Download as pdf or txt
You might also like
- Fact Sheets On Air Emission Abatement Techniques - Final 2009 02 20 PDFDocument152 pagesFact Sheets On Air Emission Abatement Techniques - Final 2009 02 20 PDFAini Zahra100% (1)
- MSRR 6522Document7 pagesMSRR 6522pradellesNo ratings yet
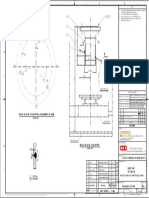
- 50-00039(Bowl-Cone)-r.2Document1 page50-00039(Bowl-Cone)-r.2서정윤No ratings yet
- WH2 GaDocument5 pagesWH2 GaRaveendra Babu CherukuriNo ratings yet
- TAGUIG-w-CLINIC_091923-Layout1 (1)Document1 pageTAGUIG-w-CLINIC_091923-Layout1 (1)Mary CariasoNo ratings yet
- At575 43Document1 pageAt575 43Juan BalderasNo ratings yet
- Huus 5.17.23Document9 pagesHuus 5.17.23Civil BuildersNo ratings yet
- ING10374D2X741 REINF'TDETAIL - SHEET 2 OF 2-Rev - C-741Document1 pageING10374D2X741 REINF'TDETAIL - SHEET 2 OF 2-Rev - C-741mhazarath murariNo ratings yet
- Copper TopologyDocument1 pageCopper TopologyinbNo ratings yet
- 1JNG10374D2X755 - COOLER FOUNDATION AND ROOF SHED - RevADocument2 pages1JNG10374D2X755 - COOLER FOUNDATION AND ROOF SHED - RevAmhazarath murariNo ratings yet
- 1jng10374d2x755 - Cooler Foundation and Roof Shed - Reva (1 of 2)Document1 page1jng10374d2x755 - Cooler Foundation and Roof Shed - Reva (1 of 2)mhazarath murariNo ratings yet
- Electrical Dwg.Document14 pagesElectrical Dwg.nurul momenNo ratings yet
- A059D245Document14 pagesA059D245Johann Fernandez De CastroNo ratings yet
- Biocharculture-Book - 20 - 8 - 2014 - finalSF KON TIKI HORNO DE PIROLISISDocument1 pageBiocharculture-Book - 20 - 8 - 2014 - finalSF KON TIKI HORNO DE PIROLISISpabloNo ratings yet
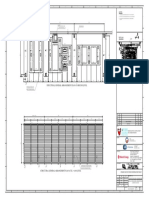
- D E F G H: Grating SpecificationsDocument1 pageD E F G H: Grating SpecificationssivagnanamNo ratings yet
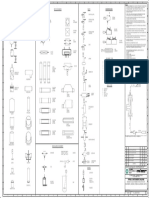
- Legend Sheet P&ID For As-Built - Drafting On 20210722-1Document1 pageLegend Sheet P&ID For As-Built - Drafting On 20210722-1Ludi D. LunarNo ratings yet
- Notes:: Cross Over Platform - 2 Partial Plan at Pib Roof Cross Over Platform - 1 Partial Plan at Pib RoofDocument1 pageNotes:: Cross Over Platform - 2 Partial Plan at Pib Roof Cross Over Platform - 1 Partial Plan at Pib Roofokta.skfNo ratings yet
- Section ProjectDocument2 pagesSection Projectapi-592003671No ratings yet
- ING10374D2X742 STAIRCASE DETAIL - SHEET 1 OF 1-Rev - C-742Document1 pageING10374D2X742 STAIRCASE DETAIL - SHEET 1 OF 1-Rev - C-742mhazarath murariNo ratings yet
- Detail Detail: Issued For Public CommentDocument1 pageDetail Detail: Issued For Public CommentChilakamarri SrikamalNo ratings yet
- HD BoltDocument1 pageHD BoltrajamasaNo ratings yet
- Detail: Scale: NtsDocument1 pageDetail: Scale: NtsANIL PLAMOOTTILNo ratings yet
- 71.1000 Civil Construction and Works - Rev BDocument9 pages71.1000 Civil Construction and Works - Rev BHighline BuildersNo ratings yet
