
CIGUEÑAL MOTOR MBE 4000
CIGUEÑAL MOTOR MBE 4000
You might also like
- Manual de Instalacion Angelus 60LDocument15 pagesManual de Instalacion Angelus 60LAnonymous WaC9PaQmr100% (1)
- Chevy Differentials: How to Rebuild the 10- and 12-BoltFrom EverandChevy Differentials: How to Rebuild the 10- and 12-BoltRating: 5 out of 5 stars5/5 (17)
- VOLVO SD45D SINGLE-DRUM ROLLER Service Repair Manual PDFDocument15 pagesVOLVO SD45D SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmme100% (1)
- A2 Drive Nut ReplacementDocument7 pagesA2 Drive Nut ReplacementJibjab7100% (1)
- Girard Tube Clamps Nuclear CatalogDocument14 pagesGirard Tube Clamps Nuclear Catalogpsbgolf04No ratings yet
- Clutch ManualDocument16 pagesClutch ManualCO BDNo ratings yet
- RTS TG M78Document9 pagesRTS TG M78woosah1234No ratings yet
- 1 Mbe4000 06aDocument38 pages1 Mbe4000 06azahar222No ratings yet
- Section 10 - Power Take-OffDocument19 pagesSection 10 - Power Take-OffMiller Andres ArocaNo ratings yet
- Crankshaft - InstallDocument7 pagesCrankshaft - InstallLeonardo PerezNo ratings yet
- CigueñalDocument4 pagesCigueñalCRIATHIANNo ratings yet
- Section 1.33 Bull Gear and Camshaft Idler Gear Assembly: Figure 1. Engine Gear TrainDocument9 pagesSection 1.33 Bull Gear and Camshaft Idler Gear Assembly: Figure 1. Engine Gear TrainJuanAméricaBerzunzaNo ratings yet
- Installation Procedure: NoticeDocument7 pagesInstallation Procedure: NoticeВиталий ОрловNo ratings yet
- 428f connecting rod boltsDocument1 page428f connecting rod boltsjohnsaad15No ratings yet
- Bull Gear InstallationDocument9 pagesBull Gear InstallationKikin HermantoNo ratings yet
- 12 V Engine Starter ManualDocument15 pages12 V Engine Starter ManualramonalbertoguzmanNo ratings yet
- Power Train: Alternator RemovalDocument6 pagesPower Train: Alternator Removalchaos en venaNo ratings yet
- Drive Axle, Speed Reducer, and Differential: J2.00-3.20XM (J40-60XM, J40-60XM) (A216) J2.00-3.20XM (J40-60Z) (A416)Document18 pagesDrive Axle, Speed Reducer, and Differential: J2.00-3.20XM (J40-60XM, J40-60XM) (A216) J2.00-3.20XM (J40-60Z) (A416)InfoMecanicaTaller contactoNo ratings yet
- VOLVO SD45F SOIL COMPACATOR Service Repair Manual PDFDocument19 pagesVOLVO SD45F SOIL COMPACATOR Service Repair Manual PDFfjjsjekdmmeNo ratings yet
- C014 Assembly-Disassembly ManualDocument21 pagesC014 Assembly-Disassembly Manualwillyan100% (2)
- Jeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeDocument15 pagesJeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeJuan vaizNo ratings yet
- Section 1.15 Crankshaft Pulley: Figure 1. Crankshaft Pulley Mounted Directly To The CrankshaftDocument6 pagesSection 1.15 Crankshaft Pulley: Figure 1. Crankshaft Pulley Mounted Directly To The CrankshaftJose SanchezNo ratings yet
- Etech MotorDocument83 pagesEtech MotorDarwin Enrique Parra VasquezNo ratings yet
- 3408E and 3412E Crankshaft Main Bearings - InstallDocument6 pages3408E and 3412E Crankshaft Main Bearings - Installalonso100% (1)
- C6.6 Cam Shaft InstallDocument5 pagesC6.6 Cam Shaft InstallsenNo ratings yet
- 6Document4 pages6George GuerreroNo ratings yet
- Remove & Install Fuel PumpDocument4 pagesRemove & Install Fuel PumpjasleenNo ratings yet
- Sistema de TransmisionDocument239 pagesSistema de TransmisionCez Lopez BañezNo ratings yet
- Bottem End Bearing RemovalDocument8 pagesBottem End Bearing RemovalRohit Mishra100% (2)
