Download as pdf or txt
You might also like
- Hanson Omnia Brochure FLOORING SystemDocument16 pagesHanson Omnia Brochure FLOORING SystemDC1234100% (3)
- Layher Scaffolding CatalogueDocument10 pagesLayher Scaffolding CataloguefresitoNo ratings yet
- Estimate of StaircaseDocument56 pagesEstimate of StaircaseNikhil75% (4)
- NSCP 2010Document758 pagesNSCP 2010Chelle Sujetado De Guzman95% (21)
- Fs800 HPL Ficha TecnicaDocument7 pagesFs800 HPL Ficha TecnicaBull433No ratings yet
- Steel Stud Installation GuideDocument6 pagesSteel Stud Installation GuidePrinz MarkNo ratings yet
- Steel Stud Installation GuideDocument6 pagesSteel Stud Installation GuiderfadeNo ratings yet
- Raised Access Floor Solutions Guide To Installation, Maintenance & UseDocument18 pagesRaised Access Floor Solutions Guide To Installation, Maintenance & UseAkicaNo ratings yet
- Terramesh Install Guide PDFDocument2 pagesTerramesh Install Guide PDFJorge RosalNo ratings yet
- N Stress Floor SlabDocument4 pagesN Stress Floor SlabBen Sim NitroNo ratings yet
- MOS Ceiling 2.1.Document10 pagesMOS Ceiling 2.1.An-an ChanNo ratings yet
- DX Suspended Ceiling System Usg BoralDocument48 pagesDX Suspended Ceiling System Usg BoralmctmcNo ratings yet
- Perform With Precision: Box Culvert TravelerDocument14 pagesPerform With Precision: Box Culvert Traveler魏雨辰No ratings yet
- UGC DurastrongLightSteelFrames 04252023 2pm-3Document2 pagesUGC DurastrongLightSteelFrames 04252023 2pm-3Roy PerochoNo ratings yet
- Sips Erection GuideDocument12 pagesSips Erection GuideKalibabaNo ratings yet
- Method Statement For False Ceiling Works Gypsum Board, Beam Grid, Ceiling Tiles & BafflesDocument9 pagesMethod Statement For False Ceiling Works Gypsum Board, Beam Grid, Ceiling Tiles & BafflesAddis MekuriaNo ratings yet
- Intrebari SCaffoldfinalDocument14 pagesIntrebari SCaffoldfinalMadalina FoteaNo ratings yet
- Scaff and Mewp and HeightDocument24 pagesScaff and Mewp and HeightRmr ReyesNo ratings yet
- Epdesc 1Document6 pagesEpdesc 1Richard WardNo ratings yet
- Supreme Beam and Block FloorDocument8 pagesSupreme Beam and Block FloorDoralba V NolanNo ratings yet
- Standard Bracing of 'Room in The Roof' (Attic) Trussed Rafter RoofsDocument4 pagesStandard Bracing of 'Room in The Roof' (Attic) Trussed Rafter Roofsbigmac2No ratings yet
- Design Manual Ceiling SystemDocument9 pagesDesign Manual Ceiling SystemMuhammad SheboksheNo ratings yet
- XHC-000-Rev 2.0 T3 Precision Pre-Installation Requiements DocumentDocument13 pagesXHC-000-Rev 2.0 T3 Precision Pre-Installation Requiements DocumentBill MtsyNo ratings yet
- Method Statement For Installation of Pre-Finished Engineering Flooring and SkirtingDocument7 pagesMethod Statement For Installation of Pre-Finished Engineering Flooring and SkirtingGary LoNo ratings yet
- Revo 12-5 E112 de 0518 0 Eng ScreenDocument4 pagesRevo 12-5 E112 de 0518 0 Eng ScreenK. ΚΑΜΠΑΣNo ratings yet
- Brosur Fire StopDocument13 pagesBrosur Fire StopSaidAnwarNo ratings yet
- Brosur CoatingDocument4 pagesBrosur CoatingMuhammad AlfianNo ratings yet
- IG MetalWorks-Open-Cell en AUDocument2 pagesIG MetalWorks-Open-Cell en AUKshitij MeshramNo ratings yet
