Download as doc, pdf, or txt
You might also like
- ZW180, 220,250, 310 - Operator's and Maintenance Manual PDFDocument334 pagesZW180, 220,250, 310 - Operator's and Maintenance Manual PDFMiguel Valter100% (1)
- Project Report Circular SawDocument31 pagesProject Report Circular SawPrince Kumar54% (28)
- Ticket - Abibus PDFDocument2 pagesTicket - Abibus PDFTapan Chandratre67% (6)
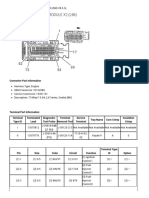
- Chevrolet Pinout PCM 8Document5 pagesChevrolet Pinout PCM 8Javier Inzaurgarat100% (2)
- 220C Ultra C Bell Feller BuncherDocument265 pages220C Ultra C Bell Feller BuncherFernando Emmanuel PradoNo ratings yet
- Pneumatic Sheet Metal Cutting MachineDocument24 pagesPneumatic Sheet Metal Cutting MachineMyneni Sriram70% (10)
- Design and Fabrication of Four Way Hacksaw MachineDocument22 pagesDesign and Fabrication of Four Way Hacksaw MachineDinesh KumarNo ratings yet
- WheelHorse Hydraulic Lift Valve and Cylinder Repair Manual 810242R1Document8 pagesWheelHorse Hydraulic Lift Valve and Cylinder Repair Manual 810242R1Kevins Small Engine and Tractor Service50% (4)
- Fabrication of Pneumatic Highspeed Hacksaw Machine (Report)Document72 pagesFabrication of Pneumatic Highspeed Hacksaw Machine (Report)shivapalanipedNo ratings yet
- Pneumatic Hack SawmachineDocument93 pagesPneumatic Hack Sawmachinesanthosh saravananNo ratings yet
- A Project Report OnDocument26 pagesA Project Report OnPrashant JhurawatNo ratings yet
- Pneumatic Cutter SynopsisDocument10 pagesPneumatic Cutter SynopsisGurhans Pal SinghNo ratings yet
- Project Report Circular SawDocument31 pagesProject Report Circular Sawanon_510437847100% (2)
- Yaalii ProjectichaaDocument7 pagesYaalii ProjectichaaMelese LegeseNo ratings yet
- Pneumatic-And Manual Both Sheet-Metal-Cutting-MachineDocument20 pagesPneumatic-And Manual Both Sheet-Metal-Cutting-MachinekachhawaindustriesNo ratings yet
- Fabrication of Scotch Yoke Mechanism HacksawDocument76 pagesFabrication of Scotch Yoke Mechanism Hacksawkarthik keyanNo ratings yet
- EME - Unit 3Document145 pagesEME - Unit 3ROHITH KUMAR KNo ratings yet
- Fact Sheet: METAL REMOVAL/CUTTINGDocument4 pagesFact Sheet: METAL REMOVAL/CUTTINGAl EnggNo ratings yet
- Sheet Metal FormingDocument5 pagesSheet Metal FormingScribdd3r100% (2)
- Pedal Operated HacksawDocument37 pagesPedal Operated HacksawChowdari100% (1)
- Pneumatic Sheet Metal Cutting Machine DocumentationDocument14 pagesPneumatic Sheet Metal Cutting Machine DocumentationMs.Naidu Divya Anusha APCivilNo ratings yet
- Abstract:: Fabrication of Pneumatic Sheet Metal CutterDocument26 pagesAbstract:: Fabrication of Pneumatic Sheet Metal CutterDinesh arNo ratings yet
- Project Productivity ImprovementDocument36 pagesProject Productivity ImprovementHimanshuBhardwajNo ratings yet
- SWEPDocument11 pagesSWEPRizzleNo ratings yet
- Pneumatic Sheet Metal Cutting MachineDocument21 pagesPneumatic Sheet Metal Cutting MachineMAHAMMADRAFEEQ MANVINo ratings yet
- Production - Technology Lab Manual 181903Document29 pagesProduction - Technology Lab Manual 181903jhpatelNo ratings yet
- Research Paper On Metal Cutting PDFDocument6 pagesResearch Paper On Metal Cutting PDFcan3z5gx100% (1)
- Pneumatic Sheet Metal Cutting Machine: K.Krantikumar K.V.S.S.Saikiran Jakkoju Sathish, M.TechDocument9 pagesPneumatic Sheet Metal Cutting Machine: K.Krantikumar K.V.S.S.Saikiran Jakkoju Sathish, M.TechSiva RajNo ratings yet
- ProjectDocument38 pagesProjectChowdariNo ratings yet
