Download as pdf or txt
You might also like
- BS 8297 2017Document64 pagesBS 8297 2017MOHAMMAD100% (4)
- Online Course. 1-StrengthDocument12 pagesOnline Course. 1-StrengthFatima Zahra SAIDINo ratings yet
- Sandeep Kumar CV - Welding Engineer-Welding InspectorDocument4 pagesSandeep Kumar CV - Welding Engineer-Welding InspectorWeld Bro Sandeep100% (1)
- SteelDocument44 pagesSteelDevendra SinghNo ratings yet
- 1 s2.0 S0921509323007037 MainDocument10 pages1 s2.0 S0921509323007037 MainWG ZhaiNo ratings yet
- The Effect of Strain Rate On Mechanical PropertiesDocument11 pagesThe Effect of Strain Rate On Mechanical Propertiesmechanicaltestinglab.acmsNo ratings yet
- s11661 010 0334 ZDocument9 pagess11661 010 0334 ZinekNo ratings yet
- Intern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014Document13 pagesIntern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014cesar barandaNo ratings yet
- EffectOfPhaseContiguityAndMorpDocument19 pagesEffectOfPhaseContiguityAndMorpqwerty meNo ratings yet
- Effect of C.Document13 pagesEffect of C.SOUADNo ratings yet
- The Microstructure of Metastable Austenite in X5crni18-10Document7 pagesThe Microstructure of Metastable Austenite in X5crni18-10Agnieszka Kurc-LisieckaNo ratings yet
- 1 s2.0 S0921509318300029 MainDocument12 pages1 s2.0 S0921509318300029 MainMR GOKCHENNo ratings yet
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDocument8 pagesCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenNo ratings yet
- SFE Aceros Al MNDocument13 pagesSFE Aceros Al MNConstanza BravoNo ratings yet
- 1st PaperDocument12 pages1st PaperKishan HabibNo ratings yet
- Microbandeado MN SteelDocument8 pagesMicrobandeado MN SteelConstanza BravoNo ratings yet
- Journal Pre-Proof: Materials Science & Engineering ADocument27 pagesJournal Pre-Proof: Materials Science & Engineering AIsau JuniorNo ratings yet
- Zhiping 2021 - Agrupamento e Precipitacao em Nanoescala e Fortalecimento de Acos - ORIGINALDocument54 pagesZhiping 2021 - Agrupamento e Precipitacao em Nanoescala e Fortalecimento de Acos - ORIGINALIRANARAGAONo ratings yet
- Al Alloy Metal Matrix Composites Reinforced by WS2 Inorganic NanomaterialsDocument11 pagesAl Alloy Metal Matrix Composites Reinforced by WS2 Inorganic NanomaterialsVamsiTejaNo ratings yet
- MN AlloyDocument9 pagesMN AlloyConstanza BravoNo ratings yet
- 1 s2.0 S1044580322007689 MainDocument10 pages1 s2.0 S1044580322007689 MainAbreham DerejeNo ratings yet
- 62 - Isijint 2021 441Document7 pages62 - Isijint 2021 441seenuNo ratings yet
- Communication: Kinetics of The C Fi e Martensitic Transformation in Fine-Grained Fe-26Mn-0.14C Austenitic SteelDocument4 pagesCommunication: Kinetics of The C Fi e Martensitic Transformation in Fine-Grained Fe-26Mn-0.14C Austenitic SteelVizay KumarNo ratings yet
- Welding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDocument5 pagesWelding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDenbe SantosNo ratings yet
- Comparison of Electrochemical Behaviors Between FSW and MIG Joints For 6082 Aluminum AlloyDocument5 pagesComparison of Electrochemical Behaviors Between FSW and MIG Joints For 6082 Aluminum AlloyV.v. TaguisNo ratings yet
- Toughness Enhancing Mechanisms in Age Hardened Fe-Mn-Al-C SteelsDocument9 pagesToughness Enhancing Mechanisms in Age Hardened Fe-Mn-Al-C SteelsMoin ANo ratings yet