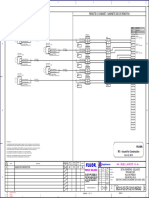
- Field / Campo Remote I/O Cabinet / Gabinete de E/S Remotas: MQ13-02-DR-3210-IN5042 0Document2 pagesField / Campo Remote I/O Cabinet / Gabinete de E/S Remotas: MQ13-02-DR-3210-IN5042 0hugoNo ratings yet
- CB 1646 CombinedDocument3 pagesCB 1646 CombinedQuerubin RamirezNo ratings yet
- Tank 100KL 12M A3 - 5 Layout2Document1 pageTank 100KL 12M A3 - 5 Layout2Tarun SinghalNo ratings yet
- B224 Cdu TPL 101 CV DW 0097 1Document2 pagesB224 Cdu TPL 101 CV DW 0097 1Anonymous Clm40C1No ratings yet
- B224 Cdu TPL 101 CV DW 0097 1Document2 pagesB224 Cdu TPL 101 CV DW 0097 1Anonymous Clm40C1No ratings yet
- 1JNG10374D2X755 - COOLER FOUNDATION AND ROOF SHED - RevA (2 OF 2)Document1 page1JNG10374D2X755 - COOLER FOUNDATION AND ROOF SHED - RevA (2 OF 2)mhazarath murariNo ratings yet
- Construction Issue: General NotesDocument1 pageConstruction Issue: General NotesShokry AlkissyNo ratings yet
- Grating Specifications.: 40 THK Grating 40 THK GratingDocument1 pageGrating Specifications.: 40 THK Grating 40 THK GratingsivagnanamNo ratings yet
- Ta-249813-023 - C - P&id - Caustic Injection PacakgeDocument1 pageTa-249813-023 - C - P&id - Caustic Injection Pacakgerizwan.zamanNo ratings yet
- 0100-A - W-600-Equipment - Furniture-Basement FloorDocument1 page0100-A - W-600-Equipment - Furniture-Basement FloormiraclechigozirimfestusNo ratings yet
- Schematic, Electrical Wiring (Fixed Speed - Soft Starter) 23378540 FDocument2 pagesSchematic, Electrical Wiring (Fixed Speed - Soft Starter) 23378540 Fvalberto75No ratings yet
- B1.2 B2.1 B3 B2.2 B1.3 B1.1: Saddle Arrangement in Intermediate YardDocument1 pageB1.2 B2.1 B3 B2.2 B1.3 B1.1: Saddle Arrangement in Intermediate YarddeniNo ratings yet
- Ajv DPW 10 525 CL DWG 0695 03 R03Document1 pageAjv DPW 10 525 CL DWG 0695 03 R03sivagnanamNo ratings yet
- Lighting Pole DetailDocument1 pageLighting Pole DetailSohail YounisNo ratings yet
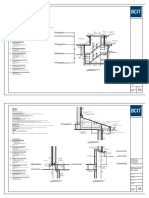
- Detail - 3 Section - L: Infineum JSGP Alliance (Ija) Projects Infineum Singapore LLPDocument1 pageDetail - 3 Section - L: Infineum JSGP Alliance (Ija) Projects Infineum Singapore LLPdharunesh182No ratings yet
- C2019 21 PQC Ajm DR DD 0010 PDFDocument1 pageC2019 21 PQC Ajm DR DD 0010 PDFRicky SolivenNo ratings yet
- Telecome MapDocument1 pageTelecome Maploc khaNo ratings yet
- A10 A Pid Va 718589 203Document1 pageA10 A Pid Va 718589 203zhangNo ratings yet
- Saudi Arabian Oil Company: CA-932993 001 A 656 Restricted 00Document1 pageSaudi Arabian Oil Company: CA-932993 001 A 656 Restricted 00Mohamed Wasim ShaikhNo ratings yet
- TP3086-L01 - LCP Drawing of 30MVAR 21kV SR - East SitraDocument5 pagesTP3086-L01 - LCP Drawing of 30MVAR 21kV SR - East Sitrawinston11No ratings yet
- Provision of Special Confining Reinforcement in FootingDocument1 pageProvision of Special Confining Reinforcement in FootingSS INFRAZONENo ratings yet
