Download as pdf or txt
You might also like
- Epidemiology for Canadian Students: Principles, Methods, and Critical AppraisalFrom EverandEpidemiology for Canadian Students: Principles, Methods, and Critical AppraisalNo ratings yet
- QAQC Electrical Inspection: A Beginner's GuideFrom EverandQAQC Electrical Inspection: A Beginner's GuideRating: 4 out of 5 stars4/5 (1)
- SIEMENS PREVENTIVAS SimplesDocument60 pagesSIEMENS PREVENTIVAS SimplesaltamiroNo ratings yet
- Siemens Polymobil III - Service InstructionsDocument42 pagesSiemens Polymobil III - Service InstructionsMauricioGS75% (4)
- Invertor 5000wattDocument27 pagesInvertor 5000wattFlorinNo ratings yet
- Level SensorDocument8 pagesLevel SensortuyentruongNo ratings yet
- MSR131 Troubleshooting Guide Rev CDocument22 pagesMSR131 Troubleshooting Guide Rev CJim Anderson100% (1)
- RC f69 PRC 019 Verificationcoordinationgeneratorcapabilities LimitersprotectionsDocument42 pagesRC f69 PRC 019 Verificationcoordinationgeneratorcapabilities LimitersprotectionsKaren ValenciaNo ratings yet
- Lecture6Document14 pagesLecture6Vikas BalikaiNo ratings yet
- Lecture1_SVDocument21 pagesLecture1_SVVikas BalikaiNo ratings yet
- Lecture2 (1)Document32 pagesLecture2 (1)Vikas BalikaiNo ratings yet
- Lecture4Document13 pagesLecture4Vikas BalikaiNo ratings yet
- Lecture13Document20 pagesLecture13Vikas BalikaiNo ratings yet
- Lecture 7Document13 pagesLecture 7Vikas BalikaiNo ratings yet
- Lecture 8Document15 pagesLecture 8Vikas BalikaiNo ratings yet
- Lecture 11Document21 pagesLecture 11Vikas BalikaiNo ratings yet
- Cpe 308 Lab 10Document8 pagesCpe 308 Lab 10Victor DanielNo ratings yet
- Ns2-Dn02-p1bbt-840001 Commissioning Site Test Procedure For Uat Unit#1Document55 pagesNs2-Dn02-p1bbt-840001 Commissioning Site Test Procedure For Uat Unit#1siaboy97No ratings yet
- Transmission and Transfer CaseDocument1,062 pagesTransmission and Transfer CaseAriel MercochaNo ratings yet
- Measurement Advisory Committee Summary - Attachment 3Document70 pagesMeasurement Advisory Committee Summary - Attachment 3MauricioICQNo ratings yet
- Service Service Manual Manual: Kinetec S.A. - Z.I. de Tournes-Cliron - B.P. 1109 - F-08090 TournesDocument10 pagesService Service Manual Manual: Kinetec S.A. - Z.I. de Tournes-Cliron - B.P. 1109 - F-08090 Tournesrafa garciaNo ratings yet
- 6.1 Introduction of Sequential Logic CircuitsDocument71 pages6.1 Introduction of Sequential Logic CircuitsZhichaoWangNo ratings yet
- Paper 3 GCB FlashoverDocument29 pagesPaper 3 GCB Flashovermarconchin100% (1)
- Functional Test Kit InstructionsDocument20 pagesFunctional Test Kit InstructionsjorgemichelaNo ratings yet
- Sewage Water System Commissioning DetailedDocument11 pagesSewage Water System Commissioning Detailedanon_611499097No ratings yet
- 19b - KRUEGER-Onsite Measure CT and VT PDFDocument19 pages19b - KRUEGER-Onsite Measure CT and VT PDFbcqbao100% (1)
- Masterpact M STRsDocument8 pagesMasterpact M STRsFelipe Andres Troncoso ReyesNo ratings yet
- L4 TA202A NC ProgrammingDocument28 pagesL4 TA202A NC ProgrammingJiya YadavNo ratings yet
- Vibration Test Report According To IEC 60068 3-3-1991 Level 3Document13 pagesVibration Test Report According To IEC 60068 3-3-1991 Level 3elias2505No ratings yet
- Agilent 6611C-07A Random Error 113Document2 pagesAgilent 6611C-07A Random Error 113Greenhouse MiceNo ratings yet
- Instruction Manual: Qk-10 El-Control BoxDocument9 pagesInstruction Manual: Qk-10 El-Control BoxPhú ĐoànNo ratings yet
