systemeshopmanual EnamNo ratings yet
- 53.01 101490900101 101490900144 Engine HoodDocument3 pages53.01 101490900101 101490900144 Engine HoodMbahdiro KolenxNo ratings yet
- 15-Drawing and Part List-01Document8 pages15-Drawing and Part List-01Grisha Mari KosoyanNo ratings yet
- 245Document2 pages245Elie AbisaadNo ratings yet
- PROSIS Part Information: Date: Image Id: Catalogue: ModelDocument2 pagesPROSIS Part Information: Date: Image Id: Catalogue: ModelAMIT SINGHNo ratings yet
- LD LDEP ManualDocument12 pagesLD LDEP ManualJoaquin RomeroNo ratings yet
- U441d - Brake - Rear (Air)Document6 pagesU441d - Brake - Rear (Air)bennieNo ratings yet
- RF Spare Part ListDocument3 pagesRF Spare Part ListVignesh NagarajanNo ratings yet
- General Filters and 407,709 & Taurus FiltersDocument7 pagesGeneral Filters and 407,709 & Taurus Filterspuneet.joshi7No ratings yet
- 1621 9386 00Document2 pages1621 9386 00Godel KHolikNo ratings yet
- Catalogo 4S Torito 2016Document27 pagesCatalogo 4S Torito 2016Inversiones RinocellNo ratings yet
- 10 Mechanical Equipment, Attachment PDFDocument8 pages10 Mechanical Equipment, Attachment PDFPeter BrickNo ratings yet
- Parts List: Model 541Document15 pagesParts List: Model 541AstraluxNo ratings yet
- Howo WD615 Euro II Part IDocument25 pagesHowo WD615 Euro II Part IYo Yo LiNo ratings yet
- Bom Cai835153Document19 pagesBom Cai835153Yuvraj BappiNo ratings yet
- 248Document2 pages248Elie AbisaadNo ratings yet
- 8000-4 Parts ListDocument19 pages8000-4 Parts ListAstraluxNo ratings yet
- Valmet 645 DSBILDocument58 pagesValmet 645 DSBILAlexey petrovichNo ratings yet
- 06 Steering PDFDocument42 pages06 Steering PDFPeter BrickNo ratings yet
- My Hino - Co.idDocument491 pagesMy Hino - Co.idAman Ichwan100% (1)
- EDL Bolt CatalogueDocument50 pagesEDL Bolt CatalogueCY LiuNo ratings yet
- 61.01 101582431002 101582431052 Roller DrumDocument5 pages61.01 101582431002 101582431052 Roller DrumNidya Wardah JuhanaNo ratings yet
- 132kV ND BOM (1.3 MTR BASE)Document24 pages132kV ND BOM (1.3 MTR BASE)ramudureddyNo ratings yet
- TECALEMIT Rubber-hoses-Tecalemit-FlexiblesDocument1 pageTECALEMIT Rubber-hoses-Tecalemit-FlexiblesAlexNo ratings yet
- Bom Cno201763Document20 pagesBom Cno201763Yuvraj BappiNo ratings yet
- Catalogo de Metales Cigueñal-Biela PDFDocument43 pagesCatalogo de Metales Cigueñal-Biela PDFAlex Xavier Malasquez LeónNo ratings yet
- Air Intake and Exhaust System 13-20-2 (Hino Engine Type J08etm-Ksda)Document4 pagesAir Intake and Exhaust System 13-20-2 (Hino Engine Type J08etm-Ksda)Oecox Cah DjadoelNo ratings yet
- HOT Manual Slips enDocument6 pagesHOT Manual Slips enMarcialgonzalezpNo ratings yet
- Model V45 Manual Assembly DisassemblyDocument51 pagesModel V45 Manual Assembly Disassemblyysabel martinezNo ratings yet
- Bom Cno169727Document15 pagesBom Cno169727Yuvraj BappiNo ratings yet
- UtilityDocument3 pagesUtilitymizquiNo ratings yet
- 06 Steering PDFDocument33 pages06 Steering PDFDaniel NavasNo ratings yet
- 2900SF SPL 660005034 Rev6Document34 pages2900SF SPL 660005034 Rev6Иван Сергеевич ЛатошаNo ratings yet
