Download as pdf or txt
You might also like
- Static - Non Linear Analysis (SOL 106) : Prepared By: Samartha H N Reviewed By: Date:08/08/2018Document25 pagesStatic - Non Linear Analysis (SOL 106) : Prepared By: Samartha H N Reviewed By: Date:08/08/2018Vikas HNo ratings yet
- Nano Indentation Lecture1Document47 pagesNano Indentation Lecture1한종훈No ratings yet
- ASTM C203-05a. (2017) PDFDocument7 pagesASTM C203-05a. (2017) PDFgeologist84No ratings yet
- Course of Flexible PipesDocument67 pagesCourse of Flexible PipesEd Mulford100% (2)
- 3-D Sheet Metal FormingDocument15 pages3-D Sheet Metal FormingDan WolfNo ratings yet
- Mechanical and Laser Micro Deep Drawing H. Schulze Niehoff, Z. Hu, F. VollertsenDocument9 pagesMechanical and Laser Micro Deep Drawing H. Schulze Niehoff, Z. Hu, F. VollertsenAnya CooperNo ratings yet
- 01 Tsuda ItochuTechno Solutions PDocument10 pages01 Tsuda ItochuTechno Solutions Pاحمد تسنیمNo ratings yet
- Revision Mid-Term 2019Document21 pagesRevision Mid-Term 2019omarhelmi80No ratings yet
- Manufacturing Processes Ch.3-ModifiedDocument41 pagesManufacturing Processes Ch.3-ModifiedHani BanatNo ratings yet
- Slab Design OriginalDocument4 pagesSlab Design Originalsyed kashif pervezNo ratings yet
- Shear Modulus of Rubber - A00261787 - Ciara StynesDocument6 pagesShear Modulus of Rubber - A00261787 - Ciara StynesCiaraNo ratings yet
- 2004 Pina Lourenco1 PDFDocument18 pages2004 Pina Lourenco1 PDFKevin HuamaniNo ratings yet
- Lab 02Document7 pagesLab 02Saad mubeenNo ratings yet
- The University of Dar Es SalaamDocument6 pagesThe University of Dar Es SalaamChris AdaminovicNo ratings yet
- Exp 1 ErianeDocument20 pagesExp 1 ErianeEriane GarciaNo ratings yet
- 5 WINSEM2018-19 - MEE1005 - ETH - MB110 - VL2018195002124 - Reference Material I - Module 5 PDFDocument81 pages5 WINSEM2018-19 - MEE1005 - ETH - MB110 - VL2018195002124 - Reference Material I - Module 5 PDFRajat MishraNo ratings yet
- Lie Wald 2011Document7 pagesLie Wald 2011Anonymous gGlZpFNo ratings yet
- Magnetic Abrasive FinishingDocument9 pagesMagnetic Abrasive FinishingMohamed OmarNo ratings yet
- Chapter 3 Mechanical PropertiesDocument41 pagesChapter 3 Mechanical PropertiesMai Huong Bui ThiNo ratings yet
- Study of Interfacial Pressure Distribution For Preloaded Bolted ConnectionDocument6 pagesStudy of Interfacial Pressure Distribution For Preloaded Bolted ConnectionRohit JayashreeNo ratings yet
- Study On Magnetic Abrasive FinishingDocument4 pagesStudy On Magnetic Abrasive FinishingDamanpreet Singh RajpalNo ratings yet
- Tribology in Industry: O. Fanidi, A.A. Kostryukov, A.V. Shchedrin, I.Yu. IgnatkinDocument11 pagesTribology in Industry: O. Fanidi, A.A. Kostryukov, A.V. Shchedrin, I.Yu. IgnatkinDjamel DjamNo ratings yet
- Manufacturing Processes: Mechanical Properties of MaterialsDocument41 pagesManufacturing Processes: Mechanical Properties of MaterialsMohammed JehadNo ratings yet
- MosDocument42 pagesMosSajjan Kumar100% (2)
- 2021-2022 - Example Exam Aircraft Structures 2 - New Setup of ExamDocument10 pages2021-2022 - Example Exam Aircraft Structures 2 - New Setup of ExamLeonardo Elez DraganNo ratings yet
- Non-Destructive Measurement of Coating Thicknesses: Measuring and Testing I Measuring Coating ThicknessDocument2 pagesNon-Destructive Measurement of Coating Thicknesses: Measuring and Testing I Measuring Coating Thicknessm.cheboutNo ratings yet
- Appropriate Design Method Adopted For Single Point Cutting ToolDocument7 pagesAppropriate Design Method Adopted For Single Point Cutting ToolInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Tensile TestDocument14 pagesTensile TestAysha AlNo ratings yet