- Acta 2004 52 14 4121 PDFDocument11 pagesActa 2004 52 14 4121 PDFeid elsayedNo ratings yet
- Journal of Materials Processing Tech.: SciencedirectDocument16 pagesJournal of Materials Processing Tech.: SciencedirectDeepika RajamNo ratings yet
- Zambrano 2020Document24 pagesZambrano 2020jonathan arayaNo ratings yet
- Acta Materialia: Kaisheng Ming, Wenjun Lu, Zhiming Li, Xiaofang Bi, Jian WangDocument12 pagesActa Materialia: Kaisheng Ming, Wenjun Lu, Zhiming Li, Xiaofang Bi, Jian Wangshouxun JiNo ratings yet
- Martensite To AusteniteDocument9 pagesMartensite To AustenitedfgdegNo ratings yet
- Microstructure and Mechanical Properties of Wire Arc Additively Manufactured AZ80M Magnesium AlloyDocument3 pagesMicrostructure and Mechanical Properties of Wire Arc Additively Manufactured AZ80M Magnesium AlloyЛео ЖабревNo ratings yet
- The TRIP Effect and Its Application in Cold Formable Sheet SteelsDocument21 pagesThe TRIP Effect and Its Application in Cold Formable Sheet SteelsFernandoNo ratings yet
- 2010 - Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect SteelsDocument7 pages2010 - Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect SteelsJaime Andres CastañedaNo ratings yet
- Author's Accepted Manuscript: 10.1016/j.jmbbm.2015.02.030Document27 pagesAuthor's Accepted Manuscript: 10.1016/j.jmbbm.2015.02.030Javier Andres Munoz ChavesNo ratings yet
- Nickel Deposition on Γ-Al2O3 Model Catalysts - an Experimental and Theoretical InvestigationDocument8 pagesNickel Deposition on Γ-Al2O3 Model Catalysts - an Experimental and Theoretical InvestigationAssis RochaNo ratings yet
- An X-Ray Diffraction Study of The Short-Range Ordering in TheDocument11 pagesAn X-Ray Diffraction Study of The Short-Range Ordering in TheJoão Vitor FardinNo ratings yet
- Communication: Processing and Properties of Medium-Mn TRIP Steel To Obtain A Two-Stage TRIP BehaviorDocument7 pagesCommunication: Processing and Properties of Medium-Mn TRIP Steel To Obtain A Two-Stage TRIP Behaviormaggie zhangNo ratings yet
- On The Connections Between Plasticity Parameters and Electrical Conductivities For Austenitic, Ferritic, and Semi-Austenitic Stainless SteelsDocument10 pagesOn The Connections Between Plasticity Parameters and Electrical Conductivities For Austenitic, Ferritic, and Semi-Austenitic Stainless Steels杨富强No ratings yet
- Session C3 Electrochemomechanics in CrackingDocument7 pagesSession C3 Electrochemomechanics in CrackingRamin ShojaNo ratings yet
- TMP 8 E01Document17 pagesTMP 8 E01FrontiersNo ratings yet
- High-Strain-Rate Nanoindentation Behavior of Fine-Grained Magnesium AlloysDocument9 pagesHigh-Strain-Rate Nanoindentation Behavior of Fine-Grained Magnesium Alloysarun7sharma78No ratings yet
- Ecap Acero 304 - MecanismosDocument11 pagesEcap Acero 304 - MecanismosLEIDY TATIANA GALINDO CANONNo ratings yet
- Acta Materialia: Svea Mayer, Manuel Petersmann, Franz Dieter Fischer, Helmut Clemens, Thomas Waitz, Thomas AntretterDocument8 pagesActa Materialia: Svea Mayer, Manuel Petersmann, Franz Dieter Fischer, Helmut Clemens, Thomas Waitz, Thomas AntretterAbdullah UYSALNo ratings yet
- Acta Materialia: N.A.P. Kiran Kumar, C. Li, K.J. Leonard, H. Bei, S.J. ZinkleDocument15 pagesActa Materialia: N.A.P. Kiran Kumar, C. Li, K.J. Leonard, H. Bei, S.J. Zinklesreeiitm09No ratings yet
