Download as pdf or txt
You might also like
- Sponge Iron PlantDocument11 pagesSponge Iron PlantLi GaryNo ratings yet
- mp5 BlueprintDocument33 pagesmp5 Blueprintkolas hernandez0% (1)
- Ratio Analysis in Cement IndustryDocument65 pagesRatio Analysis in Cement IndustrySiddharth Jain92% (13)
- Iron Ore Pellet Is at IonDocument19 pagesIron Ore Pellet Is at Ionvivekojha14645100% (1)
- Introduction To GrindingDocument8 pagesIntroduction To GrindingsreeshpsNo ratings yet
- Abrasive ManufacturingDocument10 pagesAbrasive Manufacturinggirish19No ratings yet
- 10 Abrasive Machining ProcessesDocument0 pages10 Abrasive Machining ProcessesAmmar KhanNo ratings yet
- Surface Finish ProcessesDocument7 pagesSurface Finish Processesapi-19790673No ratings yet
- Belgaum Foundry ClusterDocument19 pagesBelgaum Foundry ClusterVinay Vasant Mangale0% (1)
- Aft VSSDocument26 pagesAft VSSTommyVercettiNo ratings yet
- Techcatalogue EbookDocument87 pagesTechcatalogue EbookPablo Valenzuela ArredondoNo ratings yet
- E Sintering Process of Iron Ore FinesDocument6 pagesE Sintering Process of Iron Ore FinesJose Marval RodriguezNo ratings yet
- Gif Project FileDocument33 pagesGif Project File2607982100% (1)
- The Sintering Process of Iron Ore FinesDocument6 pagesThe Sintering Process of Iron Ore FinesAbdullah Aljabir100% (1)
- Abrasive IndustryDocument10 pagesAbrasive IndustryyowiskieNo ratings yet
- The Sintering Process of Iron Ore FinesDocument5 pagesThe Sintering Process of Iron Ore FinesRanggaa RamandanaNo ratings yet
- GoodQuarry Production TechnologyDocument59 pagesGoodQuarry Production TechnologyRagab AbulmagdNo ratings yet
- Employee Satisfaction Project Report OriginalDocument59 pagesEmployee Satisfaction Project Report OriginalashrithaNo ratings yet
- Final ProjectDocument54 pagesFinal ProjectShakti NaiduNo ratings yet
- Iron Ore Pellet PlantDocument15 pagesIron Ore Pellet PlantvuonghnNo ratings yet
- Fly Ash BricksDocument29 pagesFly Ash BricksSashankPsNo ratings yet
- A Review Article On Manufacturing Process of Cement, Environmental Attributes, Topography and Climatological Data Station: IMD, Sidhi M.PDocument7 pagesA Review Article On Manufacturing Process of Cement, Environmental Attributes, Topography and Climatological Data Station: IMD, Sidhi M.PChandra Sekar100% (1)
- Report On Nasir Glass Industries LimitedDocument6 pagesReport On Nasir Glass Industries LimitedMasood PervezNo ratings yet
- Industrial Abrasives - A Global Market OverviewDocument37 pagesIndustrial Abrasives - A Global Market OverviewIndustry Experts, Inc.No ratings yet
- Fly Ash BricksDocument22 pagesFly Ash BricksRavi Joshi100% (1)
- Manufacturing of Grinding WheelDocument11 pagesManufacturing of Grinding WheelHemant Pokhra100% (1)
- Advanced Production and Process3Document35 pagesAdvanced Production and Process3christo royNo ratings yet
- Grinding Stone Production RevisedFinalDocument27 pagesGrinding Stone Production RevisedFinalFirezegiNo ratings yet
- Recruitment and Selection Project ReportDocument62 pagesRecruitment and Selection Project ReportAshrithaNo ratings yet
- Binani Cement Limited, SirohiDocument47 pagesBinani Cement Limited, SirohivikassspaceNo ratings yet
- Fly Ash Brick Making Plant Cement FinalDocument14 pagesFly Ash Brick Making Plant Cement FinalSudheer AmbiNo ratings yet
- Marketing PDFDocument61 pagesMarketing PDFMithun Konjath0% (1)
- A Project Report On Summer Vocational Training in Bhilai Steel PlantDocument24 pagesA Project Report On Summer Vocational Training in Bhilai Steel PlantRahul PandeyNo ratings yet
- DCM EnggDocument30 pagesDCM EnggManil KumarNo ratings yet
- ProjectDocument61 pagesProjectPritam Ghosh100% (1)
- Converted Document 001Document16 pagesConverted Document 001Tochi Krishna AbhishekNo ratings yet
- Unit IV - V01Document8 pagesUnit IV - V01hainerajaramanNo ratings yet
- A Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Document21 pagesA Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Raj ShreeNo ratings yet
- Profile On Granite CuttingDocument12 pagesProfile On Granite CuttingAnkit Morani100% (1)
- Diagnostic Study Report of Morbi Wankaner Ceramic ClusterDocument15 pagesDiagnostic Study Report of Morbi Wankaner Ceramic ClusterNik PatelNo ratings yet
- 12.solar Grinding MachineDocument43 pages12.solar Grinding Machinesathish33% (3)
- Granite Option TwoDocument35 pagesGranite Option TwoAbduselam AhmedNo ratings yet
- Employee Welfare and Safety Measures Project at Grindwell Norton LTDDocument63 pagesEmployee Welfare and Safety Measures Project at Grindwell Norton LTDashrithaNo ratings yet
