Download as pdf or txt
You might also like
- Crystal DivinationDocument8 pagesCrystal DivinationJesse RustNo ratings yet
- Parametric Optimization in Rougher FlotaDocument19 pagesParametric Optimization in Rougher Flotafaouzi rachidNo ratings yet
- 02 FaramarzDocument10 pages02 FaramarzUtibe basseyNo ratings yet
- Art 8 OriginalDocument9 pagesArt 8 OriginalDiego PalominoNo ratings yet
- MMPJ 2011 08 Page 139Document7 pagesMMPJ 2011 08 Page 139Ravian LhrNo ratings yet
- 1 s2.0 S1878029616000979 MainDocument9 pages1 s2.0 S1878029616000979 MainOleksii KuzmenkoNo ratings yet
- 2019 Mechanochemical Activation of ChalcopyriteDocument6 pages2019 Mechanochemical Activation of ChalcopyriteJavi Meneses CamposNo ratings yet
- Chalco Leach MSA and H2O2Document9 pagesChalco Leach MSA and H2O2Ade SatriaNo ratings yet
- Asghari 2018Document19 pagesAsghari 2018CatalinaSoledadBelloCarrascoNo ratings yet
- Process Improvement andDocument11 pagesProcess Improvement andJérôme KyabuNo ratings yet
- Indian Minerals Yearbook 2011: 50 EditionDocument12 pagesIndian Minerals Yearbook 2011: 50 Editionmujib uddin siddiquiNo ratings yet
- HU 2016 Calcopirita Con Liquidos Ionicos...Document8 pagesHU 2016 Calcopirita Con Liquidos Ionicos...Juan Ignacio Gonzalez CabreraNo ratings yet
- Potential of Nano Crystalline Calcium Hydroxyapatite For T - 2017 - Arabian JourDocument11 pagesPotential of Nano Crystalline Calcium Hydroxyapatite For T - 2017 - Arabian Jourlucian_lovNo ratings yet
- Metals: Advances in Mineral Processing and HydrometallurgyDocument12 pagesMetals: Advances in Mineral Processing and HydrometallurgyTacachiri Chocamani JaimeNo ratings yet
- Mechanism and Application On Sulphidizing Flotation of Copper Oxide With Combined CollectorsDocument8 pagesMechanism and Application On Sulphidizing Flotation of Copper Oxide With Combined CollectorsmarilauraNo ratings yet
- 1 s2.0 S0959652618324648 MainDocument11 pages1 s2.0 S0959652618324648 MainJuan Guzmán SantosNo ratings yet
- Jiang 2018Document9 pagesJiang 2018Dr. Khan MuhammadNo ratings yet
- Clotildeapua 2021Document8 pagesClotildeapua 2021Fernando GonzalezNo ratings yet
- Processing and Recycling in Mining andDocument2 pagesProcessing and Recycling in Mining andHenockNo ratings yet
- Minerals Engineering: Shaojun Bai, Yunxiao Bi, Jie Li, Pan Yu, Zhan Ding, Chao LV, Shuming WenDocument11 pagesMinerals Engineering: Shaojun Bai, Yunxiao Bi, Jie Li, Pan Yu, Zhan Ding, Chao LV, Shuming WenGugus HandikaNo ratings yet
- A Process Mineralogy Approach To Optimize Molybdeniteflotation in CopperDocument10 pagesA Process Mineralogy Approach To Optimize Molybdeniteflotation in CopperCarlos LopezNo ratings yet
- 1 s2.0 S0304386X1200059X MainDocument7 pages1 s2.0 S0304386X1200059X MainJordan Ulloa BelloNo ratings yet
- Environmentally Friendly Extraction of Gold From Refractory Concentrate Using A Copper - Ethylenediamine - Thiosulfate SolutionDocument13 pagesEnvironmentally Friendly Extraction of Gold From Refractory Concentrate Using A Copper - Ethylenediamine - Thiosulfate SolutionAldoNo ratings yet