- 69 Icriet-200Document6 pages69 Icriet-200Ragos SegundoNo ratings yet
- High Speed 4 Way Hacksaw MachineDocument21 pagesHigh Speed 4 Way Hacksaw MachineSAURABH CHOUDHARYNo ratings yet
- Chapter 1 TO 5Document49 pagesChapter 1 TO 5nagisafurukawa122333No ratings yet
- Solar Hacksaw Project ReportDocument55 pagesSolar Hacksaw Project Reportramesh218482% (11)
- Documentation (1) 2 2Document78 pagesDocumentation (1) 2 2sure516v100% (1)
- Suvro ReportDocument14 pagesSuvro Reportscapes.unleashed.officialNo ratings yet
- Automated Pneumatic Sheet Metal Cutting MachineDocument9 pagesAutomated Pneumatic Sheet Metal Cutting MachineRushikesh Patil100% (1)
- Designing and Fabrication of Double Acting Hacksaw MachineDocument6 pagesDesigning and Fabrication of Double Acting Hacksaw MachineVARSHAN HARIGANTHNo ratings yet
- First Year Lab RecordDocument54 pagesFirst Year Lab Recordjk4449555No ratings yet
- Sree Krishna College of Engineering Unai, Anaicut, Vellore - 632 101. Department of Mechanical EngineeringDocument24 pagesSree Krishna College of Engineering Unai, Anaicut, Vellore - 632 101. Department of Mechanical EngineeringManoj ManuNo ratings yet
- Agbedo Tochukwu M.E 212 ReportDocument10 pagesAgbedo Tochukwu M.E 212 ReportOnyi Trigghaz MekzyNo ratings yet
- Cam Sheet Cutting ReportDocument57 pagesCam Sheet Cutting ReportJAYAPRABHAKARAN N NNo ratings yet
- 44-Slider Crank Mechanism Using HacksawDocument15 pages44-Slider Crank Mechanism Using HacksawsathishNo ratings yet
- Lathe Machine Lab ReportDocument8 pagesLathe Machine Lab ReportJasmine_lai00No ratings yet
- Abs Braking SystemDocument63 pagesAbs Braking SystemSathiya UdumalpetNo ratings yet
- Pneumatic Sheet Metal Cutting Machine Final (PDF - Io)Document15 pagesPneumatic Sheet Metal Cutting Machine Final (PDF - Io)sukhdeep0% (1)
- Shop Excercise 6Document18 pagesShop Excercise 6Athena GrotesqueNo ratings yet
- Manufacturing Process of An Automobile ComponentDocument29 pagesManufacturing Process of An Automobile ComponentShiva BharathNo ratings yet
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- Sayan P00Document14 pagesSayan P00scapes.unleashed.officialNo ratings yet
- Design and Fabrication of Metal Spinning ComponentsDocument6 pagesDesign and Fabrication of Metal Spinning ComponentsAnonymous VRspXsmNo ratings yet
- Batch 5Document22 pagesBatch 5ameer kannanNo ratings yet
- "The Disc Cutter": Under Guidance ofDocument12 pages"The Disc Cutter": Under Guidance ofBhagyashri ChavanNo ratings yet
- Report 4Document23 pagesReport 4Dikimbie Aldrei GatpuNo ratings yet
- Sheet Metal Cutting Using Geneva MechanismDocument27 pagesSheet Metal Cutting Using Geneva MechanismsingamNo ratings yet
- Six Weeks Industrial Training ReportDocument27 pagesSix Weeks Industrial Training ReportGagan Deep100% (2)
- FINALDocument39 pagesFINALShreyas LigadeNo ratings yet
- Metal SpinningDocument63 pagesMetal SpinningM PraveenNo ratings yet
- Pneumatichighspeedhacksawmachine1 130729144240 Phpapp02Document5 pagesPneumatichighspeedhacksawmachine1 130729144240 Phpapp02Omi TareNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Wrought Ironwork - A Manual of Instruction for Rural CraftsmenFrom EverandWrought Ironwork - A Manual of Instruction for Rural CraftsmenRating: 5 out of 5 stars5/5 (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- FABRICATION OF MAGNETIC SHOCK ABSORBER (1)Document61 pagesFABRICATION OF MAGNETIC SHOCK ABSORBER (1)shivapalanipedNo ratings yet