- Volunteer Inventory Collection Detailed Report - 2 30 PM @16.04.2024Document28 pagesVolunteer Inventory Collection Detailed Report - 2 30 PM @16.04.2024ranimomminaNo ratings yet
- Sinotruck Parts To Be OrderdDocument16 pagesSinotruck Parts To Be OrderdTavongasheMaddTMagwati100% (1)
- Halliburton Otis B Positioning (Shifting) Tool: Slickline Services Mechanical InterventionDocument2 pagesHalliburton Otis B Positioning (Shifting) Tool: Slickline Services Mechanical InterventionBsd CityNo ratings yet
- troubleshooting TJ3000Document44 pagestroubleshooting TJ3000muriloNo ratings yet
- Service Manual TJ430Document256 pagesService Manual TJ430muriloNo ratings yet
- Manual serv transm LOK96ebDocument29 pagesManual serv transm LOK96ebmuriloNo ratings yet
- HTH616 PartsManual F350810Document196 pagesHTH616 PartsManual F350810muriloNo ratings yet
- HTH620 MasterDocument482 pagesHTH620 MastermuriloNo ratings yet
- HTH620 Parts ManualDocument174 pagesHTH620 Parts ManualmuriloNo ratings yet
- 30.513.04_11HTH measuring arm modificationDocument1 page30.513.04_11HTH measuring arm modificationmuriloNo ratings yet
- HTH600 relief valve PVG32Document3 pagesHTH600 relief valve PVG32muriloNo ratings yet
- 30.517.04_13 waratah reliefsDocument2 pages30.517.04_13 waratah reliefsmuriloNo ratings yet
- 30 1347 06-43RotatorftSupportDocument2 pages30 1347 06-43RotatorftSupportmuriloNo ratings yet
- Lockup Torque Converter OperationDocument2 pagesLockup Torque Converter OperationmuriloNo ratings yet
- 5195 Training Presentation REV 1.0Document150 pages5195 Training Presentation REV 1.0muriloNo ratings yet
- 38486AENG OPERATOR AND SERVICE MANUAL BAR SAW FELLING HEAD 51950101 - 51950500Document190 pages38486AENG OPERATOR AND SERVICE MANUAL BAR SAW FELLING HEAD 51950101 - 51950500muriloNo ratings yet
- 30 1291 06-27H480FeedRollerDocument1 page30 1291 06-27H480FeedRollermuriloNo ratings yet
- MANUAL DO OPERADOR - 85503001 TO 85503500Document326 pagesMANUAL DO OPERADOR - 85503001 TO 85503500muriloNo ratings yet
- MAX14871 4.5V To 36V Full-Bridge DC Motor Driver: General Description Benefits and FeaturesDocument15 pagesMAX14871 4.5V To 36V Full-Bridge DC Motor Driver: General Description Benefits and FeaturesUdit AgrawalNo ratings yet
- Ex No: 1 DateDocument4 pagesEx No: 1 DateVignesh AadhiNo ratings yet
- CAT-5002 MRP-NPB6AS Remote Power SupplyDocument2 pagesCAT-5002 MRP-NPB6AS Remote Power SupplyEddi Pelaez SalinasNo ratings yet
- A Meta Model of ChangeDocument25 pagesA Meta Model of Changeraminabk100% (1)
- Stress in Soil MassDocument14 pagesStress in Soil MassJanith ChamilkaNo ratings yet
- Behavior and Design of Double Tees With Web OpeningsDocument17 pagesBehavior and Design of Double Tees With Web Openingsunix0123100% (1)
- Comparative Evaluation of Antibacterial Efficacy.9Document6 pagesComparative Evaluation of Antibacterial Efficacy.9Shivani DubeyNo ratings yet
- Cementing BasicsDocument79 pagesCementing BasicsAngel PadillaNo ratings yet
- Inta Commercial Collection April 2011Document59 pagesInta Commercial Collection April 2011Robin FisherNo ratings yet
- Ts 23 Hardox600workshop Uk 02-4Document1 pageTs 23 Hardox600workshop Uk 02-40005No ratings yet