- 3304-3306 Medidas de Bielas y BancadasDocument3 pages3304-3306 Medidas de Bielas y BancadasJuan Carlos RivasNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument5 pagesRemove and Install Crankshaft Main BearingsBuku DigitalNo ratings yet
- Manual: 292 Engine Kt-150 SeriesDocument20 pagesManual: 292 Engine Kt-150 SeriesSuwan Noo ThomsonNo ratings yet
- BALEROSDocument17 pagesBALEROSjulio cesarNo ratings yet
- Series 60 - Section 1.9 Crankshaft Main BearingsDocument11 pagesSeries 60 - Section 1.9 Crankshaft Main BearingsJuan RiveraNo ratings yet
- Connecting Rod ReplacementDocument11 pagesConnecting Rod Replacementfjafarvand100% (1)
- Crankshaft - InstallDocument5 pagesCrankshaft - InstallalonsoNo ratings yet
- Crankshaft Main BearingDocument4 pagesCrankshaft Main BearingSteven Y.MNo ratings yet
- Caterpillar Cat M322D Wheeled Excavator (Prefix W2S) Service Repair Manual (W2S00001 and Up) PDFDocument22 pagesCaterpillar Cat M322D Wheeled Excavator (Prefix W2S) Service Repair Manual (W2S00001 and Up) PDFfkdmma100% (1)
- 3054 Idler Gear - Remove and Install - Delphi DP210 Fuel InjectionDocument8 pages3054 Idler Gear - Remove and Install - Delphi DP210 Fuel Injectionhenry lavieraNo ratings yet
- Differential Carrier: ComponentsDocument16 pagesDifferential Carrier: Componentspriyankar007No ratings yet
- D143IN RevBDocument8 pagesD143IN RevBdoomedseerNo ratings yet
- SB1208 - ZF As Tronic - Clutch Component LubricationDocument12 pagesSB1208 - ZF As Tronic - Clutch Component LubricationCarlos José FariaNo ratings yet
- 450A-750A Pump Drive Repair ManualDocument21 pages450A-750A Pump Drive Repair ManualECO Green and BlueNo ratings yet
- Crank Shaft PresentationgnsDocument42 pagesCrank Shaft Presentationgnskr_abhijeet72356587100% (1)
- AA03118 - Torqueo de CauchosDocument4 pagesAA03118 - Torqueo de CauchosJose A. Basanta H.No ratings yet
- Rear Suspension KnuckleHub ReplacementDocument3 pagesRear Suspension KnuckleHub ReplacementUberhacker_slipknotNo ratings yet
- Fax 001Document14 pagesFax 001daniel ignatNo ratings yet
- Dana Spicer WJ Dana44Document35 pagesDana Spicer WJ Dana44Stefano MirabelliNo ratings yet
- Reassembly of Basic EngineDocument19 pagesReassembly of Basic EnginePepe AlNo ratings yet
- Differential & Bevel GearDocument7 pagesDifferential & Bevel GearNadhifatulNo ratings yet
- Ajuste de Tren de EngranesDocument9 pagesAjuste de Tren de Engranessinger50100% (1)
- AUTOMOTIVE Servicing The GyroDocument5 pagesAUTOMOTIVE Servicing The GyroNeil Stephen GuiaoNo ratings yet
- 3Document6 pages3George GuerreroNo ratings yet
- 5379X 5382X Diff Rebuild 0Document2 pages5379X 5382X Diff Rebuild 0coldtotouchNo ratings yet
- Remove Fuel Injection Pump Housing and GovernorDocument7 pagesRemove Fuel Injection Pump Housing and GovernorAnonymous cS9UMvhBqNo ratings yet
- Change Procedure of Hub BearingsDocument4 pagesChange Procedure of Hub BearingsRadu DumbravaNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument4 pagesRemove and Install Crankshaft Main BearingsMayumi Lizarme BuezoNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- AJ - 600A, 600AJ - JLG - Parts - EnglishDocument398 pagesAJ - 600A, 600AJ - JLG - Parts - EnglishCristian FaundesNo ratings yet
- CHASISDocument34 pagesCHASISCristian FaundesNo ratings yet
- Capacidades y EspecificacionesDocument21 pagesCapacidades y EspecificacionesCristian FaundesNo ratings yet
- MIFLTC - RevD.es - SMV 10-65 - FLT - Forklift C-ModelDocument266 pagesMIFLTC - RevD.es - SMV 10-65 - FLT - Forklift C-ModelCristian FaundesNo ratings yet
- Hydro StructureDocument2 pagesHydro StructureFebry ChristoperNo ratings yet