- L Fire Dampers L Combination Fire Smoke DampersDocument11 pagesL Fire Dampers L Combination Fire Smoke DampersloqNo ratings yet
- WDD Installation Guide 2020Document13 pagesWDD Installation Guide 2020Ciaran MaguireNo ratings yet
- IG de Reno Mattresses InstallationDocument2 pagesIG de Reno Mattresses InstallationSílvio GonçalvesNo ratings yet
- Cedar Renditions Install CADocument32 pagesCedar Renditions Install CAcherbats1No ratings yet
- Installation Guidance For Cable Troughs and Service Ducts PD84Document7 pagesInstallation Guidance For Cable Troughs and Service Ducts PD84sosi2020No ratings yet
- Installation Guidance For Cable Troughs and Service Ducts PD84Document7 pagesInstallation Guidance For Cable Troughs and Service Ducts PD84sosi2020No ratings yet
- Installation Guidance For Cable Troughs and Service Ducts PD84Document7 pagesInstallation Guidance For Cable Troughs and Service Ducts PD84sosi2020No ratings yet
- PEB Requirment by ClientDocument4 pagesPEB Requirment by ClientViraj ModiNo ratings yet
- Installation Advice - System 150Document7 pagesInstallation Advice - System 150Giuseppe AlibertiNo ratings yet
- Tubular Steel Tubular Aluminium Alloy Timber BambooDocument17 pagesTubular Steel Tubular Aluminium Alloy Timber Bambooillya amyraNo ratings yet
- Owens Corning Roofers GuideDocument324 pagesOwens Corning Roofers GuidePhil RichterNo ratings yet
- Roof Truss Installation GuideDocument12 pagesRoof Truss Installation GuideAwang Mahardy67% (3)
- AGILIA High Strength Floor Screed DatasheetDocument6 pagesAGILIA High Strength Floor Screed Datasheetiask5275No ratings yet
- MATERIAL SUBMITTAL- AL800 BAREDocument125 pagesMATERIAL SUBMITTAL- AL800 BAREbahoxa3115No ratings yet
- Method Statement of Utracon Post TensioningDocument7 pagesMethod Statement of Utracon Post TensioningIrshad Khan0% (1)
- Posi Struts DetailsDocument15 pagesPosi Struts DetailsSuciul E ViuNo ratings yet
- D8.1 Box Culvert SystemDocument4 pagesD8.1 Box Culvert SystemOby RobiniNo ratings yet
- Slope ProtectionDocument3 pagesSlope Protectionshima2727No ratings yet
- Data Sheet For Al 800 AltairDocument4 pagesData Sheet For Al 800 Altairirfan vpNo ratings yet
- SCAFOLDINGDocument49 pagesSCAFOLDINGKHAIRINA FIKRIAH KHAIRUDDINNo ratings yet
- TOPFLOW Data SheetDocument3 pagesTOPFLOW Data Sheetsameeksha chiguruNo ratings yet
- Roof Truss Installation Guide May 2009Document12 pagesRoof Truss Installation Guide May 2009dusanwww84No ratings yet
- Method Statement For Drywall Work: Installation GuideDocument2 pagesMethod Statement For Drywall Work: Installation GuideMacaNo ratings yet
- StandN Seam ManualDocument20 pagesStandN Seam Manualh4nj5dnpvhNo ratings yet
- Standing Seam Installation-23-11-21Document35 pagesStanding Seam Installation-23-11-21Gokulnath TgNo ratings yet
- Installation Guide Reno Mattresses 5Document3 pagesInstallation Guide Reno Mattresses 5Chee Soon LeeNo ratings yet
- Installation: Aristech Acrylics LLC - May 2013 - Avonite Technical Services (800) 428-6648 - FAX (505) 864-7790Document14 pagesInstallation: Aristech Acrylics LLC - May 2013 - Avonite Technical Services (800) 428-6648 - FAX (505) 864-7790dynafloNo ratings yet
