Download as pdf or txt
You might also like
- Bloque R9MDocument20 pagesBloque R9M80140067% (3)
- Manual Chery Tiggo PDFDocument589 pagesManual Chery Tiggo PDFtadeu100% (6)
- 1997 2003 Dt444 Engine Service Manual PDFDocument298 pages1997 2003 Dt444 Engine Service Manual PDFYeison Suarez100% (4)
- Diagramas Eléctricos 2007 NISSAN SENTRA 2.0L 4 CILDocument51 pagesDiagramas Eléctricos 2007 NISSAN SENTRA 2.0L 4 CILSaid DcNo ratings yet
- Maintenance of Reciprocating CompressorDocument21 pagesMaintenance of Reciprocating CompressorVIJAYIOCL100% (12)
- MANUAL BOOK DifferentialDocument14 pagesMANUAL BOOK DifferentialHaris100% (2)
- ECS-5L Engine DiagramDocument8 pagesECS-5L Engine DiagramMartin AguilarNo ratings yet
- Toyota Error Codes PDFDocument19 pagesToyota Error Codes PDFAnonymous v4gEgQ6No ratings yet
- Gj65598u 403D-11GDocument0 pagesGj65598u 403D-11GTTIBCCANo ratings yet
- 372electric Injection System PDFDocument42 pages372electric Injection System PDFAperc Taini Glbrt Rmx100% (1)
- Maintenance of Reciprocating CompressorDocument21 pagesMaintenance of Reciprocating CompressorAyub BashaNo ratings yet
- A86&A88-chapter 9 (PRIMARY AND SECONDARY SHEAVES - CLUTCH)Document20 pagesA86&A88-chapter 9 (PRIMARY AND SECONDARY SHEAVES - CLUTCH)Stojanov MarjanNo ratings yet
- 2018-2020 Yamaha mt-07 CAP4Document93 pages2018-2020 Yamaha mt-07 CAP4Ernesto Capdepon CarvajalNo ratings yet
- Denison T6 Vane Pump PDFDocument19 pagesDenison T6 Vane Pump PDFZoran JankovNo ratings yet
- Toyota LC HZJ78 02 CL ClutchDocument4 pagesToyota LC HZJ78 02 CL Clutchyannis.spinnerNo ratings yet
- DEMO - 164 - Vol.2. Introduction To Hydraulic CylinderDocument20 pagesDEMO - 164 - Vol.2. Introduction To Hydraulic CylinderEbrahim AhmariNo ratings yet
- Brake EntretienDocument12 pagesBrake Entretienrene chapdelaineNo ratings yet
- Moriniservices5 PDFDocument44 pagesMoriniservices5 PDFMoto TOWNo ratings yet
- 16 PRDocument10 pages16 PRlone_anarchistNo ratings yet
- 7t94a Technical GuideDocument15 pages7t94a Technical GuideHemanth KumarNo ratings yet
- A86&A88-chapter 22 (REAR CONSTANT VELOCITY JOINTS AND FINAL DRIVE GEAR)Document19 pagesA86&A88-chapter 22 (REAR CONSTANT VELOCITY JOINTS AND FINAL DRIVE GEAR)Stojanov MarjanNo ratings yet
- Engine Rebuild Inspection Sheet: Job No: Eng. Model: Customer: ESN: CPL: Pump Code: Start Date: Finish DateDocument14 pagesEngine Rebuild Inspection Sheet: Job No: Eng. Model: Customer: ESN: CPL: Pump Code: Start Date: Finish DateRijal Furqaan MardhatillahNo ratings yet
- Universal Cutter /grinder: Owner'S ManualDocument16 pagesUniversal Cutter /grinder: Owner'S ManualMawan Bentz100% (1)
- P250-250S Cap 06 (CYLINDER HEADVALVES)Document12 pagesP250-250S Cap 06 (CYLINDER HEADVALVES)Minh ChuNo ratings yet
- Align AL CE500P ManualDocument15 pagesAlign AL CE500P Manualreginaldo020471No ratings yet
- TM 9-1245 37-MM Gun, M3, and Carriage, M4-1941Document54 pagesTM 9-1245 37-MM Gun, M3, and Carriage, M4-1941ferdockmNo ratings yet
- John Deere 450CLC Excavator Service Repair Technical Manual (TM1925)Document14 pagesJohn Deere 450CLC Excavator Service Repair Technical Manual (TM1925)laopaodunNo ratings yet
- Blackmer 807b and 828b Manual - BLACKMERDocument6 pagesBlackmer 807b and 828b Manual - BLACKMERGerencia Rigar Colombia SASNo ratings yet