- MP Unit 4 GrindingDocument25 pagesMP Unit 4 GrindingJ S VAISHNAVNo ratings yet
- 2006 Slag Grinding With MPS Vertical Roller MillsDocument4 pages2006 Slag Grinding With MPS Vertical Roller Millslijosh_rexy1983No ratings yet
- Group 11 Final Report Moradabad BrasswareDocument10 pagesGroup 11 Final Report Moradabad BrasswareRamtejNo ratings yet
- Innovations in Abrasive Products For Precision Grinding PDFDocument21 pagesInnovations in Abrasive Products For Precision Grinding PDFDaniel FigueiredoNo ratings yet
- Gears Cutting and GrindingDocument8 pagesGears Cutting and GrindingАлександар ВујаковићNo ratings yet
- DGKCC Internship ReportDocument17 pagesDGKCC Internship ReportMuhammad AtharNo ratings yet
- Manufacturing Processes: ME 335 432 Lecture #14Document69 pagesManufacturing Processes: ME 335 432 Lecture #14abdullah sulimanNo ratings yet
- Foundry Wastes Reuse and Recycling in Concrete ProductionDocument8 pagesFoundry Wastes Reuse and Recycling in Concrete ProductionJAGUNo ratings yet
- Cement Manufacturing Process and Its Environmental ImpactDocument8 pagesCement Manufacturing Process and Its Environmental ImpactSanuja Samadith PanagodaNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIFrom EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Advances in Ceramic Armor XIFrom EverandAdvances in Ceramic Armor XIJerry C. LaSalviaNo ratings yet
- Hot Work MSDocument2 pagesHot Work MSsudeesh kumarNo ratings yet
- Single Extruder Screw and BarrelDocument11 pagesSingle Extruder Screw and BarrelLogesh kumarNo ratings yet
- Company Profile-FIRMDocument29 pagesCompany Profile-FIRMraeraknNo ratings yet
- Parker Alok Bible WebDocument224 pagesParker Alok Bible WebRoo FaNo ratings yet
- BS en 440-95 PDFDocument14 pagesBS en 440-95 PDFAhmet Memiş100% (2)
- Lecture 1 - Overview of Machining ProcessesDocument15 pagesLecture 1 - Overview of Machining ProcessesAINAMANI AMOSNo ratings yet
- DS-1 Volume 4 Addendum PDFDocument15 pagesDS-1 Volume 4 Addendum PDFMuhammad Bilal KhattakNo ratings yet
- Hardcarb - Consumables PDFDocument41 pagesHardcarb - Consumables PDFJimit ShahNo ratings yet
- Varin 41 PDocument1 pageVarin 41 Pdokumen terkontrol100% (1)
- MUD Solution SheetDocument2 pagesMUD Solution Sheetalvaro netoNo ratings yet
- Mil I 46058CDocument15 pagesMil I 46058Cyamuna yamuNo ratings yet
- Fabral 2.5 SSRDocument19 pagesFabral 2.5 SSRAndrewNo ratings yet
- Custom Sawhorse: RB NADocument5 pagesCustom Sawhorse: RB NAO'Neil JonesNo ratings yet
- Yuehing Y100b CatDocument2 pagesYuehing Y100b CatSatish Kumar MauryaNo ratings yet
- Chapter 2 - Tech and Material of Cutting ToolsDocument47 pagesChapter 2 - Tech and Material of Cutting ToolsAbdul AliffNo ratings yet
- JSW Neosteel - 25-8-19 PDFDocument16 pagesJSW Neosteel - 25-8-19 PDFRajdeep PaulNo ratings yet
- 4 Types of Duct InsulationsDocument5 pages4 Types of Duct InsulationsYe LinnNo ratings yet
- Bar Loading Magazine - Part 1: Operating InstructionsDocument50 pagesBar Loading Magazine - Part 1: Operating InstructionsAmir HodzicNo ratings yet
- Design of A 1000 Ton Round Square and Flat Steel Bar UpdatedDocument77 pagesDesign of A 1000 Ton Round Square and Flat Steel Bar UpdatedReynalene PanaliganNo ratings yet
- Catalogue: STS-Trimmer With SprayDocument46 pagesCatalogue: STS-Trimmer With SprayEsvitec DentalNo ratings yet
- Thermodynamic and Kinetic Aspects of Secondary Steelmaking ProcessesDocument37 pagesThermodynamic and Kinetic Aspects of Secondary Steelmaking ProcessesHASSAN MUSHTAQNo ratings yet
- An Overview of Steel Authority of India (BOKARO Steel Plant)Document52 pagesAn Overview of Steel Authority of India (BOKARO Steel Plant)kathirNo ratings yet
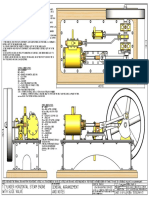
- With Slide Valve 1 Cylinder Horizontal Steam Engine and Notes General ArrangementDocument4 pagesWith Slide Valve 1 Cylinder Horizontal Steam Engine and Notes General ArrangementJose Rafael Ramos ChiquilloNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- Aluminum Ship StructuresDocument14 pagesAluminum Ship StructuresJuan CarlosNo ratings yet
- A Study On Rotary Friction Welding of Titanium AllDocument10 pagesA Study On Rotary Friction Welding of Titanium AllmadhukarNo ratings yet
- AISI 1045 SteelDocument3 pagesAISI 1045 Steelsenthil4youNo ratings yet
- Naukri SANJAYJAIN (27y 0m)Document4 pagesNaukri SANJAYJAIN (27y 0m)Amit SinhaNo ratings yet
- Structural Design of Facade Elements - DAY 1Document104 pagesStructural Design of Facade Elements - DAY 1Renzel Esteban100% (1)