- Matchline N 8152.400 See DWG 3420-65H-003Document1 pageMatchline N 8152.400 See DWG 3420-65H-003JonathanSaucedoNo ratings yet
- Traverse Type C - 1015568Document1 pageTraverse Type C - 1015568Loki TroliNo ratings yet
- Auto Paper 03Document1 pageAuto Paper 03Ashiraf sserugoNo ratings yet
- Ahpl SHP DG Pen 1033 - R1Document3 pagesAhpl SHP DG Pen 1033 - R1ghalleyybroNo ratings yet
- Ground Floor: B RA-620717 001 B 961 G203Document1 pageGround Floor: B RA-620717 001 B 961 G203muthuvelaaNo ratings yet
- Shiplift Docking Plan For ICGS VIKRAM - 23032018 (Keel Beam) 1Document2 pagesShiplift Docking Plan For ICGS VIKRAM - 23032018 (Keel Beam) 1Kyaw Win TunNo ratings yet
- Batching Plant Architectural DrawingDocument1 pageBatching Plant Architectural DrawingTaposh Paul100% (1)
- R03 C07B01 IKP 01 GF SDW AR 10005 - Comments1Document1 pageR03 C07B01 IKP 01 GF SDW AR 10005 - Comments1Eleazar SacloloNo ratings yet
- q100-3-phase-data-e1Document1 pageq100-3-phase-data-e1kgthitmech07No ratings yet
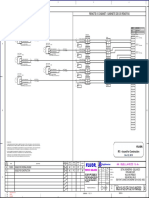
- Field / Campo Remote I/O Cabinet / Gabinete de E/S Remotas: MQ13-02-DR-3210-IN5022 0Document2 pagesField / Campo Remote I/O Cabinet / Gabinete de E/S Remotas: MQ13-02-DR-3210-IN5022 0hugoNo ratings yet
- 2BHKDocument2 pages2BHKajaz khanNo ratings yet
- Section D-D: NEST, LGA, 7X7,0.5X48, G3Document2 pagesSection D-D: NEST, LGA, 7X7,0.5X48, G3Ericson. TatlongmariaNo ratings yet
- A B C D: Reinforcement Detail of Roof LevelDocument1 pageA B C D: Reinforcement Detail of Roof LevelSampath S. WickramanayakaNo ratings yet
- Sb62-Ig233 - Location of Spans & Tensions. Profile View.v1Document2 pagesSb62-Ig233 - Location of Spans & Tensions. Profile View.v1hung.nguyenmanhNo ratings yet
- Wsd-Mkul-01-2022-Gad-001 & 002-1Document1 pageWsd-Mkul-01-2022-Gad-001 & 002-1Project ManagerStructuresNo ratings yet
- ADC Part 3Document1 pageADC Part 3Maung PDDNo ratings yet
- G.A, Foundation & Assembly Drawing - CPS R0-13.06.23Document6 pagesG.A, Foundation & Assembly Drawing - CPS R0-13.06.23newattelectricNo ratings yet
- Photo Report Bigroll BeringDocument19 pagesPhoto Report Bigroll BeringMỹ Phạm Hiếu (Mike PH)No ratings yet
- Xuper Nucleotec 2222Document2 pagesXuper Nucleotec 2222jose amad nolazcoNo ratings yet
- Biermann's Handbook of Pulp and Paper - Cap 01Document18 pagesBiermann's Handbook of Pulp and Paper - Cap 01chau_riberNo ratings yet
- Kill Sheet UcupDocument3 pagesKill Sheet UcupYusuf ArifinNo ratings yet
- Assignment 1 ENG 173 METAL FORMING First 2023 2024Document2 pagesAssignment 1 ENG 173 METAL FORMING First 2023 2024toursena44No ratings yet
- Apm Et13e Chapter 22 Welding and CuttingDocument30 pagesApm Et13e Chapter 22 Welding and CuttingBhakti SagarNo ratings yet
- Dr. Fixit Pidiseal Ps 41gDocument2 pagesDr. Fixit Pidiseal Ps 41gRb143No ratings yet