- Research ArticleDocument7 pagesResearch ArticleantoniocljNo ratings yet
- Silver Nanoparticles Impregnated Zeolites Derived From Coal Fly Ash: Effect of The Silver Loading On Adsorption of Mercury (II)Document8 pagesSilver Nanoparticles Impregnated Zeolites Derived From Coal Fly Ash: Effect of The Silver Loading On Adsorption of Mercury (II)Hameed HusseinNo ratings yet
- Abdel-Khalek Et Al. 2009Document10 pagesAbdel-Khalek Et Al. 2009Elizael GoncalvesNo ratings yet
- Mass Transfer Process ofDocument10 pagesMass Transfer Process oferaNo ratings yet
- Thiosulfate Leaching of Silver From A Solid Residue After Pressure Leaching of Industrial Copper Sulfides Flotation ConcentratesDocument10 pagesThiosulfate Leaching of Silver From A Solid Residue After Pressure Leaching of Industrial Copper Sulfides Flotation ConcentratesUli ArthaNo ratings yet
- Column Leaching of A Copper Oxide OreDocument6 pagesColumn Leaching of A Copper Oxide OreNatitoPazGonzalezArmijoNo ratings yet
- Improved Recovery of Gold and SilveDocument15 pagesImproved Recovery of Gold and SilveDebra Le Roux MatiasNo ratings yet
- 2010 Paper Con-Leach-Acid AJC Yurdagul-ErolDocument11 pages2010 Paper Con-Leach-Acid AJC Yurdagul-ErolFranciscoNo ratings yet
- Mineral ProcessingDocument9 pagesMineral ProcessingEdwar Villavicencio JaimesNo ratings yet
- Beneficiation of Egyptian PDFDocument11 pagesBeneficiation of Egyptian PDFRachid FaouziNo ratings yet
- A Novel Approach To Extract SiO2 From Fly Ash and Its ConsiderableDocument10 pagesA Novel Approach To Extract SiO2 From Fly Ash and Its ConsiderableAssem TahaNo ratings yet
- Two Stage Leaching Process For Selective Metal Extraction From Spent-Meshram-IndiaDocument11 pagesTwo Stage Leaching Process For Selective Metal Extraction From Spent-Meshram-IndiaDaiana NavarreteNo ratings yet
- The Potential Use of Phosphatic Limestone Wastes in The Passive Treatment of AMD: A Laboratory StudyDocument13 pagesThe Potential Use of Phosphatic Limestone Wastes in The Passive Treatment of AMD: A Laboratory StudyMcDilan SulmerinNo ratings yet
- Reducing Heavy Metal Element From Coal Bottom AshDocument7 pagesReducing Heavy Metal Element From Coal Bottom AshMiradatul Nabilah Binti Mohd RodhiNo ratings yet
- Flotation of AntimonyDocument13 pagesFlotation of AntimonyAbdul Rafeh AijazNo ratings yet
- (2023) Extraction of Scandium From Bauxite Residue by High-Pressure (Icp)Document11 pages(2023) Extraction of Scandium From Bauxite Residue by High-Pressure (Icp)Mincen RevaNo ratings yet
- Industrial Use of Nitrogen in Flotation of MolybdeniteDocument4 pagesIndustrial Use of Nitrogen in Flotation of MolybdenitedanisaNo ratings yet
- Mbuya2017 PDFDocument36 pagesMbuya2017 PDFOnesime MutebaNo ratings yet
- Application of Magnetic SeparationDocument11 pagesApplication of Magnetic Separationhasan70 sheykhiNo ratings yet
- ToF-SIMS 1Document9 pagesToF-SIMS 1Luis CañariNo ratings yet