- Cylinder Head Valve & Cylinder Piston MotoDocument23 pagesCylinder Head Valve & Cylinder Piston MotoDeysi CardenasNo ratings yet
- Guia Ajuste de ValvulasDocument15 pagesGuia Ajuste de ValvulasfreddyinveNo ratings yet
- 4535VPFDocument5 pages4535VPFLeo LeiNo ratings yet
- Eich Split Bearing Instruction Manual 07 19Document5 pagesEich Split Bearing Instruction Manual 07 19huseyinNo ratings yet
- PWS Manual 3.2.21 1Document12 pagesPWS Manual 3.2.21 1thomaschevalier.cgNo ratings yet
- Festo Cartridge Cylinder EGZ CatalogueDocument7 pagesFesto Cartridge Cylinder EGZ CatalogueargpNo ratings yet
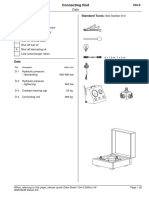
- Connecting Rod: S35MC DataDocument9 pagesConnecting Rod: S35MC DatalijinNo ratings yet
- Rci 400 Series Installation & Maintenance InstructionsDocument2 pagesRci 400 Series Installation & Maintenance InstructionsSandro MartinezNo ratings yet
- Steering Linkage 2wdDocument5 pagesSteering Linkage 2wdRadu FlorianNo ratings yet
- Overhauling Report of Mill - 2BDocument19 pagesOverhauling Report of Mill - 2BbhaskarNo ratings yet
- TTR125 150BigBore Update2Document4 pagesTTR125 150BigBore Update2eddielindermannNo ratings yet
- Cadenas CadillacDocument27 pagesCadenas CadillacAlfredo SalasNo ratings yet
- QL5, DHD350: Disassembly Exploded ViewDocument1 pageQL5, DHD350: Disassembly Exploded ViewJORGE C. CHAO R.No ratings yet
- Air RifleDocument8 pagesAir RifleRogelio E. Sabalbaro100% (2)
- Motor6 Suzuki VL800Document10 pagesMotor6 Suzuki VL800Crisan SorinNo ratings yet
- 06 Casquillos de Agujas Sin Fondo Clutch SimilarDocument98 pages06 Casquillos de Agujas Sin Fondo Clutch SimilarSara Sarmiento EcheverryNo ratings yet
- AGILITY50 Cap 08 (Cilindro Pistone)Document8 pagesAGILITY50 Cap 08 (Cilindro Pistone)api-3759317100% (1)
- VOLVO 240 SECT. 2 - ENGINE d20 d24 - Repairs Part 2Document96 pagesVOLVO 240 SECT. 2 - ENGINE d20 d24 - Repairs Part 2Myselvf50% (2)
- Hydraulic Cylinder ServiceDocument8 pagesHydraulic Cylinder Servicehesham farouk86100% (1)
- CBC Couplers: A Report On LHB and Wagon CbcsDocument10 pagesCBC Couplers: A Report On LHB and Wagon CbcsWheel Bogie Parel WSNo ratings yet
- Vas enDocument4 pagesVas enilker metinNo ratings yet
- Seal Cassette ChestertonDocument6 pagesSeal Cassette ChestertonManrry LozadaNo ratings yet
- Maintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBDocument10 pagesMaintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBAtaa AssaadNo ratings yet
- P250-250S Cap 07 (CYLINDER PISTON)Document9 pagesP250-250S Cap 07 (CYLINDER PISTON)Minh ChuNo ratings yet
- Manual - Tong XQ6B RDCDocument26 pagesManual - Tong XQ6B RDCJavier Danilo Aranda PinzonNo ratings yet
- Pump Mechanical Seal Short CourseDocument88 pagesPump Mechanical Seal Short Coursehossein100% (2)
- Differential Carrier: ComponentsDocument16 pagesDifferential Carrier: Componentspriyankar007No ratings yet
- D50 Cap 06 (Testa Cilindro Pistone)Document13 pagesD50 Cap 06 (Testa Cilindro Pistone)Jos PerezNo ratings yet
- Volume 2 Design and Manufacturing of Hydraulic CylindersDocument53 pagesVolume 2 Design and Manufacturing of Hydraulic CylindersFarooq NaregalNo ratings yet
- Sostituzione Cuscinetto - ParaolioDocument8 pagesSostituzione Cuscinetto - Paraoliodario024No ratings yet