- Ductile-Iron Pressure Pipe: Standard Index of Specifications ForDocument2 pagesDuctile-Iron Pressure Pipe: Standard Index of Specifications ForTamil funNo ratings yet
- I/ Reading 1 1. What Is Plastic Injection Molding?Document5 pagesI/ Reading 1 1. What Is Plastic Injection Molding?Hieu Nguyen TrungNo ratings yet
- Keshab Machineries Brochure India - Crushing and Processing MachinesDocument4 pagesKeshab Machineries Brochure India - Crushing and Processing MachinesbosonranaNo ratings yet
- Kits LindeDocument11 pagesKits LindeFernando Gallardo UrrejolaNo ratings yet
- Facilities and Equipment For Cleaning of Manufacturing AreaaDocument2 pagesFacilities and Equipment For Cleaning of Manufacturing AreaaJai MurugeshNo ratings yet
- Welding Rod SpecDocument1 pageWelding Rod SpecMuhammad Hasbi AsidiqiNo ratings yet
- List of IndustryDocument14 pagesList of Industrybokul1No ratings yet
- Technical Data Sheet: Cleaner and Degreaser Aerosol SprayDocument1 pageTechnical Data Sheet: Cleaner and Degreaser Aerosol SprayDon HowardNo ratings yet
- Technology and Livelihood Education: Industrial Arts - Module 4Document19 pagesTechnology and Livelihood Education: Industrial Arts - Module 4Alvin Dotollo50% (2)
- The Welding Procedure and Its QualificationDocument51 pagesThe Welding Procedure and Its QualificationMohd Faya100% (8)
- #Conclave of Rolling Processes#: Malaviya National Institute of Technology JaipurDocument57 pages#Conclave of Rolling Processes#: Malaviya National Institute of Technology JaipurAnup MauryaNo ratings yet
- MSDS - ASMACO RTV GasketDocument2 pagesMSDS - ASMACO RTV GasketadminNo ratings yet
- 1 Anatomy of WeldDocument5 pages1 Anatomy of WeldGeorgeNo ratings yet
- Louvered Gable VentsDocument2 pagesLouvered Gable VentsJonathan Schauder100% (1)
- Learners Achievement Monitoring ReportDocument2 pagesLearners Achievement Monitoring ReportEm Boquiren Carreon100% (1)
- Spindle Speeds & Feed Rates: Page B1 Techsoft 2D Design Tools Guide WWW - Denford.co - UkDocument4 pagesSpindle Speeds & Feed Rates: Page B1 Techsoft 2D Design Tools Guide WWW - Denford.co - UkBerheNo ratings yet
- Hemadri Cements Production ReportDocument7 pagesHemadri Cements Production ReportJCSNo ratings yet
- Introduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415Document41 pagesIntroduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415VaikunthtendulkarNo ratings yet
- Ripstar 121: SpecificationDocument3 pagesRipstar 121: SpecificationAnkita Baban GavadeNo ratings yet
- Seven Cast 74 NL - Tds - EngDocument1 pageSeven Cast 74 NL - Tds - EngVukeNo ratings yet
- State Investment Promotion Board: List of Effective Mou'S For Chhattisgarh (Up To September, 2019)Document30 pagesState Investment Promotion Board: List of Effective Mou'S For Chhattisgarh (Up To September, 2019)suraj pandeyNo ratings yet