Download as pdf or txt
You might also like
- Actros MPII-Basic TrainingDocument284 pagesActros MPII-Basic Trainingabdulrahman elsaied100% (10)
- Process Capability IndexDocument4 pagesProcess Capability Indexchamp2357No ratings yet
- Tutorial 4 - Business AnalyticsDocument14 pagesTutorial 4 - Business AnalyticsRobin RichardsonNo ratings yet
- A Guide To Process Capability (CP, CPK) and Process Performance (PP, PPK) - 1factoryDocument8 pagesA Guide To Process Capability (CP, CPK) and Process Performance (PP, PPK) - 1factoryabhijit612No ratings yet
- A Guide To Process Capability (CP, CPK) and Process Performance (PP, PPK) - 1factoryDocument10 pagesA Guide To Process Capability (CP, CPK) and Process Performance (PP, PPK) - 1factoryRudra Das100% (1)
- CP CPKDocument9 pagesCP CPKPartho ChoudhuryNo ratings yet
- 5016 Assignment 2Document4 pages5016 Assignment 2TauseefAhmadNo ratings yet
- Application of Process Capability Study As A Diagnostic Tool For Process, Productivity and Quality - in - Management ImprovementDocument6 pagesApplication of Process Capability Study As A Diagnostic Tool For Process, Productivity and Quality - in - Management ImprovementPrabir BandyopadhyayNo ratings yet
- CPK PPK Process CapabilityDocument14 pagesCPK PPK Process CapabilityProf C.S.PurushothamanNo ratings yet
- Process CapabilityDocument3 pagesProcess CapabilityCarlos CaNo ratings yet
- Thesis On Assembly Line BalancingDocument7 pagesThesis On Assembly Line Balancinggbxm8h7g100% (2)
- Process Capability Amp Performance PP PPK CP CPKDocument8 pagesProcess Capability Amp Performance PP PPK CP CPKGangadhar BituNo ratings yet
- Process CapabilityDocument13 pagesProcess CapabilityEricka100% (1)
- Six Sigma STDocument52 pagesSix Sigma STsaravanan tNo ratings yet
- Literature Review On Assembly Line BalancingDocument7 pagesLiterature Review On Assembly Line Balancingea20cqyt100% (1)
- Rocess Capability - The Basics: Part 1: Carl BerardinelliDocument52 pagesRocess Capability - The Basics: Part 1: Carl Berardinellisaravanan tNo ratings yet
- CpkGuide 0211 TECH1Document11 pagesCpkGuide 0211 TECH1d_flamarich7358No ratings yet
- Process Capability (CP, CPK) and Process Performance (PP, PPK) - What Is The Difference?Document17 pagesProcess Capability (CP, CPK) and Process Performance (PP, PPK) - What Is The Difference?Gangarani GallaNo ratings yet
- Cost 1Document23 pagesCost 1vatsadbgNo ratings yet
- Quality & Productivity Journal: Technique Review - Short-Run SPCDocument3 pagesQuality & Productivity Journal: Technique Review - Short-Run SPCseetharamannNo ratings yet
- Process Capability & Performance (PP, PPK, CP, CPK)Document20 pagesProcess Capability & Performance (PP, PPK, CP, CPK)Rohit Soni100% (1)
- Interpret The Key Results For Normal Capability AnalysisDocument5 pagesInterpret The Key Results For Normal Capability AnalysisCloud RedfieldNo ratings yet
- Khan 2015Document24 pagesKhan 2015Zoulou77No ratings yet
- Opengl-Performance and Bottlenecks: S A, P K SDocument15 pagesOpengl-Performance and Bottlenecks: S A, P K SmartinsergNo ratings yet
- Process Capability Index: From Wikipedia, The Free EncyclopediaDocument4 pagesProcess Capability Index: From Wikipedia, The Free Encyclopediavenkat59cNo ratings yet
- Process CapabilityDocument23 pagesProcess CapabilityJhonrick MagtibayNo ratings yet
- CP, CPK, PP and PPKDocument21 pagesCP, CPK, PP and PPKck_pey100% (1)
- 621306-JAN 2016 - Selected-PagesDocument39 pages621306-JAN 2016 - Selected-PagesjosephsedNo ratings yet