- FABRICATION OF ELECTROMAGNATIC BRAKING SYSTEM (1)Document63 pagesFABRICATION OF ELECTROMAGNATIC BRAKING SYSTEM (1)shivapalanipedNo ratings yet
- Automatic power saving system in industrial equipment (1)Document31 pagesAutomatic power saving system in industrial equipment (1)shivapalanipedNo ratings yet
- Automatic Water Level Controller and Water Quality ManagementDocument46 pagesAutomatic Water Level Controller and Water Quality ManagementshivapalanipedNo ratings yet
- Cleaner Racing in FinlandDocument27 pagesCleaner Racing in FinlandJuloNo ratings yet
- MaxiIM Catalog 01182023Document12 pagesMaxiIM Catalog 01182023ainashee2016No ratings yet
- GFEI International Comparison of Light-Duty Vehicle Fuel Economy - Evolution Over Eight Years From 2005 To 2013 - TransportDocument21 pagesGFEI International Comparison of Light-Duty Vehicle Fuel Economy - Evolution Over Eight Years From 2005 To 2013 - TransportRayane LimaNo ratings yet
- Windsor Genesis 2012Document12 pagesWindsor Genesis 2012Daniel ModicaNo ratings yet
- GILERA Fuoco - 500 PDFDocument396 pagesGILERA Fuoco - 500 PDFMindaugas VizbarasNo ratings yet
- Manual de Operacion y Mantencion 525CDocument354 pagesManual de Operacion y Mantencion 525CAlex Perez0% (1)
- ZT410 ZT420 Parts Catalog: Outer CasingDocument12 pagesZT410 ZT420 Parts Catalog: Outer CasingRuben MartinezNo ratings yet
- Despiece TXT Pro 2011Document60 pagesDespiece TXT Pro 2011Francisco José Menéndez Díaz-VillabellaNo ratings yet
- University of GondarDocument107 pagesUniversity of Gondaryared sitotaw100% (4)
- Assembly Manual: Semi Scale Yak-54S, ARF 73"Document45 pagesAssembly Manual: Semi Scale Yak-54S, ARF 73"mohamed sidkyNo ratings yet
- JCB JS200 Excavator: F A S T - F A C T SDocument6 pagesJCB JS200 Excavator: F A S T - F A C T SFrank Felipe Cruz ChavezNo ratings yet
- OBD-II Protocols: Sae J1850 PWMDocument3 pagesOBD-II Protocols: Sae J1850 PWMgtranNo ratings yet
- SML Spare Parts CatalogueDocument23 pagesSML Spare Parts CatalogueMusaa kachotNo ratings yet
- 4way Diverter CatalogueDocument10 pages4way Diverter CatalogueMohd Khairi Mohd NorzianNo ratings yet
- Shell Helix Ultra 0w20 SP (En GB)Document1 pageShell Helix Ultra 0w20 SP (En GB)JAVIERNo ratings yet
- Senqcia Maxco Engineering Class Chain Catalog 2017Document122 pagesSenqcia Maxco Engineering Class Chain Catalog 2017Leroy AraoNo ratings yet
- PDI Manual0327 (Final)Document77 pagesPDI Manual0327 (Final)Amine KhadirNo ratings yet
- Build Your Own - View Build and Get A Quote - BMW USADocument11 pagesBuild Your Own - View Build and Get A Quote - BMW USAVASTEFAIREFOUTRENo ratings yet
- 1.unit 1 A - Introduction To EngineDocument66 pages1.unit 1 A - Introduction To Enginesahil sakhujaNo ratings yet
- Thermal Transfer-EkDocument8 pagesThermal Transfer-EkGustavo Melgarejo RojasNo ratings yet
- Part 5 - Annex: Operating Instructions MH CityDocument30 pagesPart 5 - Annex: Operating Instructions MH CitydenisNo ratings yet
- PC200F-8 - (B31800-) - Kepb006504 - 2021Document533 pagesPC200F-8 - (B31800-) - Kepb006504 - 2021De Paula ManutencaoNo ratings yet
- McLaren 765LT Order U1RR28H Summary 2023-07-25Document8 pagesMcLaren 765LT Order U1RR28H Summary 2023-07-25Назар ВорощукNo ratings yet
- ZombieSurvival 2Document8 pagesZombieSurvival 2Diana GhalyNo ratings yet
- Report S.P.S Faisalabad.Document60 pagesReport S.P.S Faisalabad.abdullah siddiqueNo ratings yet