- Journal of Materials Processing Tech.: Kun Dou, Ewan Lordan, Yijie Zhang, Alain Jacot, Zhongyun FanDocument13 pagesJournal of Materials Processing Tech.: Kun Dou, Ewan Lordan, Yijie Zhang, Alain Jacot, Zhongyun FanChirag BharambeNo ratings yet
- A Review of Permanent Magnet Stirring During Metal SolidificationDocument19 pagesA Review of Permanent Magnet Stirring During Metal SolidificationEstefan PobleteNo ratings yet
- Hot Deform 2 - InglesDocument21 pagesHot Deform 2 - InglesJUAN CANCIONo ratings yet
- 10.1016@S0921 50939800573 5Document9 pages10.1016@S0921 50939800573 5Kannan RamarajNo ratings yet
- Effects of MN Addition and Related Mn-Containing Dispersoids On The Hot Deformation Behavior of 6082 Aluminum AlloysDocument11 pagesEffects of MN Addition and Related Mn-Containing Dispersoids On The Hot Deformation Behavior of 6082 Aluminum AlloysPengxuan DongNo ratings yet
- Mechanical and Corrosion Properties of Low-Carbon Steel Prepared by Friction Stir ProcessingDocument8 pagesMechanical and Corrosion Properties of Low-Carbon Steel Prepared by Friction Stir ProcessingSandolu Samuel TeoNo ratings yet
- TMP 39 DBDocument13 pagesTMP 39 DBFrontiersNo ratings yet
- Effect-of-molten-pool-boundaries-on-the-mechanica_2014_Journal-of-Materials-Document8 pagesEffect-of-molten-pool-boundaries-on-the-mechanica_2014_Journal-of-Materials-Edipo SantosNo ratings yet
- Invariant Plane StrainDocument7 pagesInvariant Plane StraininekNo ratings yet
- Qin2015 Article CorrosionBehaviorOfTheFrictionDocument12 pagesQin2015 Article CorrosionBehaviorOfTheFrictionDilipSinghNo ratings yet
- Applications of Shape Memory Alloys in Civil Engineering StructuresDocument15 pagesApplications of Shape Memory Alloys in Civil Engineering Structuresamin hNo ratings yet
- AI Zhang2019 Article ProgressInHigh-EntropyAlloysDocument2 pagesAI Zhang2019 Article ProgressInHigh-EntropyAlloysSudeep Kumar TNo ratings yet
- Study On Microstructure and Tensile Properties of 316L Stainless SteelDocument12 pagesStudy On Microstructure and Tensile Properties of 316L Stainless SteelQui Lam NguyenNo ratings yet
- Materials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianDocument13 pagesMaterials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianRami GhorbelNo ratings yet
- 1-s2.0-S0921509310013602-mainDocument12 pages1-s2.0-S0921509310013602-mainDuy Đỗ ViếtNo ratings yet
- Crystals 13 00930 v2Document17 pagesCrystals 13 00930 v2Dedika MulyanaNo ratings yet
- Evaluation of Properties and FEM Model of The Friction Welded Mild Steel-Al6061-AluminaDocument15 pagesEvaluation of Properties and FEM Model of The Friction Welded Mild Steel-Al6061-AluminaKamel FedaouiNo ratings yet
- 1 s2.0 S1359645422006450 MainDocument11 pages1 s2.0 S1359645422006450 MainSolange Maria FossaNo ratings yet
- Robotics and Autonomous Systems: SciencedirectDocument14 pagesRobotics and Autonomous Systems: SciencedirectAmany KhaledNo ratings yet
- Schedule Highlights: ICML 2020 Workshop BookDocument1 pageSchedule Highlights: ICML 2020 Workshop BookAmany KhaledNo ratings yet
- Polymer Structures: Issues To Address..Document34 pagesPolymer Structures: Issues To Address..Amany KhaledNo ratings yet