- Experimental and Statistical Modelling On Copper Recovery From Low Grade Mixed Sulphide Oxide Ore by Direct LeachingDocument13 pagesExperimental and Statistical Modelling On Copper Recovery From Low Grade Mixed Sulphide Oxide Ore by Direct LeachingmtanaydinNo ratings yet
- SeparationsDocument21 pagesSeparationsabdellahriad378No ratings yet
- ppmp51 2.647 660Document14 pagesppmp51 2.647 660PauloValdiviesoNo ratings yet
- Application of D - OptimalDocument16 pagesApplication of D - OptimaljohncramosNo ratings yet
- Copper and Cadmium Removal by Bagasse Fly Ash: Kinetic and Isotherm StudyDocument25 pagesCopper and Cadmium Removal by Bagasse Fly Ash: Kinetic and Isotherm StudySatyamGuptaNo ratings yet
- Effective Beneficiation of Low Content Nickel Ferrous Laterite Using Fluxing Agent Through Na SO Selective ReductionDocument8 pagesEffective Beneficiation of Low Content Nickel Ferrous Laterite Using Fluxing Agent Through Na SO Selective ReductionFrederik RareNo ratings yet
- Minerals Engineering: Xiaodong Hao, Yili Liang, Huaqun Yin, Liyuan Ma, Yunhua Xiao, Yazi Liu, Guanzhou Qiu, Xueduan LiuDocument7 pagesMinerals Engineering: Xiaodong Hao, Yili Liang, Huaqun Yin, Liyuan Ma, Yunhua Xiao, Yazi Liu, Guanzhou Qiu, Xueduan LiuAndrés Gallardo AlbercaNo ratings yet
- Depresion de ArsénicoDocument15 pagesDepresion de ArsénicoRENASANo ratings yet
- Mental StatusDocument2 pagesMental StatusjustinemayNo ratings yet
- Minerals 10 00754Document11 pagesMinerals 10 00754Eugênia PheganNo ratings yet
- Process Mineralogy As A Key Factor AffecDocument10 pagesProcess Mineralogy As A Key Factor AffecJerry TshimonaNo ratings yet
- The Effect of Aerophine 3418A Collector Dosage On NiğdeDocument5 pagesThe Effect of Aerophine 3418A Collector Dosage On NiğdeEduardo CandelaNo ratings yet
- Minerals 08 00250Document17 pagesMinerals 08 00250Henry JuarezNo ratings yet
- A Study On The Oxidative Ammonia - Ammonium Sulphate Leaching of A Complex (Cu-Ni-Co-Fe) Matte - ScienceDirectDocument7 pagesA Study On The Oxidative Ammonia - Ammonium Sulphate Leaching of A Complex (Cu-Ni-Co-Fe) Matte - ScienceDirectBertin KalumbetaNo ratings yet
- Effect of Biological Pretreatment On Metal Extraction From Flotation Tailings For Chloride LeachingDocument7 pagesEffect of Biological Pretreatment On Metal Extraction From Flotation Tailings For Chloride LeachingKilsys AlvaradoNo ratings yet
- Paper de FlotacionDocument5 pagesPaper de FlotacionAlejandra ZanabriaNo ratings yet
- Process Development For The Separation and Recovery of Copper From Sulphate Leach Liquors of Sy...Document7 pagesProcess Development For The Separation and Recovery of Copper From Sulphate Leach Liquors of Sy...Juliana AzevedoNo ratings yet
- 9 Artikel Sari,+YGPDocument9 pages9 Artikel Sari,+YGPAhmad Rizky Zulfikar SujanaNo ratings yet
- Recovery of Iron Values From Iron Ore Slimes by Vertical Ring Pulsating High Gradient Magnetic SeparatorDocument6 pagesRecovery of Iron Values From Iron Ore Slimes by Vertical Ring Pulsating High Gradient Magnetic SeparatorravibelavadiNo ratings yet