- P 450 Maintanance & Wiring ManualDocument58 pagesP 450 Maintanance & Wiring Manualnewdesing eastNo ratings yet
- Reconfigurable Fault-Tolerant Control Using GIMC StructureDocument7 pagesReconfigurable Fault-Tolerant Control Using GIMC StructureMinu PriyaNo ratings yet
- Instrument Cluster 2Document41 pagesInstrument Cluster 2flash_24014910No ratings yet
- Formerly Enercon Systems PVT LTDDocument4 pagesFormerly Enercon Systems PVT LTDjaikolangaraparambilNo ratings yet
- Ns2-Dn02-p1bb-840001 Commissioning Site Test Procedure For Main MV SWGR (Unit#1)Document59 pagesNs2-Dn02-p1bb-840001 Commissioning Site Test Procedure For Main MV SWGR (Unit#1)siaboy97No ratings yet
- Digital Circuit Breaker Timer User'S Manual: Vanguard Instruments Company, IncDocument53 pagesDigital Circuit Breaker Timer User'S Manual: Vanguard Instruments Company, IncAlexis ibarraNo ratings yet
- Lab05 Flip FlopsDocument8 pagesLab05 Flip Flopskhanjamil12No ratings yet
- TIE 414 Module 4Document24 pagesTIE 414 Module 4Jide OtunugaNo ratings yet
- Clock Gating TechniquesDocument9 pagesClock Gating Techniqueskumarguptav91No ratings yet
- Wafer Moving Range UCL X-Ray (100 )Document27 pagesWafer Moving Range UCL X-Ray (100 )MasterTopupNo ratings yet
- Statistical Quality ControlDocument38 pagesStatistical Quality ControlAlpesh SantNo ratings yet
- KM1505 C-Errors PDFDocument4 pagesKM1505 C-Errors PDFFrancisco LópezNo ratings yet
- Frequency Response Analysis and Design PDFDocument281 pagesFrequency Response Analysis and Design PDFfergusoniseNo ratings yet
- EclipseDocument136 pagesEclipseTRANSMISIONES AUTOMATICASNo ratings yet
- A Data-Driven Approach To Monitoring Wind Turbine FaultsDocument18 pagesA Data-Driven Approach To Monitoring Wind Turbine FaultsManel MontesinosNo ratings yet
- CPC100 Manual PDFDocument32 pagesCPC100 Manual PDFAnonymous wx4I4YQONo ratings yet
- Quality Management: Tools and TechniquesDocument41 pagesQuality Management: Tools and TechniquesNusaNo ratings yet
- Calibracion Motor Aceleracion 320CDocument12 pagesCalibracion Motor Aceleracion 320CJoan CardonaNo ratings yet
- Report 1Document7 pagesReport 1MieftahulDuilaNo ratings yet
- H-10207 00 Cja 00-001F Ff-Unit Sequence Flow Chart - BDocument29 pagesH-10207 00 Cja 00-001F Ff-Unit Sequence Flow Chart - Bnguyen rinNo ratings yet
- Cse477-17 StaticseqDocument33 pagesCse477-17 StaticseqHitesh GahlawatNo ratings yet
- MCGG OcrDocument14 pagesMCGG OcrAgus BuchariNo ratings yet
- Robust Control Design For An Anti VibratDocument9 pagesRobust Control Design For An Anti VibratAkbar HidayatullahNo ratings yet
- Analog Dialogue, Volume 48, Number 1: Analog Dialogue, #13From EverandAnalog Dialogue, Volume 48, Number 1: Analog Dialogue, #13Rating: 4 out of 5 stars4/5 (1)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Digital Electronics and Computer Architecture ELEC40003 EXAM PAPERDocument7 pagesDigital Electronics and Computer Architecture ELEC40003 EXAM PAPERVikas BalikaiNo ratings yet
- ELEC40003 Digital Electronics and Computer Architecture SOLUTIONS Summer '20Document10 pagesELEC40003 Digital Electronics and Computer Architecture SOLUTIONS Summer '20Vikas BalikaiNo ratings yet
- Electronics: Novel Low-Complexity and Low-Power Flip-Flop DesignDocument12 pagesElectronics: Novel Low-Complexity and Low-Power Flip-Flop DesignVikas BalikaiNo ratings yet
