Download as docx, pdf, or txt
You might also like
- ND 4 - 8 - 12 User's ManualDocument18 pagesND 4 - 8 - 12 User's Manualpaterne80% (10)
- Vapor Chief Owner ManualDocument9 pagesVapor Chief Owner ManualgabicholopezNo ratings yet
- AS Mineral Deficiency Core PracticalDocument4 pagesAS Mineral Deficiency Core PracticalKevin Andrew Pereira0% (2)
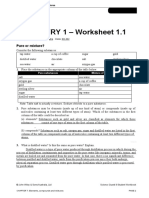
- CHEMISTRY 1 - Worksheet 1.1: Pure or Mixture?Document2 pagesCHEMISTRY 1 - Worksheet 1.1: Pure or Mixture?CJ VauseNo ratings yet
- Hydrogen ProductionDocument20 pagesHydrogen Productionengr_afsoomro3147100% (2)
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- Water Cut ProtocolDocument3 pagesWater Cut Protocolbabiyou100% (2)
- Eastern Visayas State University Tacloban CityDocument7 pagesEastern Visayas State University Tacloban CityRonaldNo ratings yet
- Design of Ice Manufacturing Plant 2000 LBDocument5 pagesDesign of Ice Manufacturing Plant 2000 LBEditor IJTSRDNo ratings yet
- Freeze Concentration 1Document13 pagesFreeze Concentration 1A PNo ratings yet
- Ice Making in Mechanical EngineeringDocument10 pagesIce Making in Mechanical EngineeringTatsNo ratings yet
- Group 7Document19 pagesGroup 7Seble GetachewNo ratings yet
- Freeze Concentration of Citrus and Other Fruit Juices: High Product Quality As A Result Of: ApplicationDocument2 pagesFreeze Concentration of Citrus and Other Fruit Juices: High Product Quality As A Result Of: ApplicationFabio Bottari100% (1)
- Water Desalination PlantDocument13 pagesWater Desalination Plantxfaris015No ratings yet
- ???? ?????? ?????????Document2 pages???? ?????? ?????????Farooq MushtaqNo ratings yet
- VDZ-Onlinecourse 6 7 enDocument22 pagesVDZ-Onlinecourse 6 7 enAnonymous iI88LtNo ratings yet
- What Is Produced Water and How It Is TreatedDocument5 pagesWhat Is Produced Water and How It Is TreatedRizwan FaridNo ratings yet
- Alderley PWT BrochureDocument8 pagesAlderley PWT BrochurechirinoslaaNo ratings yet
- 9 Soybean Processing Sustainability - by Mr. D.V. ChameDocument18 pages9 Soybean Processing Sustainability - by Mr. D.V. ChameshyamalNo ratings yet
- Thesis Version 1.3Document44 pagesThesis Version 1.3Brannon EludoNo ratings yet
- Acquaquantum: Solar Humidification-Dehumidification Desalination (HD) UnitDocument3 pagesAcquaquantum: Solar Humidification-Dehumidification Desalination (HD) UnitbrujieNo ratings yet
- Solar Energy Based Purification of Sea Water - A Detailed ReviewDocument6 pagesSolar Energy Based Purification of Sea Water - A Detailed ReviewSaran PNo ratings yet
- Flake Ice Machine FK20T-A2GDocument6 pagesFlake Ice Machine FK20T-A2GWisermenNo ratings yet
- Best Practice Guidelines For Cooling Towers in Commercial BuildingsDocument32 pagesBest Practice Guidelines For Cooling Towers in Commercial BuildingsPeter IbrahimNo ratings yet
- Solar Water Distillation SystemDocument44 pagesSolar Water Distillation SystemMahesh VishwakarmaNo ratings yet
- Soluble Sodium Silicate Manufacture: Step 1 - Cullet ProductionDocument4 pagesSoluble Sodium Silicate Manufacture: Step 1 - Cullet ProductionUwaezuoke Cyracus CNo ratings yet
- Water Cooling: NomenclatureDocument5 pagesWater Cooling: Nomenclaturemhd_bashiriNo ratings yet
- SED-LTE BrochureDocument16 pagesSED-LTE BrochureRonak PatelNo ratings yet
- DesalinationDocument28 pagesDesalinationكمونه عاطفNo ratings yet
- Capacitive Electro Desalination An Innovative New RIGHT Way To Treat The WaterDocument8 pagesCapacitive Electro Desalination An Innovative New RIGHT Way To Treat The WaterThejus BabyNo ratings yet
- Dolphin WaterCare PDF Presentation 10-16-12Document28 pagesDolphin WaterCare PDF Presentation 10-16-12Fabio Gregorio Beltrán MartínezNo ratings yet
- Flake Ice Machine FK10T-A2GDocument6 pagesFlake Ice Machine FK10T-A2GWisermenNo ratings yet