- European Rules For Vertical Ladders EN19094-1Document5 pagesEuropean Rules For Vertical Ladders EN19094-1Balan SorinNo ratings yet
- Building Works Specification: Two Storey HouseDocument12 pagesBuilding Works Specification: Two Storey HouseKhalid AwanNo ratings yet
- Concrete testDocument10 pagesConcrete testusmanshaikh172No ratings yet
- Checklist For Column ConcretingDocument2 pagesChecklist For Column ConcretingJuan CTicona83% (6)
- Basement DesignDocument15 pagesBasement DesignBATMANNo ratings yet
- Monier Roofing Architectural Manual Section5Document13 pagesMonier Roofing Architectural Manual Section5Christian LlorcaNo ratings yet
- 12HTBT-CMED-SC-TRI-001Document7 pages12HTBT-CMED-SC-TRI-001sopheayem168No ratings yet
- INS-17-001-UltraTileFix-44pg-Brochure-Spreads-HRDocument23 pagesINS-17-001-UltraTileFix-44pg-Brochure-Spreads-HRsopheayem168No ratings yet
- From Release Wet Trade To MEP and MEP To WEt TradeDocument1 pageFrom Release Wet Trade To MEP and MEP To WEt Tradesopheayem168No ratings yet
- Wheel Stopper Calculation NoteDocument8 pagesWheel Stopper Calculation Notesopheayem168No ratings yet
- BOQ of BKK ApartmentDocument40 pagesBOQ of BKK Apartmentsopheayem168No ratings yet
- Ground Column - 00Document1 pageGround Column - 00sopheayem168No ratings yet
- Structure Own Villa Project - Rev.00Document11 pagesStructure Own Villa Project - Rev.00sopheayem168No ratings yet
- Roof Column 00Document1 pageRoof Column 00sopheayem168No ratings yet
- Ground Column Rev.01Document1 pageGround Column Rev.01sopheayem168No ratings yet
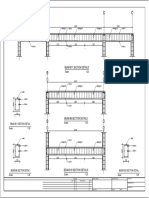
- Top Roof Beam - 00Document1 pageTop Roof Beam - 00sopheayem168No ratings yet
- SSLD 2 Floor FinishesDocument40 pagesSSLD 2 Floor Finishessopheayem168No ratings yet
- Laotiaanse Investeringswet 2009Document35 pagesLaotiaanse Investeringswet 2009sopheayem168No ratings yet
- Ground Beam - 02 - Rev.01Document1 pageGround Beam - 02 - Rev.01sopheayem168No ratings yet
- Hospoital Floor SelectionDocument88 pagesHospoital Floor Selectionsopheayem168No ratings yet
- Ground Beam - 01Document1 pageGround Beam - 01sopheayem168No ratings yet
- HRB 9 Interior 2011Document58 pagesHRB 9 Interior 2011sopheayem168No ratings yet
- Ground Beam - 02Document1 pageGround Beam - 02sopheayem168No ratings yet
- Wywaza Investment Co.,Ltd: 100% Design DevelopmentDocument1 pageWywaza Investment Co.,Ltd: 100% Design Developmentsopheayem168No ratings yet
- MIC of MyanmarDocument2 pagesMIC of Myanmarsopheayem168No ratings yet
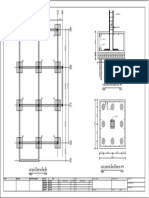
- Foundation Rev.01Document1 pageFoundation Rev.01sopheayem168No ratings yet
- Drywall 2Document1 pageDrywall 2sopheayem168No ratings yet
- VDF FlooringDocument4 pagesVDF FlooringGOKULACHANDRU SNo ratings yet
- Fileadmin User Upload Fileadmin Data en PDF Main Navi Service Instruction Manuals Web GA VK150 21092 2014 01 enDocument98 pagesFileadmin User Upload Fileadmin Data en PDF Main Navi Service Instruction Manuals Web GA VK150 21092 2014 01 enMarc Lobel FrondaNo ratings yet