- Miniature Bioreactors Current Practices and Future Opportunities PDFDocument14 pagesMiniature Bioreactors Current Practices and Future Opportunities PDFLuisNo ratings yet
- Global Technical Campus: Global Institute of Technology Global College of TechnologyDocument19 pagesGlobal Technical Campus: Global Institute of Technology Global College of TechnologyGlobal Technical Campus, JaipurNo ratings yet
- Note EjiogbeDocument13 pagesNote EjiogbeIfadayo Alabi50% (2)
- 3254 IEC ACCC Spec Sheets HelsinkiDocument1 page3254 IEC ACCC Spec Sheets HelsinkiRicardo Hernandez MoralesNo ratings yet
- 2021-22 B.E Mechanical EngineeringDocument84 pages2021-22 B.E Mechanical EngineeringTejas Galu PatilNo ratings yet
- NilkamalDocument31 pagesNilkamalAshwin GkNo ratings yet
- MA1101R Chapter1Document54 pagesMA1101R Chapter1le trung hieuNo ratings yet
- CHE34 Centrifugation Lab Report FinalDocument6 pagesCHE34 Centrifugation Lab Report FinalChristy Joy RetanalNo ratings yet
- MoldovaDocument13 pagesMoldovaCroitoruDanaNo ratings yet
- STAT1012 Ch4 Continuous Probability DistributionDocument53 pagesSTAT1012 Ch4 Continuous Probability Distributionmakabigail7No ratings yet
- B.Tech (ME) 7th SemDocument16 pagesB.Tech (ME) 7th SemPravind JrNo ratings yet
- HYDROPOWER MCQsDocument9 pagesHYDROPOWER MCQsAlexis MUHIRWANo ratings yet
- Study Design IDocument28 pagesStudy Design IKareem DarwishNo ratings yet
- METHOD OF WORK - ELEVATION WORK PROCEDURE WITH CHAIN BLOCK Pump GFDocument5 pagesMETHOD OF WORK - ELEVATION WORK PROCEDURE WITH CHAIN BLOCK Pump GFCarlos ImmanuelNo ratings yet
- X-Ray For BoneDocument2 pagesX-Ray For BoneLILISNo ratings yet



































































































Download as pdf or txt
You might also like
- 4w105 sPARE PARTS CATALOGUEDocument63 pages4w105 sPARE PARTS CATALOGUEsxturbo100% (3)
- Manual de Partes Ç 890.2Document523 pagesManual de Partes Ç 890.2luis melloNo ratings yet
- Physics1100 Lab Manual (Iolab Revision)Document105 pagesPhysics1100 Lab Manual (Iolab Revision)Tri NguyenNo ratings yet
- LOG-001-T-01 WORKSHOP 2021-04-14 MANUAL REQUISITION HYD21WR 0232 - 0234Document381 pagesLOG-001-T-01 WORKSHOP 2021-04-14 MANUAL REQUISITION HYD21WR 0232 - 0234Ernest Ngosa SawasawaNo ratings yet
- Zifeng Tower - Ramazan SariDocument2 pagesZifeng Tower - Ramazan SariNadya Pricilia100% (1)
- SCADAPack 334 Hardware ManualDocument165 pagesSCADAPack 334 Hardware ManualFeri HandoyoNo ratings yet
- Knowing God Study Guide - Section TwoDocument56 pagesKnowing God Study Guide - Section Twomercab15100% (2)
- Spare Parts List VM 80Document16 pagesSpare Parts List VM 80Wilson Orlando Salinas SalinasNo ratings yet
- 30 1347 06-43RotatorftSupportDocument2 pages30 1347 06-43RotatorftSupportmuriloNo ratings yet
- Resumes Umber DanaDocument18 pagesResumes Umber DanaAhmad Agit PatriantoNo ratings yet
- Motor 3114: 4 7e5213 JG AneisDocument50 pagesMotor 3114: 4 7e5213 JG AneisJoice CostaNo ratings yet
- STOPE MATE - S36 Cross Over List GOOD ONEDocument12 pagesSTOPE MATE - S36 Cross Over List GOOD ONEFelipe BernalNo ratings yet