- Basic Cooling Water Management IIDocument32 pagesBasic Cooling Water Management IIDiaa GobranNo ratings yet
- Advances in Seawater Desalination TechnologiesDocument23 pagesAdvances in Seawater Desalination TechnologiesFrank FanNo ratings yet
- Case3 Water Cooling FinalDocument6 pagesCase3 Water Cooling FinalIlker YilmazNo ratings yet
- Lab 11Document10 pagesLab 11Famero Franz AikenNo ratings yet
- Thesis Pumpless Ice Thermal StorageDocument55 pagesThesis Pumpless Ice Thermal StorageMoiz TinwalaNo ratings yet
- Unesco - Eolss Sample Chapters: Freezing Desalination ProcessDocument7 pagesUnesco - Eolss Sample Chapters: Freezing Desalination ProcessShyne HikaruNo ratings yet
- Water Conditioning - CPI-R RDocument25 pagesWater Conditioning - CPI-R Rdiwash ghimireNo ratings yet
- CHAPTER 2 Mini Ice Plant Training Module FinalDocument6 pagesCHAPTER 2 Mini Ice Plant Training Module FinalLeyzer MalumayNo ratings yet
- Presentation Mohamed Ali KiwanDocument11 pagesPresentation Mohamed Ali Kiwanhamdyagag7No ratings yet
- Ide Progreen BrochureDocument4 pagesIde Progreen BrochureAlfonso José García LagunaNo ratings yet
- Low TemperatureDocument4 pagesLow TemperatureassurendranNo ratings yet
- CHAPTER 2 Mini Ice Plant Training Module FinalDocument6 pagesCHAPTER 2 Mini Ice Plant Training Module FinalChristian Diano100% (1)
- AG-414-4 Hydrocooling - NCSU BAE PDFDocument14 pagesAG-414-4 Hydrocooling - NCSU BAE PDFcarlos342asdNo ratings yet
- Ads or Ption ChillersDocument8 pagesAds or Ption ChillersSMBEAUTYNo ratings yet
- QADocument7 pagesQAMiguel Magat JovesNo ratings yet
- Ice Slurry Tech Cold Chain. APCpptxDocument16 pagesIce Slurry Tech Cold Chain. APCpptxmahendrapratNo ratings yet
- CH-2035 OMNI Helps Define Strategy To Avoid Downtime in A Texas VCM Plant PDFDocument4 pagesCH-2035 OMNI Helps Define Strategy To Avoid Downtime in A Texas VCM Plant PDFDennis Koay GMNo ratings yet
- Zero Blowdown Technology PDFDocument4 pagesZero Blowdown Technology PDFFernandoGurningNo ratings yet
- Recycling of Condensed Water From An Air Conditioning Unit: February 2018Document6 pagesRecycling of Condensed Water From An Air Conditioning Unit: February 2018Merna WaelNo ratings yet
- Condensed Water RemovalDocument6 pagesCondensed Water RemovalJack FooNo ratings yet
- How To Reduce The Water Use of Cooling Towers and Chillers: Minute GuideDocument4 pagesHow To Reduce The Water Use of Cooling Towers and Chillers: Minute GuidejcmvalNo ratings yet
- HW Fluido IIDocument33 pagesHW Fluido IIRodrigo PerezNo ratings yet
- Agri Smart ProjectDocument2 pagesAgri Smart ProjectAlexNo ratings yet
- Project Case Study: Musheireb Heart of Doha - DCPDocument5 pagesProject Case Study: Musheireb Heart of Doha - DCPatiqulaNo ratings yet
- 5 R-Reduce, Reuse, Recycle, Refuse, RecoverDocument2 pages5 R-Reduce, Reuse, Recycle, Refuse, RecoverAngelie LapeNo ratings yet
- "AquaAir" 2Document5 pages"AquaAir" 2Stephan HawkingNo ratings yet
- Constructed Wetlands for Industrial Wastewater TreatmentFrom EverandConstructed Wetlands for Industrial Wastewater TreatmentAlexandros I. StefanakisNo ratings yet
- Freeze Concentration 2Document8 pagesFreeze Concentration 2Patricio Orellana PalmaNo ratings yet
- Cooling SystemDocument10 pagesCooling SystemOsama AL HawiNo ratings yet
- Technical and Economical Evaluation of Desalination Processes For Potable Water From SeawaterDocument4 pagesTechnical and Economical Evaluation of Desalination Processes For Potable Water From SeawaterNermeen AhmedNo ratings yet
- WCR Heat Exchanger CourseDocument24 pagesWCR Heat Exchanger Coursebadboys123No ratings yet
- Food Processing HandbookFrom EverandFood Processing HandbookJames G. BrennanRating: 4 out of 5 stars4/5 (2)
- PP For CH 24Document51 pagesPP For CH 24allah rakha swabiNo ratings yet