- Janome Jem Gold 660 Sewing Machine Service ManualDocument19 pagesJanome Jem Gold 660 Sewing Machine Service ManualiliiexpugnansNo ratings yet
- RW SFB 22 - 2Document1 pageRW SFB 22 - 2Yong TonghannNo ratings yet
- Engineering Drawing Module 1Document13 pagesEngineering Drawing Module 1Joe NasalitaNo ratings yet
- Spare Parts Catalogue: Type Gear Reduction UnitsDocument19 pagesSpare Parts Catalogue: Type Gear Reduction UnitsAio JumaNo ratings yet
- Basic Machine Design Situational Problem by Alcorcon 1Document170 pagesBasic Machine Design Situational Problem by Alcorcon 1Richard YapNo ratings yet
- Singularity Functions To Determine Slope and DeflectionDocument8 pagesSingularity Functions To Determine Slope and DeflectionSandipan NaskarNo ratings yet
- MISTRAL Storage Water Heater 80L - Water Heaters For Sale - Best Price in Sri LankaDocument5 pagesMISTRAL Storage Water Heater 80L - Water Heaters For Sale - Best Price in Sri LankaIeeeChannaNo ratings yet
- Parts List: Atlas CopcoDocument81 pagesParts List: Atlas CopcoJim Jonesjr100% (1)
- Ahu-Rf - Or3Document6 pagesAhu-Rf - Or3ChunNo ratings yet
- 59237-Vk-Komatsu PC20-7 Alter With Sprocket ChangeDocument3 pages59237-Vk-Komatsu PC20-7 Alter With Sprocket ChangeAnonymous srN69mFENo ratings yet
- Ssit PPT ANK IDocument14 pagesSsit PPT ANK InaveenNo ratings yet
- How The Royal Enfield Bullet 4-Speed Gearbox Works: ShaftsDocument4 pagesHow The Royal Enfield Bullet 4-Speed Gearbox Works: ShaftsgkarthikeyanNo ratings yet
- Vendor EngineeringDocument1 pageVendor EngineeringCesar RojasNo ratings yet
- KSB Serie MPDocument12 pagesKSB Serie MPJose ValenzuelaNo ratings yet
- Bermudian Articles - Draught of Water and FreeboardDocument1 pageBermudian Articles - Draught of Water and Freeboardadel belkacemNo ratings yet
- Centrifuge DSC-103SD-HT24 (Manual)Document4 pagesCentrifuge DSC-103SD-HT24 (Manual)Bmet ConnectNo ratings yet
- General Design Requirements: Bellmouth Seal AssembyDocument1 pageGeneral Design Requirements: Bellmouth Seal AssembyDenis JimenezNo ratings yet
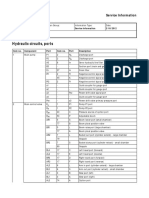
- Hydraulic Circuits, Ports: Service InformationDocument8 pagesHydraulic Circuits, Ports: Service InformationNaing Min HtunNo ratings yet
- 44B. Check ValveDocument1 page44B. Check ValveIrpan NugrahaNo ratings yet
- LabSox Brochure-Mar2015-web-6pg PDFDocument6 pagesLabSox Brochure-Mar2015-web-6pg PDFrijothomasv777No ratings yet
- Module 3 - Classification, Applications and Operations of MachinesDocument5 pagesModule 3 - Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- Curve Calculation DGHR-BANKA and JSME-DUMKADocument23 pagesCurve Calculation DGHR-BANKA and JSME-DUMKAAMRISH MOHANNo ratings yet
- User Guide Ferastrau Cu LantDocument15 pagesUser Guide Ferastrau Cu LantLaszlo SiposNo ratings yet
- Worm Gear Design ProcedureDocument7 pagesWorm Gear Design ProcedureSzymon RosikNo ratings yet
- Subject: AHU& FCU Connection Details Project: NHJH AHU Connection and Access Side Based On Below Picture For ReferencesDocument3 pagesSubject: AHU& FCU Connection Details Project: NHJH AHU Connection and Access Side Based On Below Picture For ReferencesAHMED ATIFNo ratings yet
- Lecture 3 & 4 Structural Steel Design MuDocument26 pagesLecture 3 & 4 Structural Steel Design MuPenelope MalilweNo ratings yet
- Somani Industries: Complete Rock Mining SolutionDocument8 pagesSomani Industries: Complete Rock Mining SolutionLeonardo Da-vinciNo ratings yet



























































































