Download as docx, pdf, or txt
You might also like
- Benelli Imperiale 400Document497 pagesBenelli Imperiale 400Denny Herdian86% (7)
- Moc-2 Sc-Vtol - Lssue 1 - 23-06-2021Document94 pagesMoc-2 Sc-Vtol - Lssue 1 - 23-06-2021Marek PolčákNo ratings yet
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionFrom EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionRating: 5 out of 5 stars5/5 (1)
- Lecture 6 Catalytic Reforming ProcessDocument18 pagesLecture 6 Catalytic Reforming ProcessGAMERS OF KUWAITNo ratings yet
- College of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemesterDocument17 pagesCollege of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemestermalakNo ratings yet
- Catalytic ReformingDocument19 pagesCatalytic ReformingArvind CoolNo ratings yet
- Catalytic ReformingDocument30 pagesCatalytic ReformingTri Jayandi Fitra100% (4)
- BTX ProductionDocument40 pagesBTX Productionejaz khanNo ratings yet
- Catalytic Reforming: 2 ChemistryDocument6 pagesCatalytic Reforming: 2 ChemistrySaddamNo ratings yet
- Lecture F11Document11 pagesLecture F11Shakeel AhmadNo ratings yet
- Catalytic ReformingDocument7 pagesCatalytic ReformingElena Raluca DraguNo ratings yet
- Catalytic Reforming PDFDocument7 pagesCatalytic Reforming PDFVu100% (1)
- Catalytic ReformingDocument25 pagesCatalytic ReformingBernard Ganzwa100% (2)
- Unit IVDocument23 pagesUnit IVadityarajchikkalaNo ratings yet
- Catalytic ReformingDocument20 pagesCatalytic Reformingsafiyaakbar312No ratings yet
- Producing Naphtha and KeroseneDocument10 pagesProducing Naphtha and KeroseneSelvia Pratiwi100% (1)
- Catalytic ReformingDocument12 pagesCatalytic ReformingHafizuddin Mohamad100% (2)
- The Catalytic Reforming Process Was Developed in The 1950s. It Is Conducted in The Presence of Hydrogen Over HydrogenationDocument5 pagesThe Catalytic Reforming Process Was Developed in The 1950s. It Is Conducted in The Presence of Hydrogen Over HydrogenationUmang AmbaliyaNo ratings yet
- Refining Process-Catalytic Reforming, IsomerizationDocument32 pagesRefining Process-Catalytic Reforming, IsomerizationTusenkrish100% (1)
- Catalytic Reforming - Wikipedia, The Free EncyclopediaDocument6 pagesCatalytic Reforming - Wikipedia, The Free EncyclopediavikasbadhanNo ratings yet
- Catalytic Reforming and IsomerizationDocument41 pagesCatalytic Reforming and IsomerizationAli Daniyal AwanNo ratings yet
- Catalytic ReformingDocument9 pagesCatalytic ReformingAjay TulpuleNo ratings yet
- History: Catalytic Reforming Is A Chemical Process Used To ConvertDocument7 pagesHistory: Catalytic Reforming Is A Chemical Process Used To ConvertYuri YamirnovNo ratings yet
- Chapter 4Document26 pagesChapter 4indumathijayakaranNo ratings yet
- Catalytic Reforming - WikipediaDocument45 pagesCatalytic Reforming - WikipediaUzoma EuchariaNo ratings yet
- Catalyticreformingprocess 17Document29 pagesCatalyticreformingprocess 17Sahil Gupta100% (1)
- Catalysts Used For Catalytic ReformingDocument9 pagesCatalysts Used For Catalytic ReformingPrashantNo ratings yet
- Alkylation and Polymerization ProcessDocument61 pagesAlkylation and Polymerization ProcessWan Afiff100% (2)
- Ass 1Document6 pagesAss 1Pratiksha GoreNo ratings yet
- Catalytic Reforming Process (Naphta)Document29 pagesCatalytic Reforming Process (Naphta)Saj BhaiNo ratings yet
- Reformer Furnace: Catalytic ReformingDocument2 pagesReformer Furnace: Catalytic ReformingAlex LeeNo ratings yet
- Petroleum Refining ProcessDocument26 pagesPetroleum Refining Processdana mohammedNo ratings yet
- 2012 08 ReformateDocument4 pages2012 08 ReformatetotongopNo ratings yet
- Naphtha: NtroductionDocument17 pagesNaphtha: NtroductionYousif .MNo ratings yet
- Catalytic ReformingDocument70 pagesCatalytic ReformingINDU MOHAN SNo ratings yet
- Assignment 1Document7 pagesAssignment 1Pratiksha GoreNo ratings yet
- Lecture 6Document41 pagesLecture 6Pragati GhumadeNo ratings yet