- PP For CH 27Document29 pagesPP For CH 27allah rakha swabiNo ratings yet
- PP For CH 22Document49 pagesPP For CH 22allah rakha swabiNo ratings yet
- LoadingDocument1 pageLoadingallah rakha swabiNo ratings yet
- LoadingDocument4 pagesLoadingallah rakha swabiNo ratings yet
- 4-Benjamin IKSC21Document8 pages4-Benjamin IKSC21allah rakha swabiNo ratings yet
- Chapter 2 (Semiconductor Book) PDFDocument8 pagesChapter 2 (Semiconductor Book) PDFallah rakha swabiNo ratings yet
- 941 FormDocument4 pages941 Formallah rakha swabiNo ratings yet
- Wind TunnelDocument18 pagesWind Tunnelallah rakha swabi100% (1)
- Plegiarism Test STSDocument11 pagesPlegiarism Test STSallah rakha swabiNo ratings yet
- AuranofinDocument2 pagesAuranofinallah rakha swabiNo ratings yet
- Agua Pura Destilador Labtech LWD 3004 3008 3012 EngDocument20 pagesAgua Pura Destilador Labtech LWD 3004 3008 3012 EngZakNo ratings yet
- Cambridge International AS & A Level: BIOLOGY 9700/35Document12 pagesCambridge International AS & A Level: BIOLOGY 9700/35Muchamad MahmudiNo ratings yet
- A Method For Cleaning Ancient Coins.Document36 pagesA Method For Cleaning Ancient Coins.S. RollNo ratings yet
- Pewarnaan Aceto Orcein Dan Aceto CarmineDocument2 pagesPewarnaan Aceto Orcein Dan Aceto CarmineAwal AwelNo ratings yet
- Gusto Magazine - Issue 5Document8 pagesGusto Magazine - Issue 5Gusto MagazineNo ratings yet
- Sick Plants ExperimentDocument5 pagesSick Plants ExperimentThomas RichardNo ratings yet
- Safari - May 10, 2021 at 2:40 AMDocument1 pageSafari - May 10, 2021 at 2:40 AMBolajiNo ratings yet
- Steam Generator IronsDocument3 pagesSteam Generator Ironshenry01356No ratings yet
- EnteralDocument5 pagesEnteralSahil DhamijaNo ratings yet
- Distilled Water SheetDocument2 pagesDistilled Water SheetNasir KhanNo ratings yet
- EVALUATION OF COCONUT JUICE AS A POTENTIAL SEMEN EXTENDER FOR ENHANCING REPRODUCTIVE SUCCESS OF BOER BUCKS RepairedDocument33 pagesEVALUATION OF COCONUT JUICE AS A POTENTIAL SEMEN EXTENDER FOR ENHANCING REPRODUCTIVE SUCCESS OF BOER BUCKS Repairedhikagayahachiman9No ratings yet
- PC Water Coolant Chemistry - Part I - OverclockersDocument12 pagesPC Water Coolant Chemistry - Part I - OverclockersSchumarcinaNo ratings yet
- BIO Investigatory Project ProposalDocument7 pagesBIO Investigatory Project ProposalToni CalsadoNo ratings yet
- Neer Project ReportDocument2 pagesNeer Project ReportanimeshbariarNo ratings yet
- Distilled Water Is Pure WaterDocument2 pagesDistilled Water Is Pure WaterUmeshNo ratings yet
- Summative ScienceDocument5 pagesSummative ScienceArlyn Joy Castillo100% (1)
- Blowing The Lid Off Distilled Water Myths: by Joe Letorney, JRDocument4 pagesBlowing The Lid Off Distilled Water Myths: by Joe Letorney, JRWilliam Trentini100% (1)
- Volixer: Volixer Capsules Installation On The BlenderDocument7 pagesVolixer: Volixer Capsules Installation On The BlenderPetra JobovaNo ratings yet
- A Rapid and Simple Method For The Determination of Formaldehyde in Fishery ProductsDocument4 pagesA Rapid and Simple Method For The Determination of Formaldehyde in Fishery ProductsJocilene DantasNo ratings yet
- Destiladores BoecoDocument3 pagesDestiladores BoecoCamilo Andres Sarasty DiazNo ratings yet
- Kash Hackney - SF Final Draft Research Paper 3Document6 pagesKash Hackney - SF Final Draft Research Paper 3api-535479897No ratings yet
- Lab 1Document7 pagesLab 1Nataly MuñozNo ratings yet
- Al Selden Leif - Pagan Potions Brew Magic Formula Cd6 Id 974905720 Size160Document28 pagesAl Selden Leif - Pagan Potions Brew Magic Formula Cd6 Id 974905720 Size160Matthew AllenNo ratings yet
- Emergency Potable Distilled Watermaker - LIKHA PaperDocument18 pagesEmergency Potable Distilled Watermaker - LIKHA PapernaeszNo ratings yet
- Shark SC630 Manual enDocument23 pagesShark SC630 Manual enkrievkalnsgNo ratings yet