- PROSIS Part InformationDocument4 pagesPROSIS Part InformationElie AbisaadNo ratings yet
- Qy55v532.2201541 (1) (1) - 3 PDFDocument30 pagesQy55v532.2201541 (1) (1) - 3 PDFismaelNo ratings yet
- 09 Unit, DiggingDocument27 pages09 Unit, DiggingUbeimar RiveraNo ratings yet
- CT65 Parts ListDocument26 pagesCT65 Parts ListJayakrishnaNo ratings yet
- PROSIS Part InformationDocument2 pagesPROSIS Part InformationElie AbisaadNo ratings yet
- BW332 12.13 101583441003 101583449999 EngineDocument10 pagesBW332 12.13 101583441003 101583449999 Engineeshopmanual TigaNo ratings yet
- E110a - Cylinder BlockDocument6 pagesE110a - Cylinder BlockbennieNo ratings yet
- 【4】RT35-1 Hydraulic schematic diagramDocument25 pages【4】RT35-1 Hydraulic schematic diagramym0224382856No ratings yet
- Materiale Excess ObsDocument452 pagesMateriale Excess ObsLuchian MarinelaNo ratings yet
- Concrete Mixture: Cement Silo With Pneumatic Conveying SysDocument6 pagesConcrete Mixture: Cement Silo With Pneumatic Conveying Sysamal dasNo ratings yet
- VK2 December 2023 + PDVDocument1,916 pagesVK2 December 2023 + PDVSara FusekNo ratings yet
- 54.01 101490900101 101490900144 Operator's PlatformDocument6 pages54.01 101490900101 101490900144 Operator's PlatformMbahdiro KolenxNo ratings yet
- 61.01 101490900101 101490900144 Roller Drum PDFDocument3 pages61.01 101490900101 101490900144 Roller Drum PDFMbahdiro KolenxNo ratings yet
- 12.41 101870341001 101870349999 Radiator SystemDocument5 pages12.41 101870341001 101870349999 Radiator Systemeshopmanual EnamNo ratings yet
- 53.01 101490900101 101490900144 Engine HoodDocument3 pages53.01 101490900101 101490900144 Engine HoodMbahdiro KolenxNo ratings yet
- 15-Drawing and Part List-01Document8 pages15-Drawing and Part List-01Grisha Mari KosoyanNo ratings yet
- 245Document2 pages245Elie AbisaadNo ratings yet
- PROSIS Part Information: Date: Image Id: Catalogue: ModelDocument2 pagesPROSIS Part Information: Date: Image Id: Catalogue: ModelAMIT SINGHNo ratings yet
- LD LDEP ManualDocument12 pagesLD LDEP ManualJoaquin RomeroNo ratings yet
- U441d - Brake - Rear (Air)Document6 pagesU441d - Brake - Rear (Air)bennieNo ratings yet
- RF Spare Part ListDocument3 pagesRF Spare Part ListVignesh NagarajanNo ratings yet
- General Filters and 407,709 & Taurus FiltersDocument7 pagesGeneral Filters and 407,709 & Taurus Filterspuneet.joshi7No ratings yet
- 1621 9386 00Document2 pages1621 9386 00Godel KHolikNo ratings yet
- Catalogo 4S Torito 2016Document27 pagesCatalogo 4S Torito 2016Inversiones RinocellNo ratings yet
- 10 Mechanical Equipment, Attachment PDFDocument8 pages10 Mechanical Equipment, Attachment PDFPeter BrickNo ratings yet
- Parts List: Model 541Document15 pagesParts List: Model 541AstraluxNo ratings yet
- Howo WD615 Euro II Part IDocument25 pagesHowo WD615 Euro II Part IYo Yo LiNo ratings yet
- Bom Cai835153Document19 pagesBom Cai835153Yuvraj BappiNo ratings yet
- 248Document2 pages248Elie AbisaadNo ratings yet
- 8000-4 Parts ListDocument19 pages8000-4 Parts ListAstraluxNo ratings yet
- Valmet 645 DSBILDocument58 pagesValmet 645 DSBILAlexey petrovichNo ratings yet
- 06 Steering PDFDocument42 pages06 Steering PDFPeter BrickNo ratings yet