- Process Capability IndicesDocument6 pagesProcess Capability IndicesVsm Krishna Sai EturiNo ratings yet
- Process CapabilityDocument10 pagesProcess CapabilityskptcaeNo ratings yet
- Operation ManagementDocument4 pagesOperation ManagementuuuuufffffNo ratings yet
- Pom Quality and Inventory PDFDocument23 pagesPom Quality and Inventory PDFrashed_8929685No ratings yet
- TQM 3Document8 pagesTQM 3api-273393702No ratings yet
- Eng-Productivity Improvement-A Case Study-Pramod A. DeshmukhDocument8 pagesEng-Productivity Improvement-A Case Study-Pramod A. DeshmukhImpact JournalsNo ratings yet
- Process Capability Indices PDFDocument6 pagesProcess Capability Indices PDFasamadhNo ratings yet
- Optimizing Production Layout and Capacity Via FlexDocument9 pagesOptimizing Production Layout and Capacity Via Flexnikhilrane91_7522800No ratings yet
- Research Paper On Assembly Line BalancingDocument8 pagesResearch Paper On Assembly Line Balancingyfwkdbaod100% (1)
- What Are CP, CPK, and PPM in Tolerance Analysis - EnventiveDocument9 pagesWhat Are CP, CPK, and PPM in Tolerance Analysis - Enventiverichardhe528000No ratings yet
- PHD Thesis On Pid ControllerDocument8 pagesPHD Thesis On Pid ControllerNatasha Grant100% (2)
- Understanding How CP and CPK Are UsedDocument4 pagesUnderstanding How CP and CPK Are UsedisotempNo ratings yet
- Advanced Process CapabilityDocument11 pagesAdvanced Process Capabilitycheqjieja100% (1)
- Bi BiDocument23 pagesBi BiJosephat MandaraNo ratings yet
- Ppce Essay Two MarksDocument29 pagesPpce Essay Two Markskarthiksubramanian94No ratings yet
- CMM Research PaperDocument6 pagesCMM Research Papergtnntxwgf100% (1)
- Process Capability (CP & CPK) - Six Sigma Study GuideDocument35 pagesProcess Capability (CP & CPK) - Six Sigma Study GuideBruno SaturnNo ratings yet
- A Key Performance Indicator System of Process Control As A Basis For Relocation PlanningDocument8 pagesA Key Performance Indicator System of Process Control As A Basis For Relocation PlanningAbd ZouhierNo ratings yet
- The Process Capability AnalysisDocument18 pagesThe Process Capability AnalysisMohamed HamdyNo ratings yet
- Statistical Process Control Chart v1.03Document2 pagesStatistical Process Control Chart v1.03Gustavo D.B.No ratings yet
- 13-Process Capability TrainingDocument43 pages13-Process Capability TrainingMansoor Ali100% (1)
- Application of 6-Sigma For Error Reduction-AT Advance Informatics PVT LTDDocument15 pagesApplication of 6-Sigma For Error Reduction-AT Advance Informatics PVT LTDprakhar singhNo ratings yet
- Process Capability: Chapter OutlineDocument5 pagesProcess Capability: Chapter OutlineFernandoNo ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexNelva SilviaNo ratings yet
- Gev - Cor - 08 - 2004Document25 pagesGev - Cor - 08 - 2004Guilherme VieiraNo ratings yet
- Imt 15Document4 pagesImt 15Abhishek322No ratings yet
- Process Capability: Process Capability Is Also Defined As The Capability of A Process To MeetDocument13 pagesProcess Capability: Process Capability Is Also Defined As The Capability of A Process To MeetNazia SyedNo ratings yet
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- CISA Exam-Testing Concept-PERT/CPM/Gantt Chart/FPA/EVA/Timebox (Chapter-3)From EverandCISA Exam-Testing Concept-PERT/CPM/Gantt Chart/FPA/EVA/Timebox (Chapter-3)Rating: 1.5 out of 5 stars1.5/5 (3)
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsFrom EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsNo ratings yet