- WickesDocument180 pagesWickesBasant ShamsNo ratings yet
- CH 7 FLOORINGDocument4 pagesCH 7 FLOORINGPratik GhimireNo ratings yet
- Mitsu Elevator DesignDocument15 pagesMitsu Elevator DesignAroon ChangNo ratings yet
- Ucrete MF: Medium Duty Polyurethane Concrete Flooring SystemDocument2 pagesUcrete MF: Medium Duty Polyurethane Concrete Flooring SystemDoby YuniardiNo ratings yet
- Indian Schedule Rates-03Document100 pagesIndian Schedule Rates-03abbasNo ratings yet
- Hardox 360 enDocument2 pagesHardox 360 enAndréVitorinoNo ratings yet
- Katalog Harga Lantai Kayu VinylDocument2 pagesKatalog Harga Lantai Kayu VinylYana SubagjaNo ratings yet
- Industrial Epoxy Floor Coating - The Ideal Solution For Industrial FacilitiesDocument2 pagesIndustrial Epoxy Floor Coating - The Ideal Solution For Industrial FacilitiesConnor MarshmanNo ratings yet
- Stair Nosing Profiles: With Specials Inserts, For Tiles and Flooring SurfacesDocument24 pagesStair Nosing Profiles: With Specials Inserts, For Tiles and Flooring SurfacesJay Carlo DagantaNo ratings yet
- TheIdealHomeGarden201205 PDFDocument132 pagesTheIdealHomeGarden201205 PDFLuminita OpranNo ratings yet
- Plywood Design Application GuideDocument36 pagesPlywood Design Application GuideHazim AffendiNo ratings yet
- 2tec2 Catalogue 2020 DigitalDocument51 pages2tec2 Catalogue 2020 Digitalsalsabila benamarNo ratings yet
- Estimate For Mr. Bharath Jain, Nellore. Area Item Quantity Amount CivilDocument5 pagesEstimate For Mr. Bharath Jain, Nellore. Area Item Quantity Amount CivilPadmaja DasNo ratings yet
- Brosur DanosaDocument34 pagesBrosur DanosaLevina VaniaNo ratings yet
- Specialist Flooring & Waterproofing SolutionsDocument10 pagesSpecialist Flooring & Waterproofing Solutionsdkhsl03No ratings yet
- Construction of 02 Nos. Hostel Blocsk and Nursing College Hostel at MGIMS, KHS, Sevagra-Mahatma Gandhi Institute of Medical Sciences, MaharashtrDocument29 pagesConstruction of 02 Nos. Hostel Blocsk and Nursing College Hostel at MGIMS, KHS, Sevagra-Mahatma Gandhi Institute of Medical Sciences, MaharashtrSachin MoryaNo ratings yet
- SmarthouseDocument12 pagesSmarthousezzziii2No ratings yet
- DR BinuDocument5 pagesDR Binusreek009ark3350No ratings yet
- Unit 1 Ece For QuiklrnDocument37 pagesUnit 1 Ece For QuiklrnVINE TUBENo ratings yet
- Civil Amc Auction l1 Rank Rates On Dated 03.07.2021Document12 pagesCivil Amc Auction l1 Rank Rates On Dated 03.07.2021Sasanka SekharNo ratings yet
- Catalogue - Floor Trims GuideDocument57 pagesCatalogue - Floor Trims GuidepbrilhanteNo ratings yet
- South Central KY HOMES May 2010Document124 pagesSouth Central KY HOMES May 2010yourtownNo ratings yet
- B01-X03 Rev 0 Sep 2016 Building Data SheetDocument12 pagesB01-X03 Rev 0 Sep 2016 Building Data Sheet15150515715No ratings yet
- Interior DesignDocument13 pagesInterior DesignFrenz ValdezNo ratings yet
- HPD Flotex Modular (Exp. 2024.09.12)Document9 pagesHPD Flotex Modular (Exp. 2024.09.12)Marco RaptusNo ratings yet
- ARK Oak TreeDocument31 pagesARK Oak TreeshanuNo ratings yet