- My Hino - Co.idDocument491 pagesMy Hino - Co.idAman Ichwan100% (1)
- EDL Bolt CatalogueDocument50 pagesEDL Bolt CatalogueCY LiuNo ratings yet
- 61.01 101582431002 101582431052 Roller DrumDocument5 pages61.01 101582431002 101582431052 Roller DrumNidya Wardah JuhanaNo ratings yet
- 132kV ND BOM (1.3 MTR BASE)Document24 pages132kV ND BOM (1.3 MTR BASE)ramudureddyNo ratings yet
- TECALEMIT Rubber-hoses-Tecalemit-FlexiblesDocument1 pageTECALEMIT Rubber-hoses-Tecalemit-FlexiblesAlexNo ratings yet
- Bom Cno201763Document20 pagesBom Cno201763Yuvraj BappiNo ratings yet
- Catalogo de Metales Cigueñal-Biela PDFDocument43 pagesCatalogo de Metales Cigueñal-Biela PDFAlex Xavier Malasquez LeónNo ratings yet
- Air Intake and Exhaust System 13-20-2 (Hino Engine Type J08etm-Ksda)Document4 pagesAir Intake and Exhaust System 13-20-2 (Hino Engine Type J08etm-Ksda)Oecox Cah DjadoelNo ratings yet
- HOT Manual Slips enDocument6 pagesHOT Manual Slips enMarcialgonzalezpNo ratings yet
- Model V45 Manual Assembly DisassemblyDocument51 pagesModel V45 Manual Assembly Disassemblyysabel martinezNo ratings yet
- Bom Cno169727Document15 pagesBom Cno169727Yuvraj BappiNo ratings yet
- UtilityDocument3 pagesUtilitymizquiNo ratings yet
- 06 Steering PDFDocument33 pages06 Steering PDFDaniel NavasNo ratings yet
- 2900SF SPL 660005034 Rev6Document34 pages2900SF SPL 660005034 Rev6Иван Сергеевич ЛатошаNo ratings yet
- Volunteer Inventory Collection Detailed Report - 2 30 PM @16.04.2024Document28 pagesVolunteer Inventory Collection Detailed Report - 2 30 PM @16.04.2024ranimomminaNo ratings yet
- Sinotruck Parts To Be OrderdDocument16 pagesSinotruck Parts To Be OrderdTavongasheMaddTMagwati100% (1)
- Halliburton Otis B Positioning (Shifting) Tool: Slickline Services Mechanical InterventionDocument2 pagesHalliburton Otis B Positioning (Shifting) Tool: Slickline Services Mechanical InterventionBsd CityNo ratings yet
- troubleshooting TJ3000Document44 pagestroubleshooting TJ3000muriloNo ratings yet
- Service Manual TJ430Document256 pagesService Manual TJ430muriloNo ratings yet
- Manual serv transm LOK96ebDocument29 pagesManual serv transm LOK96ebmuriloNo ratings yet
- HTH616 PartsManual F350810Document196 pagesHTH616 PartsManual F350810muriloNo ratings yet
- HTH620 MasterDocument482 pagesHTH620 MastermuriloNo ratings yet
- HTH620 Parts ManualDocument174 pagesHTH620 Parts ManualmuriloNo ratings yet
- 30.513.04_11HTH measuring arm modificationDocument1 page30.513.04_11HTH measuring arm modificationmuriloNo ratings yet
- HTH600 relief valve PVG32Document3 pagesHTH600 relief valve PVG32muriloNo ratings yet
- 30.517.04_13 waratah reliefsDocument2 pages30.517.04_13 waratah reliefsmuriloNo ratings yet
- 30 1347 06-43RotatorftSupportDocument2 pages30 1347 06-43RotatorftSupportmuriloNo ratings yet
- Lockup Torque Converter OperationDocument2 pagesLockup Torque Converter OperationmuriloNo ratings yet
- 5195 Training Presentation REV 1.0Document150 pages5195 Training Presentation REV 1.0muriloNo ratings yet