- Hydrocracking. Hydrocracking Is A Hydrogen-Consuming Reaction That Leads To Higher GasDocument4 pagesHydrocracking. Hydrocracking Is A Hydrogen-Consuming Reaction That Leads To Higher GasJefferson EndaraNo ratings yet
- Refining ProcessDocument15 pagesRefining Processtechy TalksNo ratings yet
- WINSEM2023-24 BCHE314L TH VL2023240501233 2024-02-20 Reference-Material-IDocument19 pagesWINSEM2023-24 BCHE314L TH VL2023240501233 2024-02-20 Reference-Material-IamitheserathinasamyNo ratings yet
- Paper - RefiningDocument3 pagesPaper - RefiningMARIA PIRELANo ratings yet
- Refining Process-PolymerizationDocument13 pagesRefining Process-PolymerizationTusenkrishNo ratings yet
- Optimization_of_the_reaction_parameters (1)Document9 pagesOptimization_of_the_reaction_parameters (1)Hamza AliNo ratings yet
- ,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentDocument28 pages,, Naphtha Cracking ,,: Duhok Polytechnic University Technical College of Engineering Petrochemical DepartmentIbrahim DewaliNo ratings yet
- Naphtha HydrotreatingDocument19 pagesNaphtha HydrotreatingAnge JoNo ratings yet
- Sustainable EnergyDocument22 pagesSustainable EnergyAli RiazNo ratings yet
- Types of Reactions in Petroleum Refining NewDocument15 pagesTypes of Reactions in Petroleum Refining Newtariq fareedNo ratings yet
- Module 3: Liquid Fossil Fuel (Petroleum) Lecture 23: Secondary ProcessingDocument7 pagesModule 3: Liquid Fossil Fuel (Petroleum) Lecture 23: Secondary Processingaditya kumarNo ratings yet
- Catalyst Used For Catalytic Reforming ELECTIVEDocument15 pagesCatalyst Used For Catalytic Reforming ELECTIVEPrashantNo ratings yet
- ReactorsDocument19 pagesReactorsluisNo ratings yet
- Aromatic ProductionDocument11 pagesAromatic Productionravi kansagara100% (1)
- Reforming: Aqeel Ahmad TAIMOORDocument30 pagesReforming: Aqeel Ahmad TAIMOORqaiser manzilNo ratings yet
- The Refining Process: Cracking Reforming Isomerisation Alkylation PolymerisationDocument15 pagesThe Refining Process: Cracking Reforming Isomerisation Alkylation Polymerisationdana mohammedNo ratings yet
- Lec 20Document3 pagesLec 20Kanhaiya KumarNo ratings yet
- Catalytic Reforming: KnownDocument14 pagesCatalytic Reforming: KnownPriscilaPrzNo ratings yet
- Refining of PetroleumDocument10 pagesRefining of PetroleumHanyszShalNo ratings yet
- Natural Gas Petroleum IndustriesDocument55 pagesNatural Gas Petroleum IndustriesBalqis yasinNo ratings yet
- Thesis Hydro TreatingDocument186 pagesThesis Hydro TreatingHumas Shaukat100% (5)
- Naphtha Catalytic ReformingDocument22 pagesNaphtha Catalytic ReformingYanuar Rifianto100% (1)
- Lecture 9 Catalytic ReformingDocument21 pagesLecture 9 Catalytic ReformingHadia SAULATNo ratings yet
- Chapter 2 Oil Refinery Plant - Conversion and TreatmentDocument52 pagesChapter 2 Oil Refinery Plant - Conversion and Treatmenthafizulhakim02No ratings yet
- Advanced Pharmaceutical analysisFrom EverandAdvanced Pharmaceutical analysisRating: 4.5 out of 5 stars4.5/5 (2)
- Maltol (10 deg, Pyro)Document1 pageMaltol (10 deg, Pyro)ali aljifriNo ratings yet
- Do you have what it takes to be a leaderDocument2 pagesDo you have what it takes to be a leaderali aljifriNo ratings yet
- Maltol (5 deg, Pyro)Document1 pageMaltol (5 deg, Pyro)ali aljifriNo ratings yet
- Maltol (5 Deg, OXO)Document1,004 pagesMaltol (5 Deg, OXO)ali aljifriNo ratings yet
- Lecture 1Document2 pagesLecture 1ali aljifriNo ratings yet
- Tutorial 3Document2 pagesTutorial 3ali aljifriNo ratings yet
- Reaction of Hydroperoxy Radicals With Primary C Alcohols: A Profound E Ffect On Ignition Delay TimesDocument14 pagesReaction of Hydroperoxy Radicals With Primary C Alcohols: A Profound E Ffect On Ignition Delay Timesali aljifriNo ratings yet
- Frequency Response Analysis & Control System Design: CHME 624 Advance Process Dynamic Modelling & ControlDocument25 pagesFrequency Response Analysis & Control System Design: CHME 624 Advance Process Dynamic Modelling & Controlali aljifriNo ratings yet