Download as pdf or txt
You might also like
- Manual de Instalacion Angelus 60LDocument15 pagesManual de Instalacion Angelus 60LAnonymous WaC9PaQmr100% (1)
- Chevy Differentials: How to Rebuild the 10- and 12-BoltFrom EverandChevy Differentials: How to Rebuild the 10- and 12-BoltRating: 5 out of 5 stars5/5 (17)
- VOLVO SD45D SINGLE-DRUM ROLLER Service Repair Manual PDFDocument15 pagesVOLVO SD45D SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmme100% (1)
- A2 Drive Nut ReplacementDocument7 pagesA2 Drive Nut ReplacementJibjab7100% (1)
- Girard Tube Clamps Nuclear CatalogDocument14 pagesGirard Tube Clamps Nuclear Catalogpsbgolf04No ratings yet
- Clutch ManualDocument16 pagesClutch ManualCO BDNo ratings yet
- RTS TG M78Document9 pagesRTS TG M78woosah1234No ratings yet
- 1 Mbe4000 06aDocument38 pages1 Mbe4000 06azahar222No ratings yet
- Section 10 - Power Take-OffDocument19 pagesSection 10 - Power Take-OffMiller Andres ArocaNo ratings yet
- Crankshaft - InstallDocument7 pagesCrankshaft - InstallLeonardo PerezNo ratings yet
- CigueñalDocument4 pagesCigueñalCRIATHIANNo ratings yet
- Section 1.33 Bull Gear and Camshaft Idler Gear Assembly: Figure 1. Engine Gear TrainDocument9 pagesSection 1.33 Bull Gear and Camshaft Idler Gear Assembly: Figure 1. Engine Gear TrainJuanAméricaBerzunzaNo ratings yet
- Installation Procedure: NoticeDocument7 pagesInstallation Procedure: NoticeВиталий ОрловNo ratings yet
- 428f connecting rod boltsDocument1 page428f connecting rod boltsjohnsaad15No ratings yet
- Bull Gear InstallationDocument9 pagesBull Gear InstallationKikin HermantoNo ratings yet
- 12 V Engine Starter ManualDocument15 pages12 V Engine Starter ManualramonalbertoguzmanNo ratings yet
- Power Train: Alternator RemovalDocument6 pagesPower Train: Alternator Removalchaos en venaNo ratings yet
- Drive Axle, Speed Reducer, and Differential: J2.00-3.20XM (J40-60XM, J40-60XM) (A216) J2.00-3.20XM (J40-60Z) (A416)Document18 pagesDrive Axle, Speed Reducer, and Differential: J2.00-3.20XM (J40-60XM, J40-60XM) (A216) J2.00-3.20XM (J40-60Z) (A416)InfoMecanicaTaller contactoNo ratings yet
- VOLVO SD45F SOIL COMPACATOR Service Repair Manual PDFDocument19 pagesVOLVO SD45F SOIL COMPACATOR Service Repair Manual PDFfjjsjekdmmeNo ratings yet
- C014 Assembly-Disassembly ManualDocument21 pagesC014 Assembly-Disassembly Manualwillyan100% (2)
- Jeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeDocument15 pagesJeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeJuan vaizNo ratings yet
- Section 1.15 Crankshaft Pulley: Figure 1. Crankshaft Pulley Mounted Directly To The CrankshaftDocument6 pagesSection 1.15 Crankshaft Pulley: Figure 1. Crankshaft Pulley Mounted Directly To The CrankshaftJose SanchezNo ratings yet
- Etech MotorDocument83 pagesEtech MotorDarwin Enrique Parra VasquezNo ratings yet
- 3408E and 3412E Crankshaft Main Bearings - InstallDocument6 pages3408E and 3412E Crankshaft Main Bearings - Installalonso100% (1)
- C6.6 Cam Shaft InstallDocument5 pagesC6.6 Cam Shaft InstallsenNo ratings yet
- 6Document4 pages6George GuerreroNo ratings yet
- Remove & Install Fuel PumpDocument4 pagesRemove & Install Fuel PumpjasleenNo ratings yet
- Sistema de TransmisionDocument239 pagesSistema de TransmisionCez Lopez BañezNo ratings yet
- Bottem End Bearing RemovalDocument8 pagesBottem End Bearing RemovalRohit Mishra100% (2)