- Mechanical TestingDocument10 pagesMechanical TestingAmany KhaledNo ratings yet
- Increasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat TreatmentDocument25 pagesIncreasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat Treatmentthai avvaiNo ratings yet
- Main ProjectDocument121 pagesMain Projectbhargava prathapNo ratings yet
- Cast Valve Materials For Seawater Service Nickel-Aluminium Bronze and Its RivalsDocument19 pagesCast Valve Materials For Seawater Service Nickel-Aluminium Bronze and Its RivalsLymeparkNo ratings yet
- INS - Pulsed Eddy Current (PEC)Document2 pagesINS - Pulsed Eddy Current (PEC)benergy84No ratings yet
- National Institute of Textile Engineering and Research (NITER)Document6 pagesNational Institute of Textile Engineering and Research (NITER)shahadat hossainNo ratings yet
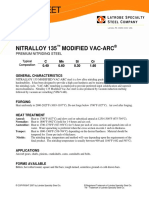
- Nitralloy 135Document2 pagesNitralloy 135srinivas raghavanNo ratings yet
- AluminiumDocument239 pagesAluminiumAgustine SetiawanNo ratings yet
- Microstructural Evaluation and Property Change of 5 WT PCT Al-Zn Coating On Press Hardening Steel During AustenitizationDocument14 pagesMicrostructural Evaluation and Property Change of 5 WT PCT Al-Zn Coating On Press Hardening Steel During Austenitization張竣凱No ratings yet
- Application To Steel On BuildingDocument4 pagesApplication To Steel On BuildingCheryl GetongoNo ratings yet
- Reaffirmed 1996Document13 pagesReaffirmed 1996maaahiiNo ratings yet
- Presentation of SP Global PlattsDocument33 pagesPresentation of SP Global PlattsBinod Kumar PadhiNo ratings yet
- Please Visit Us at C116/8.1 From 16-21.09.2013 at Schweissen & Schneiden 2013Document2 pagesPlease Visit Us at C116/8.1 From 16-21.09.2013 at Schweissen & Schneiden 2013narendraNo ratings yet
- Misi PipesDocument32 pagesMisi PipesMehreen ShaukatNo ratings yet
- Astm A351Document5 pagesAstm A351Iksan MustofaNo ratings yet
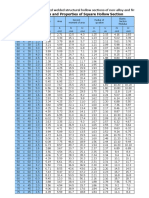
- Hollow Structural Section NSMPDocument16 pagesHollow Structural Section NSMPAngelo MoralNo ratings yet
- Approved Welding Consumables R14 Aug 2011Document32 pagesApproved Welding Consumables R14 Aug 2011Akhilesh KumarNo ratings yet
- Reactivity of IronDocument3 pagesReactivity of IronqamhNo ratings yet
- Junction Box ManufacturerDocument6 pagesJunction Box ManufacturerUjjwal ShahNo ratings yet
- EarthingDocument6 pagesEarthingragu100% (1)
- Handbook v1.0Document23 pagesHandbook v1.0Kiran KommireddyNo ratings yet
- Guide To Structural Steel Selection - G-SpecificationsDocument56 pagesGuide To Structural Steel Selection - G-SpecificationsFelix RanillaNo ratings yet
- Gas Arc Welding - GMAW and GTAW Gas Arc Welding - GMAW and GTAWDocument3 pagesGas Arc Welding - GMAW and GTAW Gas Arc Welding - GMAW and GTAWJulioNo ratings yet
- Catalog c008b Solid End Mills PDFDocument623 pagesCatalog c008b Solid End Mills PDFRafif SetiaNo ratings yet
- Investigation - of - Panel - Crack - Formation - in - Steel - Ingots-Part - I. - Mathematical - Analysis - and - Mid-Face - Panel - Cracks PostDocument11 pagesInvestigation - of - Panel - Crack - Formation - in - Steel - Ingots-Part - I. - Mathematical - Analysis - and - Mid-Face - Panel - Cracks PostamitNo ratings yet
- Practice 5 - Questions - CSWIPDocument16 pagesPractice 5 - Questions - CSWIPravichandran0506No ratings yet