- Land and BeautyDocument36 pagesLand and BeautyMunaza RehmatNo ratings yet
- E-Mail: Ernst - Burke@falw - Vu.nl E-Mail: Giovanni - Ferraris@unito - ItDocument16 pagesE-Mail: Ernst - Burke@falw - Vu.nl E-Mail: Giovanni - Ferraris@unito - Itjuan25.103761No ratings yet
- Myanmar Jade LRDocument20 pagesMyanmar Jade LROun GinsengNo ratings yet
- ASTM B 564 Specifications For Nickel Alloy ForgingsDocument8 pagesASTM B 564 Specifications For Nickel Alloy ForgingsGonzalo Orellana RomanNo ratings yet
- Lithos: Lan-Chun Huang, Shao-Yong JiangDocument20 pagesLithos: Lan-Chun Huang, Shao-Yong JiangNguyen tiendungNo ratings yet
- A Text-Book of Mineralogy 1000718555Document736 pagesA Text-Book of Mineralogy 1000718555Andrés Ruiz100% (16)
- SandawanaDocument4 pagesSandawanaMunya NjerahNo ratings yet
- 10.1007@s12594 019 1199 4Document12 pages10.1007@s12594 019 1199 4rajuNo ratings yet
- Publicity & Propaganda ScheduleDocument5 pagesPublicity & Propaganda SchedulesssadangiNo ratings yet
- VAT LeachingDocument9 pagesVAT LeachingPuttanara Deo100% (1)
- El - Brocal TR 03152022Document335 pagesEl - Brocal TR 03152022Freddy Julio Rodriguez SierraNo ratings yet
- Coal Mining MethodsDocument2 pagesCoal Mining MethodsIzhar JiskaniNo ratings yet
- Final Oral Schedule (14-11-2023)Document70 pagesFinal Oral Schedule (14-11-2023)raneshkrsahaNo ratings yet
- Department of Geology: Regional Metamorphism in Calcareous RocksDocument16 pagesDepartment of Geology: Regional Metamorphism in Calcareous RocksShivang GuptaNo ratings yet
- Clout 2003Document7 pagesClout 2003RayaraNo ratings yet
- Hydrothermal Alteration Chart PDFDocument1 pageHydrothermal Alteration Chart PDFPaul Emirique B. IbanezNo ratings yet
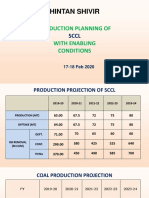
- Chintan Shivir: Production Planning of With Enabling ConditionsDocument25 pagesChintan Shivir: Production Planning of With Enabling ConditionsKudlappa DesaiNo ratings yet
- DIAGENESESDocument145 pagesDIAGENESESamenmoftahNo ratings yet
- Capitulo I PDFDocument47 pagesCapitulo I PDFJulio CamelNo ratings yet
- Ethiopia Resources Commodities 2019Document14 pagesEthiopia Resources Commodities 2019Mamush FikreNo ratings yet
- Mineralisasi NeforfismeDocument17 pagesMineralisasi Neforfismerifqi0400No ratings yet
- S 002540050145Document8 pagesS 002540050145tareghNo ratings yet
- Broken Hill Prospecting IGR FINAL1Document49 pagesBroken Hill Prospecting IGR FINAL1Mauricio ASNo ratings yet
- Amphibolitic Cu-Fe Skarn Deposits in The Central Coast of PeruDocument15 pagesAmphibolitic Cu-Fe Skarn Deposits in The Central Coast of PeruirsoseNo ratings yet
- Rajendran Et Al 2019Document21 pagesRajendran Et Al 2019Rogger Miguel Jaramillo ChungaNo ratings yet
- 10.1016/j.hydromet.2015.09.007: HydrometallurgyDocument24 pages10.1016/j.hydromet.2015.09.007: HydrometallurgyValentina Alejandra Retamal LazoNo ratings yet
- X Reserves Resources CoalDocument6 pagesX Reserves Resources CoalBeNoNo ratings yet