- 3304-3306 Medidas de Bielas y BancadasDocument3 pages3304-3306 Medidas de Bielas y BancadasJuan Carlos RivasNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument5 pagesRemove and Install Crankshaft Main BearingsBuku DigitalNo ratings yet
- Manual: 292 Engine Kt-150 SeriesDocument20 pagesManual: 292 Engine Kt-150 SeriesSuwan Noo ThomsonNo ratings yet
- BALEROSDocument17 pagesBALEROSjulio cesarNo ratings yet
- Series 60 - Section 1.9 Crankshaft Main BearingsDocument11 pagesSeries 60 - Section 1.9 Crankshaft Main BearingsJuan RiveraNo ratings yet
- Connecting Rod ReplacementDocument11 pagesConnecting Rod Replacementfjafarvand100% (1)
- Crankshaft - InstallDocument5 pagesCrankshaft - InstallalonsoNo ratings yet
- Crankshaft Main BearingDocument4 pagesCrankshaft Main BearingSteven Y.MNo ratings yet
- Caterpillar Cat M322D Wheeled Excavator (Prefix W2S) Service Repair Manual (W2S00001 and Up) PDFDocument22 pagesCaterpillar Cat M322D Wheeled Excavator (Prefix W2S) Service Repair Manual (W2S00001 and Up) PDFfkdmma100% (1)
- 3054 Idler Gear - Remove and Install - Delphi DP210 Fuel InjectionDocument8 pages3054 Idler Gear - Remove and Install - Delphi DP210 Fuel Injectionhenry lavieraNo ratings yet
- Differential Carrier: ComponentsDocument16 pagesDifferential Carrier: Componentspriyankar007No ratings yet
- D143IN RevBDocument8 pagesD143IN RevBdoomedseerNo ratings yet
- SB1208 - ZF As Tronic - Clutch Component LubricationDocument12 pagesSB1208 - ZF As Tronic - Clutch Component LubricationCarlos José FariaNo ratings yet
- 450A-750A Pump Drive Repair ManualDocument21 pages450A-750A Pump Drive Repair ManualECO Green and BlueNo ratings yet
- Crank Shaft PresentationgnsDocument42 pagesCrank Shaft Presentationgnskr_abhijeet72356587100% (1)
- AA03118 - Torqueo de CauchosDocument4 pagesAA03118 - Torqueo de CauchosJose A. Basanta H.No ratings yet
- Rear Suspension KnuckleHub ReplacementDocument3 pagesRear Suspension KnuckleHub ReplacementUberhacker_slipknotNo ratings yet
- Fax 001Document14 pagesFax 001daniel ignatNo ratings yet
- Dana Spicer WJ Dana44Document35 pagesDana Spicer WJ Dana44Stefano MirabelliNo ratings yet
- Reassembly of Basic EngineDocument19 pagesReassembly of Basic EnginePepe AlNo ratings yet
- Differential & Bevel GearDocument7 pagesDifferential & Bevel GearNadhifatulNo ratings yet
- Ajuste de Tren de EngranesDocument9 pagesAjuste de Tren de Engranessinger50100% (1)
- AUTOMOTIVE Servicing The GyroDocument5 pagesAUTOMOTIVE Servicing The GyroNeil Stephen GuiaoNo ratings yet
- 3Document6 pages3George GuerreroNo ratings yet
- 5379X 5382X Diff Rebuild 0Document2 pages5379X 5382X Diff Rebuild 0coldtotouchNo ratings yet
- Remove Fuel Injection Pump Housing and GovernorDocument7 pagesRemove Fuel Injection Pump Housing and GovernorAnonymous cS9UMvhBqNo ratings yet
- Change Procedure of Hub BearingsDocument4 pagesChange Procedure of Hub BearingsRadu DumbravaNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument4 pagesRemove and Install Crankshaft Main BearingsMayumi Lizarme BuezoNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- AJ - 600A, 600AJ - JLG - Parts - EnglishDocument398 pagesAJ - 600A, 600AJ - JLG - Parts - EnglishCristian FaundesNo ratings yet
- CHASISDocument34 pagesCHASISCristian FaundesNo ratings yet
- Capacidades y EspecificacionesDocument21 pagesCapacidades y EspecificacionesCristian FaundesNo ratings yet
- MIFLTC - RevD.es - SMV 10-65 - FLT - Forklift C-ModelDocument266 pagesMIFLTC - RevD.es - SMV 10-65 - FLT - Forklift C-ModelCristian FaundesNo ratings yet