- Controller Tuning: CHME 624 Advance Process Dynamic Modelling & ControlDocument15 pagesController Tuning: CHME 624 Advance Process Dynamic Modelling & Controlali aljifriNo ratings yet
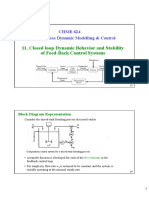
- Closed Loop Dynamic Behavior and Stability of Feed-Back Control SystemsDocument21 pagesClosed Loop Dynamic Behavior and Stability of Feed-Back Control Systemsali aljifriNo ratings yet
- Joy T - Petr. Ref.-Introduction-Chapter 1 &2-Session 2Document47 pagesJoy T - Petr. Ref.-Introduction-Chapter 1 &2-Session 2ali aljifriNo ratings yet
- PERKÿNS SABRE 6TG2AM AYRDIMCI MOTORDocument2 pagesPERKÿNS SABRE 6TG2AM AYRDIMCI MOTORRiki Akbar100% (1)
- Adf Sa Xa Om enDocument9 pagesAdf Sa Xa Om enAlejandro Lopez RubioNo ratings yet
- 403A-15G2 - Battery SpecsDocument3 pages403A-15G2 - Battery SpecsMd ShNo ratings yet
- Partbook PC200-10#450640-upDocument922 pagesPartbook PC200-10#450640-upDương Xuân Hiếu100% (1)
- SOP Installation of L 9 250KVA SEDEMAC AcuatorDocument10 pagesSOP Installation of L 9 250KVA SEDEMAC AcuatorAnil KumarNo ratings yet
- K2 Roots Sustainability ReportDocument16 pagesK2 Roots Sustainability Reportmqv5297No ratings yet
- Dynamic Modeling and Transient Simulation VG VG VGDocument7 pagesDynamic Modeling and Transient Simulation VG VG VGFelix GamarraNo ratings yet
- RT Panel RestarsolarDocument2 pagesRT Panel RestarsolarMaritza Carolina Tosse UrbanoNo ratings yet
- Caamaw860101 Application For Maintenance Organisation Approval Caam Part 145Document2 pagesCaamaw860101 Application For Maintenance Organisation Approval Caam Part 145Md. Enamul HaqueNo ratings yet
- Važi Od: 20.03.2023 23 Rijeka - Matulji - PermaniDocument1 pageVaži Od: 20.03.2023 23 Rijeka - Matulji - PermaniTara JukicicNo ratings yet
- PP Aaa PP1 132Document20 pagesPP Aaa PP1 132Rabah Amidi100% (2)
- Shantui SG17-B6 Motor Grader enDocument2 pagesShantui SG17-B6 Motor Grader enFranco SartoriNo ratings yet
- Neca 420-2014Document34 pagesNeca 420-2014dougyuNo ratings yet
- Work Plan & Proposal - LC3 Project - M.P. BirlaDocument7 pagesWork Plan & Proposal - LC3 Project - M.P. BirlaKuldeep SinghNo ratings yet
- Kitchen Ansul System With Mechanical Gas Valve Wiring BUCKEYE BFR 10Document4 pagesKitchen Ansul System With Mechanical Gas Valve Wiring BUCKEYE BFR 10JhoNo ratings yet
- Photoelectric and Compton EffectDocument17 pagesPhotoelectric and Compton EffectRitam DattaNo ratings yet
- Utilization of Alternative Aggregates For Roller Compacted ConcreteDocument19 pagesUtilization of Alternative Aggregates For Roller Compacted ConcreteRidwanNo ratings yet
- Module 6Document11 pagesModule 6Andrew Dominique PabloNo ratings yet
- ReportDocument28 pagesReportDipanshu KumarNo ratings yet
- Diesel Generator Set NT855 Series Engine: Specification SheetDocument4 pagesDiesel Generator Set NT855 Series Engine: Specification SheetFauzan AriqNo ratings yet
- Sigma Coatings Is A Brand of The Sigmakalon GroupDocument8 pagesSigma Coatings Is A Brand of The Sigmakalon Groupmedkom2000No ratings yet
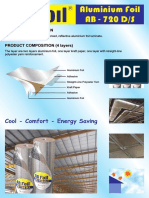
- AB Foil 720 DSDocument2 pagesAB Foil 720 DSbayuargadNo ratings yet
- 009 Generator InspectionDocument1 page009 Generator Inspectionhaslinda Abdul SahakNo ratings yet
- Slug Catcher Process Data Sheet 02-V-1202: Projeto Falcão Fase 2 - Construção Da GRDUDocument2 pagesSlug Catcher Process Data Sheet 02-V-1202: Projeto Falcão Fase 2 - Construção Da GRDUHermenegildo ZolaNo ratings yet
- Eltek Hybrid Excellence Brochure Rev1Document5 pagesEltek Hybrid Excellence Brochure Rev1Dmitry KhitskoNo ratings yet
- Thermal Conductivity of A Metal RodDocument4 pagesThermal Conductivity of A Metal Rodraj kunduNo ratings yet
- PSOC Notes EEE PDFDocument381 pagesPSOC Notes EEE PDFKumar RajNo ratings yet
- Engine-Mounted Air Compressors (LEBW0007-01)Document16 pagesEngine-Mounted Air Compressors (LEBW0007-01)Djebali MouradNo ratings yet