- NXT Service Manual PDFDocument56 pagesNXT Service Manual PDFHouseman74No ratings yet
- Pistons and Conrods Skoda PetrolDocument3 pagesPistons and Conrods Skoda Petrolfrancismci92No ratings yet
- D200 Cap 07 (Cilindro-Pistone)Document9 pagesD200 Cap 07 (Cilindro-Pistone)Wylk BeserraNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- 2Zr-Fxe Battery / Charging: 2012 Electrical Charging System (Base) (Service Specifications) - PriusDocument5 pages2Zr-Fxe Battery / Charging: 2012 Electrical Charging System (Base) (Service Specifications) - PriusIvan Zepeda VazquezNo ratings yet
- Cylinder Head and Components: 2009 Saturn VUE - AWDDocument9 pagesCylinder Head and Components: 2009 Saturn VUE - AWDEstevan PeruNo ratings yet
- OEM Calibration File InformationDocument39 pagesOEM Calibration File InformationSteveNo ratings yet
- VHP 5904 Gsi GsidDocument2 pagesVHP 5904 Gsi GsidFabricio RubioNo ratings yet
- Alumno Numero 5Document9 pagesAlumno Numero 5alexanderNo ratings yet
- Marine Engineering Reference To Marina Exam QuestionnairreDocument5,156 pagesMarine Engineering Reference To Marina Exam QuestionnairrePaul Gerald DelgadoNo ratings yet
- 1448 Data Gmet6 25eph Pfep191022 Forktruck 191024Document227 pages1448 Data Gmet6 25eph Pfep191022 Forktruck 191024Gustavo FerrerNo ratings yet
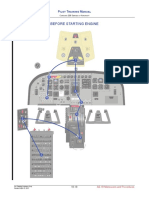
- Manual de Entrenamiento Cessna 208 (212-217)Document6 pagesManual de Entrenamiento Cessna 208 (212-217)leonardoNo ratings yet
- DPG Fuel Injection Pump SettingsDocument2 pagesDPG Fuel Injection Pump SettingsDjebali Mourad100% (2)
- Motor Yanmar 4TNV98C-NMST4Document62 pagesMotor Yanmar 4TNV98C-NMST4simonNo ratings yet
- Gt2000330 Intro b9r TB enDocument48 pagesGt2000330 Intro b9r TB ensanikkpNo ratings yet
- PRD108Document2 pagesPRD108Rizki Heru HermawanNo ratings yet
- Air-Fuel Ratio and The SRF Air-Fuel Curve: BackgroundDocument5 pagesAir-Fuel Ratio and The SRF Air-Fuel Curve: BackgroundSoham DeNo ratings yet
- Engine Part NewDocument184 pagesEngine Part NewSyahrir KobarNo ratings yet
- Timing Ignition VespaDocument11 pagesTiming Ignition Vespaalberto qubilNo ratings yet
- 0606 - TD - E2842 LE312 - Nat - EngDocument8 pages0606 - TD - E2842 LE312 - Nat - EngfaridNo ratings yet
- 6-Cylinder Diesel Engine For Power Generation.: MAN NutzfahrzeugeDocument4 pages6-Cylinder Diesel Engine For Power Generation.: MAN NutzfahrzeugeMuhammad rizkiNo ratings yet
- 2) Comparison of Radial-Ply and Cross-Ply Tubes Radial Ply Cross PlyDocument8 pages2) Comparison of Radial-Ply and Cross-Ply Tubes Radial Ply Cross Plychethan vlNo ratings yet
- ME6404 Thermal EngineeringDocument12 pagesME6404 Thermal EngineeringprasanthprpNo ratings yet
- TSB Ticking Noise - 2006 Ford Fusion v6-3Document5 pagesTSB Ticking Noise - 2006 Ford Fusion v6-3ossoskiNo ratings yet
- P.S.R. Engineering College, Sivakasi-626 140: Department of Mechanical Engineering Internal Assessment Test - IiDocument1 pageP.S.R. Engineering College, Sivakasi-626 140: Department of Mechanical Engineering Internal Assessment Test - IiRavikumarNo ratings yet
- These W AttardDocument590 pagesThese W Attardmbassi81No ratings yet
- 01 - PA - Engine (Epsilon, Kappa, U-CRDI)Document46 pages01 - PA - Engine (Epsilon, Kappa, U-CRDI)Ferran Alfonso89% (9)