- Hydro StructureDocument2 pagesHydro StructureFebry ChristoperNo ratings yet
- Janome Jem Gold 660 Sewing Machine Service ManualDocument19 pagesJanome Jem Gold 660 Sewing Machine Service ManualiliiexpugnansNo ratings yet
- RW SFB 22 - 2Document1 pageRW SFB 22 - 2Yong TonghannNo ratings yet
- Engineering Drawing Module 1Document13 pagesEngineering Drawing Module 1Joe NasalitaNo ratings yet
- Spare Parts Catalogue: Type Gear Reduction UnitsDocument19 pagesSpare Parts Catalogue: Type Gear Reduction UnitsAio JumaNo ratings yet
- Basic Machine Design Situational Problem by Alcorcon 1Document170 pagesBasic Machine Design Situational Problem by Alcorcon 1Richard YapNo ratings yet
- Singularity Functions To Determine Slope and DeflectionDocument8 pagesSingularity Functions To Determine Slope and DeflectionSandipan NaskarNo ratings yet
- MISTRAL Storage Water Heater 80L - Water Heaters For Sale - Best Price in Sri LankaDocument5 pagesMISTRAL Storage Water Heater 80L - Water Heaters For Sale - Best Price in Sri LankaIeeeChannaNo ratings yet
- Parts List: Atlas CopcoDocument81 pagesParts List: Atlas CopcoJim Jonesjr100% (1)
- Ahu-Rf - Or3Document6 pagesAhu-Rf - Or3ChunNo ratings yet
- 59237-Vk-Komatsu PC20-7 Alter With Sprocket ChangeDocument3 pages59237-Vk-Komatsu PC20-7 Alter With Sprocket ChangeAnonymous srN69mFENo ratings yet
- Ssit PPT ANK IDocument14 pagesSsit PPT ANK InaveenNo ratings yet
- How The Royal Enfield Bullet 4-Speed Gearbox Works: ShaftsDocument4 pagesHow The Royal Enfield Bullet 4-Speed Gearbox Works: ShaftsgkarthikeyanNo ratings yet
- Vendor EngineeringDocument1 pageVendor EngineeringCesar RojasNo ratings yet
- KSB Serie MPDocument12 pagesKSB Serie MPJose ValenzuelaNo ratings yet
- Bermudian Articles - Draught of Water and FreeboardDocument1 pageBermudian Articles - Draught of Water and Freeboardadel belkacemNo ratings yet
- Centrifuge DSC-103SD-HT24 (Manual)Document4 pagesCentrifuge DSC-103SD-HT24 (Manual)Bmet ConnectNo ratings yet
- General Design Requirements: Bellmouth Seal AssembyDocument1 pageGeneral Design Requirements: Bellmouth Seal AssembyDenis JimenezNo ratings yet
- Hydraulic Circuits, Ports: Service InformationDocument8 pagesHydraulic Circuits, Ports: Service InformationNaing Min HtunNo ratings yet
- 44B. Check ValveDocument1 page44B. Check ValveIrpan NugrahaNo ratings yet
- LabSox Brochure-Mar2015-web-6pg PDFDocument6 pagesLabSox Brochure-Mar2015-web-6pg PDFrijothomasv777No ratings yet
- Module 3 - Classification, Applications and Operations of MachinesDocument5 pagesModule 3 - Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- Curve Calculation DGHR-BANKA and JSME-DUMKADocument23 pagesCurve Calculation DGHR-BANKA and JSME-DUMKAAMRISH MOHANNo ratings yet
- User Guide Ferastrau Cu LantDocument15 pagesUser Guide Ferastrau Cu LantLaszlo SiposNo ratings yet
- Worm Gear Design ProcedureDocument7 pagesWorm Gear Design ProcedureSzymon RosikNo ratings yet
- Subject: AHU& FCU Connection Details Project: NHJH AHU Connection and Access Side Based On Below Picture For ReferencesDocument3 pagesSubject: AHU& FCU Connection Details Project: NHJH AHU Connection and Access Side Based On Below Picture For ReferencesAHMED ATIFNo ratings yet
- Lecture 3 & 4 Structural Steel Design MuDocument26 pagesLecture 3 & 4 Structural Steel Design MuPenelope MalilweNo ratings yet
- Somani Industries: Complete Rock Mining SolutionDocument8 pagesSomani Industries: Complete Rock Mining SolutionLeonardo Da-vinciNo ratings yet