- Product Data Sheet Powernics 9701 Black Lead Free: Berger Nippon Paint Automotive Coatings Private LimitedDocument2 pagesProduct Data Sheet Powernics 9701 Black Lead Free: Berger Nippon Paint Automotive Coatings Private LimitedSamNo ratings yet
- PH of Buffers Hydrolysed SaltsDocument27 pagesPH of Buffers Hydrolysed SaltsFmipa Khaeru NisaaNo ratings yet
- 18GA002-C.Arvind KrishnanDocument40 pages18GA002-C.Arvind KrishnanArvindNo ratings yet
- Full of Example Guys!!!!! Heheheheh: Chapter 4: Flow in Pipes Example #1Document6 pagesFull of Example Guys!!!!! Heheheheh: Chapter 4: Flow in Pipes Example #1ilya danisyahNo ratings yet
- Power Flow in Railway Electrifcation Power SystemDocument74 pagesPower Flow in Railway Electrifcation Power SystemDHARMENDRANo ratings yet
- SIEMENS S7-1500 Power Module Ps 60w 24-48-60vdc Manual en US en-USDocument28 pagesSIEMENS S7-1500 Power Module Ps 60w 24-48-60vdc Manual en US en-USl1f3b00kNo ratings yet
- Blue Prism ServiceNow Incident Management Skill User GuideDocument5 pagesBlue Prism ServiceNow Incident Management Skill User Guideemail2mesuryaNo ratings yet
- Thales TheoremDocument3 pagesThales Theoremgitongajohn253No ratings yet
- Extenuate DDos Attacks in CloudDocument4 pagesExtenuate DDos Attacks in CloudkiranNo ratings yet
- Using Origin From LabVIEW EDocument96 pagesUsing Origin From LabVIEW EMajidNo ratings yet
- The Bose 151 SE Environmental SpeakersDocument8 pagesThe Bose 151 SE Environmental SpeakersMihaela PopescuNo ratings yet
- Synthron Case Study Write UpDocument10 pagesSynthron Case Study Write UpTallo CruzNo ratings yet
- Report I - DFT - 2020779689 - MUHAMMAD NAJMI BIN KAMARUDIN PDFDocument15 pagesReport I - DFT - 2020779689 - MUHAMMAD NAJMI BIN KAMARUDIN PDFnajmiNo ratings yet
- Signals and SystemsDocument15 pagesSignals and SystemsAryan VermaNo ratings yet
- Creating Hello World Web Widget With HTML CSS and JavascriptDocument10 pagesCreating Hello World Web Widget With HTML CSS and Javascriptrajeshlal100% (1)
- Project NoteDocument37 pagesProject NoteHimel HossainNo ratings yet
- Free Training On Liquified Natural Gas 2Document4 pagesFree Training On Liquified Natural Gas 2CilliaNo ratings yet
- Katalog 150AET-175AET-200AET-L150AET-L200AET 08Document75 pagesKatalog 150AET-175AET-200AET-L150AET-L200AET 08JONI JONINo ratings yet
- Lab 4-5 Applied Linear Algebra For It - 501032: 1 ExercisesDocument4 pagesLab 4-5 Applied Linear Algebra For It - 501032: 1 ExercisesAnh QuocNo ratings yet
- MODULE-2 DBMS CS208 NOTES - Ktuassist - in PDFDocument20 pagesMODULE-2 DBMS CS208 NOTES - Ktuassist - in PDFVaisakh GopinathNo ratings yet
- Object-Relational Features in Oracle Database!: View of The Database World!Document14 pagesObject-Relational Features in Oracle Database!: View of The Database World!جيم جيمNo ratings yet
- GT O&M ManualDocument122 pagesGT O&M ManualAnand Varma100% (1)
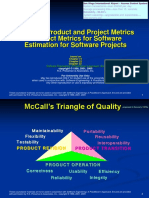
- Process, Product and Project Metrics Product Metrics For Software Estimation For Software ProjectsDocument46 pagesProcess, Product and Project Metrics Product Metrics For Software Estimation For Software ProjectsNassah AllaabNo ratings yet
- Lab 1204Document5 pagesLab 1204Yash RajNo ratings yet
- Ace 202Document14 pagesAce 202leovotinh85No ratings yet
- Thesis 1986 AlKharafiDocument531 pagesThesis 1986 AlKharafiPriyankaNo ratings yet
- 09 Displacement Method - Slope Deflection EquationsDocument29 pages09 Displacement Method - Slope Deflection EquationsZhwa 18No ratings yet
- RPT ManualDocument20 pagesRPT Manualamele25No ratings yet