- Design and Analysis of Fs-Tspc-Det Flip-Flop For Iot ApplicationsDocument9 pagesDesign and Analysis of Fs-Tspc-Det Flip-Flop For Iot ApplicationsVikas BalikaiNo ratings yet
- OldtimeDocument10 pagesOldtimeGiriNo ratings yet
- Foundation of Cybersecurity 3Document17 pagesFoundation of Cybersecurity 3Om GNo ratings yet
- Server-Centric It Architecture and Its LimitationsDocument12 pagesServer-Centric It Architecture and Its LimitationsjohnNo ratings yet
- "Praktikum Lab Scanning" (Enumeration Modul CEH V10)Document39 pages"Praktikum Lab Scanning" (Enumeration Modul CEH V10)Yanada Sari SitumorangNo ratings yet
- Helio Board SCH v1.22Document26 pagesHelio Board SCH v1.22nanostallmannNo ratings yet
- Plcopen: Iec 61131-3: A Standard Programming ResourceDocument4 pagesPlcopen: Iec 61131-3: A Standard Programming ResourceChaitanya KumarNo ratings yet
- Summer InternshipDocument72 pagesSummer InternshipHemanta Tripathy100% (2)
- Rapid Developer - Module 2 Mx8 PDFDocument25 pagesRapid Developer - Module 2 Mx8 PDFSaravanan RamalingamNo ratings yet
- ICT FormsDocument4 pagesICT FormsMOTC INTERNAL AUDIT SECTIONNo ratings yet
- Hxcfloppyemulator Soft Release NotesDocument22 pagesHxcfloppyemulator Soft Release NotesAnonymous OG1i5tRcNo ratings yet
- Online Food Ordering SystemDocument6 pagesOnline Food Ordering SystemInpreet Kaur70% (10)
- Arc Protection Instruction Manual EN1.1Document65 pagesArc Protection Instruction Manual EN1.1Alexandre MorenoNo ratings yet
- Online Application Monitoring ToolDocument43 pagesOnline Application Monitoring ToolMd Shaukat AliNo ratings yet
- Utp C6ascslszhgyDocument2 pagesUtp C6ascslszhgymegaservicios evolucionNo ratings yet
- Computer Organization and Skills I المحاضرة الاولىDocument7 pagesComputer Organization and Skills I المحاضرة الاولىrandompupil2008No ratings yet
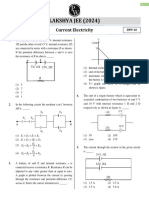
- Current Electricity - DPP 10 (Of Lec 13) - Lakshya JEE 2024Document3 pagesCurrent Electricity - DPP 10 (Of Lec 13) - Lakshya JEE 2024Lakshay MahajanNo ratings yet
- Exercises Subnet Mask and SubnettingDocument3 pagesExercises Subnet Mask and SubnettingMorn TheaNo ratings yet
- JAVASCRIPT QuestionsDocument5 pagesJAVASCRIPT Questionsamritamca2007No ratings yet
- Metashape Comparison PDFDocument5 pagesMetashape Comparison PDFJaime Hector Rojas ContrerasNo ratings yet
- HDI Software Installation and HCP Preparation - v1-0Document34 pagesHDI Software Installation and HCP Preparation - v1-0fqchinaNo ratings yet
- Company Information Tracking System (CITS) : IntroductionDocument4 pagesCompany Information Tracking System (CITS) : IntroductionAbhinavNo ratings yet
- GEH-6126 Vol I PDFDocument134 pagesGEH-6126 Vol I PDFAbuk SabukNo ratings yet
- Ideacentre AIO 330-20IGM: F0D7001PLDDocument3 pagesIdeacentre AIO 330-20IGM: F0D7001PLDOscar Gayosso LopezNo ratings yet
- Blackmagic Design Intensity Shuttle Bintsshu B H Photo Video User ManualDocument14 pagesBlackmagic Design Intensity Shuttle Bintsshu B H Photo Video User Manualiran uribeNo ratings yet
- Jet45 AAS Systems Modules V2.19Document97 pagesJet45 AAS Systems Modules V2.19Pedro Miguel LealNo ratings yet
- Test Bench For Exponential FunctionDocument4 pagesTest Bench For Exponential Functionfarzian1No ratings yet
- Eee 342 11 IoDocument33 pagesEee 342 11 IoHafiz Adil AsrarNo ratings yet
- DW Technical Considerations Usb3 PDFDocument11 pagesDW Technical Considerations Usb3 PDFOfteniih OftenniihNo ratings yet
- HPXPX 010123Document6 pagesHPXPX 010123Karim HeshamNo ratings yet