- cvp342 2Document7 pagescvp342 2Alok Kumar MeenaNo ratings yet
- Manufacturing Processes Lecture2-ModifiedDocument41 pagesManufacturing Processes Lecture2-ModifiedAws AbbasNo ratings yet
- Modeling and Simulation of The Orthogonal Cut by Using The Law of DamageDocument4 pagesModeling and Simulation of The Orthogonal Cut by Using The Law of DamageHayderyNo ratings yet
- Hinds2000 PDFDocument14 pagesHinds2000 PDFASHUTOSH PANDEYNo ratings yet
- Ringcompressiontest 141027081309 Conversion Gate02Document26 pagesRingcompressiontest 141027081309 Conversion Gate02Tejaarka PiridiNo ratings yet
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnDocument6 pages2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaNo ratings yet
- Praktikumsanleitung Ws16-17.de - enDocument28 pagesPraktikumsanleitung Ws16-17.de - enadhiprachNo ratings yet
- Fea Lab ReportDocument11 pagesFea Lab Reportkhan fiveerNo ratings yet
- Department of Mechanical Engineering Mechanic Division Spec. Laboratory - Torsion Lab. ReportDocument5 pagesDepartment of Mechanical Engineering Mechanic Division Spec. Laboratory - Torsion Lab. ReportBhanuka SamarakoonNo ratings yet
- Torsion Lab Manual (Short) PDFDocument7 pagesTorsion Lab Manual (Short) PDFDonnell FrancisNo ratings yet
- Con A Ning Measure : Eff C EntsDocument8 pagesCon A Ning Measure : Eff C EntsshyamavanilNo ratings yet
- Multi-Axial Fatigue Life Prediction of Bellow Expansion JointDocument8 pagesMulti-Axial Fatigue Life Prediction of Bellow Expansion JointedmondNo ratings yet
- Flexural TestDocument8 pagesFlexural TestNawaf Al-TamimiNo ratings yet
- QC 213-Take Home TestDocument7 pagesQC 213-Take Home TestFranc GidionNo ratings yet
- Deep Drawing Analysis by Using Explicit Dynamics in Ansys WorkbenchDocument8 pagesDeep Drawing Analysis by Using Explicit Dynamics in Ansys Workbenchsunhell1611No ratings yet
- Chapter 3. Numerical Analysis: 3.1 Scope of Numerical WorkDocument19 pagesChapter 3. Numerical Analysis: 3.1 Scope of Numerical WorkchandruNo ratings yet
- MODULE 12 Mechanical Testing of WeldsDocument66 pagesMODULE 12 Mechanical Testing of WeldsIkeNo ratings yet
- COLUMNDocument3 pagesCOLUMNGaneshalingam Ramprasanna2No ratings yet
- Junhuazhao 2010Document4 pagesJunhuazhao 2010Akash SNo ratings yet
- Non Destructive TestingDocument22 pagesNon Destructive TestingMishaalKhanNo ratings yet
- A Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningDocument8 pagesA Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningAnonymous ZC1ld1CLmNo ratings yet
- 2 - (SR) - Compression - Test - Group 2Document8 pages2 - (SR) - Compression - Test - Group 2Tuan Muhammad Heip21No ratings yet
- 0036 Masonry WallDocument2 pages0036 Masonry WallciekawskiNo ratings yet
- CAE Practical FinalDocument42 pagesCAE Practical Finalcesesov520No ratings yet
- Optimization of The CNC Milling Process Via Modifying Some Parameters of The Cutting Mode When Processing MDF WorkpiecesDocument9 pagesOptimization of The CNC Milling Process Via Modifying Some Parameters of The Cutting Mode When Processing MDF WorkpiecesBen Amar AnasNo ratings yet
- Tensile Test Lab ReportDocument4 pagesTensile Test Lab ReportElisha NissiNo ratings yet
- Springback Prediction Thick Sheet MetalDocument6 pagesSpringback Prediction Thick Sheet MetalAnonymous BGeybN0TNo ratings yet
- Ms 2005 019Document6 pagesMs 2005 019kannanmech87No ratings yet
- Material Model:: Neoprene 40Document9 pagesMaterial Model:: Neoprene 40pradeshkumarsngcNo ratings yet