- 38486AENG OPERATOR AND SERVICE MANUAL BAR SAW FELLING HEAD 51950101 - 51950500Document190 pages38486AENG OPERATOR AND SERVICE MANUAL BAR SAW FELLING HEAD 51950101 - 51950500muriloNo ratings yet
- 30 1291 06-27H480FeedRollerDocument1 page30 1291 06-27H480FeedRollermuriloNo ratings yet
- MANUAL DO OPERADOR - 85503001 TO 85503500Document326 pagesMANUAL DO OPERADOR - 85503001 TO 85503500muriloNo ratings yet
- MAX14871 4.5V To 36V Full-Bridge DC Motor Driver: General Description Benefits and FeaturesDocument15 pagesMAX14871 4.5V To 36V Full-Bridge DC Motor Driver: General Description Benefits and FeaturesUdit AgrawalNo ratings yet
- Ex No: 1 DateDocument4 pagesEx No: 1 DateVignesh AadhiNo ratings yet
- CAT-5002 MRP-NPB6AS Remote Power SupplyDocument2 pagesCAT-5002 MRP-NPB6AS Remote Power SupplyEddi Pelaez SalinasNo ratings yet
- A Meta Model of ChangeDocument25 pagesA Meta Model of Changeraminabk100% (1)
- Stress in Soil MassDocument14 pagesStress in Soil MassJanith ChamilkaNo ratings yet
- Behavior and Design of Double Tees With Web OpeningsDocument17 pagesBehavior and Design of Double Tees With Web Openingsunix0123100% (1)
- Comparative Evaluation of Antibacterial Efficacy.9Document6 pagesComparative Evaluation of Antibacterial Efficacy.9Shivani DubeyNo ratings yet
- Cementing BasicsDocument79 pagesCementing BasicsAngel PadillaNo ratings yet
- Inta Commercial Collection April 2011Document59 pagesInta Commercial Collection April 2011Robin FisherNo ratings yet
- Ts 23 Hardox600workshop Uk 02-4Document1 pageTs 23 Hardox600workshop Uk 02-40005No ratings yet
- Miniature Bioreactors Current Practices and Future Opportunities PDFDocument14 pagesMiniature Bioreactors Current Practices and Future Opportunities PDFLuisNo ratings yet
- Global Technical Campus: Global Institute of Technology Global College of TechnologyDocument19 pagesGlobal Technical Campus: Global Institute of Technology Global College of TechnologyGlobal Technical Campus, JaipurNo ratings yet
- Note EjiogbeDocument13 pagesNote EjiogbeIfadayo Alabi50% (2)
- 3254 IEC ACCC Spec Sheets HelsinkiDocument1 page3254 IEC ACCC Spec Sheets HelsinkiRicardo Hernandez MoralesNo ratings yet
- 2021-22 B.E Mechanical EngineeringDocument84 pages2021-22 B.E Mechanical EngineeringTejas Galu PatilNo ratings yet
- NilkamalDocument31 pagesNilkamalAshwin GkNo ratings yet
- MA1101R Chapter1Document54 pagesMA1101R Chapter1le trung hieuNo ratings yet
- CHE34 Centrifugation Lab Report FinalDocument6 pagesCHE34 Centrifugation Lab Report FinalChristy Joy RetanalNo ratings yet
- MoldovaDocument13 pagesMoldovaCroitoruDanaNo ratings yet
- STAT1012 Ch4 Continuous Probability DistributionDocument53 pagesSTAT1012 Ch4 Continuous Probability Distributionmakabigail7No ratings yet
- B.Tech (ME) 7th SemDocument16 pagesB.Tech (ME) 7th SemPravind JrNo ratings yet
- HYDROPOWER MCQsDocument9 pagesHYDROPOWER MCQsAlexis MUHIRWANo ratings yet
- Study Design IDocument28 pagesStudy Design IKareem DarwishNo ratings yet
- METHOD OF WORK - ELEVATION WORK PROCEDURE WITH CHAIN BLOCK Pump GFDocument5 pagesMETHOD OF WORK - ELEVATION WORK PROCEDURE WITH CHAIN BLOCK Pump GFCarlos ImmanuelNo ratings yet
- X-Ray For BoneDocument2 pagesX-Ray For BoneLILISNo ratings yet