- The Forming Characteristics of Radial Backward Extrusion: Ho-Joon Choi, Jin-Hwa Choi, Beong-Bok HwangDocument7 pagesThe Forming Characteristics of Radial Backward Extrusion: Ho-Joon Choi, Jin-Hwa Choi, Beong-Bok HwangXanmanNo ratings yet
- Mech-IJME-Influence of The - NECIB DjilaniDocument10 pagesMech-IJME-Influence of The - NECIB Djilaniiaset123No ratings yet
- Lab Module TorsionDocument5 pagesLab Module Torsions231052560No ratings yet
- Properties of MaterialsDocument8 pagesProperties of MaterialsavinashNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Entropy 19 00048Document18 pagesEntropy 19 00048Anonymous PO7VwbBnNo ratings yet
- Kiln Doctor FAQDocument3 pagesKiln Doctor FAQgvrr1954No ratings yet
- Bending Moment and Shear Force Diagram - Cantilever Both Ends Sse-Excel SectionDocument1 pageBending Moment and Shear Force Diagram - Cantilever Both Ends Sse-Excel SectionSES DESIGNNo ratings yet
- ManishaDocument12 pagesManishaMANISHA BHURIANo ratings yet
- Hybrid Welding Possibilities of Thick Sections For Arctic ApplicationsDocument10 pagesHybrid Welding Possibilities of Thick Sections For Arctic ApplicationsKaushik SenguptaNo ratings yet
- Etching Specialty AlloysDocument6 pagesEtching Specialty AlloysNitin100% (1)
- Module - 4 (Maxwell Equations and EM Waves)Document18 pagesModule - 4 (Maxwell Equations and EM Waves)nojm0948No ratings yet
- Damage Tolerence CertificateDocument48 pagesDamage Tolerence CertificateSaad AfzalNo ratings yet
- Increse of Strenth of Beam Using Glass FiberDocument9 pagesIncrese of Strenth of Beam Using Glass FibersmkdigitechNo ratings yet
- SyllabusDocument20 pagesSyllabusDewa SumartaNo ratings yet
- UVISEL 2 Fully Automated Spectroscopic Ellipsometer BrochureDocument5 pagesUVISEL 2 Fully Automated Spectroscopic Ellipsometer Brochureluciano_gularteNo ratings yet
- Binary Vapor Liquid Equilibrium (Vle) Calculator PDFDocument11 pagesBinary Vapor Liquid Equilibrium (Vle) Calculator PDFSalman ZafarNo ratings yet
- De Bruyn Assignment 1 ReviewedDocument20 pagesDe Bruyn Assignment 1 ReviewedReuben De BruynNo ratings yet
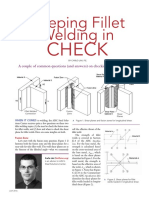
- Keeping Fillet Welding in CheckDocument2 pagesKeeping Fillet Welding in CheckdavidNo ratings yet
- DiodeDocument22 pagesDiodeengineer.chiranjitNo ratings yet
- Xii - Cbse Coordination Chemistry Material (23.11.2022)Document15 pagesXii - Cbse Coordination Chemistry Material (23.11.2022)Sanjana MohanNo ratings yet
- Bose-Einstein Condensate - Wikipedia PDFDocument16 pagesBose-Einstein Condensate - Wikipedia PDFPuneet PriyangueNo ratings yet
- Datasheet Sandvik SX enDocument2 pagesDatasheet Sandvik SX enMau Atenas PerezNo ratings yet
- Lecture1 3 CMOS nWELL and TwinTub ProcessDocument33 pagesLecture1 3 CMOS nWELL and TwinTub ProcessSrikanth Soma100% (8)
- Materials: Time-Dependent Material Properties of Shotcrete: Experimental and Numerical StudyDocument17 pagesMaterials: Time-Dependent Material Properties of Shotcrete: Experimental and Numerical StudyMohamed MamdohNo ratings yet
- 2c TheoryDocument34 pages2c Theory5ChEA DriveNo ratings yet
- Alumec 89 DatabladDocument12 pagesAlumec 89 DatabladMedoBoudyNo ratings yet
- STP Rusayl Oman: Double Shell Combined Circular TankDocument1 pageSTP Rusayl Oman: Double Shell Combined Circular TankRahulNo ratings yet
- BucklingDocument15 pagesBucklingAbhijeet SahuNo ratings yet
- Brochure Ovr PV en - 2csc432012b0301Document24 pagesBrochure Ovr PV en - 2csc432012b0301Mitchell DanielsNo ratings yet
- HS Diagram PDFDocument1 pageHS Diagram PDFmars1No ratings yet
- X6CrNiTi18 10Document64 pagesX6CrNiTi18 10Amir GrbicNo ratings yet