Download as pdf or txt
You might also like
- CR 220 10Document76 pagesCR 220 10bruno_285035898No ratings yet
- Fire Extinguisher MANUAL PDFDocument72 pagesFire Extinguisher MANUAL PDFothoniel rodriguez33% (3)
- Av3007 23 012r01mmDocument10 pagesAv3007 23 012r01mmmcu89s51No ratings yet
- Coastal Engineering Manual: Overview And Coastal HydrodynamicsFrom EverandCoastal Engineering Manual: Overview And Coastal HydrodynamicsNo ratings yet
- Welding Consumables Control RegisterDocument5 pagesWelding Consumables Control RegisterAli Mhaskar100% (2)
- Service Bulletin: Information On The Replacement of The PartsDocument45 pagesService Bulletin: Information On The Replacement of The PartsDarekNo ratings yet
- Steam Turbine Inspection Bhel PDFDocument26 pagesSteam Turbine Inspection Bhel PDFMohammedBujair100% (5)
- GDP Inspection Checklist EMADocument3 pagesGDP Inspection Checklist EMAPedro MCNo ratings yet
- BHCP1-JEL-RFI-M00-Z0696 - A - RFI Fit-Up Nozzle SW1 (R)Document5 pagesBHCP1-JEL-RFI-M00-Z0696 - A - RFI Fit-Up Nozzle SW1 (R)biruhtayibaNo ratings yet
- Ministry of Electricity and Renewable Energy Cairo Electricity Production Company (Cepc)Document9 pagesMinistry of Electricity and Renewable Energy Cairo Electricity Production Company (Cepc)mohamed abourayaNo ratings yet
- ACT001-Mounting Kit Chart Rev AGDocument18 pagesACT001-Mounting Kit Chart Rev AGJezie ReyesNo ratings yet
- Otis TCBC Start-Up RoutineDocument17 pagesOtis TCBC Start-Up RoutineІван КравчукNo ratings yet
- Otis TCBC Start Up Routine PDF FreeDocument17 pagesOtis TCBC Start Up Routine PDF FreeamcneelaNo ratings yet
- Master Document ListDocument14 pagesMaster Document ListAry77No ratings yet
- MRB 2100580 ADocument330 pagesMRB 2100580 AMuthu SaravananNo ratings yet
- GCMS-QF 15 - Calibration (IMTE) Form - MPSDocument7 pagesGCMS-QF 15 - Calibration (IMTE) Form - MPSMobin Thomas AbrahamNo ratings yet
- ENG052-20ERW-004-ST-PRO-3001-000-Warehouse Installation Procedure Rev02Document14 pagesENG052-20ERW-004-ST-PRO-3001-000-Warehouse Installation Procedure Rev02mouhidineNo ratings yet
- Delivery Part List (Fabricated Items) GE Power India LimitedDocument31 pagesDelivery Part List (Fabricated Items) GE Power India LimitedSimran singhNo ratings yet
- Component Maintenance Specification Policy Sheet: Page 1 of 1Document4 pagesComponent Maintenance Specification Policy Sheet: Page 1 of 1Aero Controls IncNo ratings yet
- Daily Welding Report SpoolDocument38 pagesDaily Welding Report SpoolsatriaerdhiNo ratings yet
- CESCOM 20 - Projected Maintenance Due: New Requirements/Action ItemsDocument4 pagesCESCOM 20 - Projected Maintenance Due: New Requirements/Action ItemsAndré CarneiroNo ratings yet
- Boss CE-5 (T)Document10 pagesBoss CE-5 (T)Dadson DadoNo ratings yet
- Piping Engineering: Marathon Petroleum Co. Project Specific AddendumDocument17 pagesPiping Engineering: Marathon Petroleum Co. Project Specific AddendumChirag ShahNo ratings yet
- HU-01 - Node 12Document3 pagesHU-01 - Node 12gusyahri001No ratings yet
- Metering System Rev 1Document11 pagesMetering System Rev 1sswahyudi100% (1)
- FAA 2019 1021 0003 - Attachment - 2Document193 pagesFAA 2019 1021 0003 - Attachment - 2Nathaniel LuraNo ratings yet
- Alert Service Bulletin: SubjectDocument12 pagesAlert Service Bulletin: Subjecthebert montesilloNo ratings yet
- Loading List: Maintenance CE9910-0000-3067-GDocument3 pagesLoading List: Maintenance CE9910-0000-3067-Gtinov61820No ratings yet
- Jty038 Albert Town Sed RBS 6102 Jam Flow Aop 2022 Lte Rev BDocument88 pagesJty038 Albert Town Sed RBS 6102 Jam Flow Aop 2022 Lte Rev BAngel GutérrezNo ratings yet
- 4000046273-PGCA-EA-C16-001 - 5.2 - 3 - Cause and Eff PDFDocument20 pages4000046273-PGCA-EA-C16-001 - 5.2 - 3 - Cause and Eff PDFrajindo1No ratings yet
- Nipcxo 000005Document39 pagesNipcxo 000005ErichCastrejónRodriguezNo ratings yet
- TCBC Start Up RoutineDocument17 pagesTCBC Start Up RoutinemarkosasimNo ratings yet
- m0602-008-1Document4 pagesm0602-008-1ajarekarga ajarekarNo ratings yet
- Parser BOM ExampleDocument45 pagesParser BOM Examplemaurice.gaspard85No ratings yet
- 4000046273-PGCA-EA-C09-004 - 5.2 - 1 - Control NarrativeDocument47 pages4000046273-PGCA-EA-C09-004 - 5.2 - 1 - Control Narrativerajindo1No ratings yet
- Visual WeldingDocument1 pageVisual WeldingPaul H TampubolonNo ratings yet
- DC Electrical BoxDocument83 pagesDC Electrical BoxNeo LeeNo ratings yet
- Yn3a223195 Lae2Document3 pagesYn3a223195 Lae2productionpcsNo ratings yet
- SA010-00-1624-FT-0008_P2-C_CODE 1Document4 pagesSA010-00-1624-FT-0008_P2-C_CODE 1Kambam MaheswarareddyNo ratings yet
- Aja#1 Esn#888175 Hpt Blades Bsi 16012024Document5 pagesAja#1 Esn#888175 Hpt Blades Bsi 16012024samiul.sterlingNo ratings yet
- Ahm VN A687 Iss03rev01 TempDocument41 pagesAhm VN A687 Iss03rev01 TempHung NguyenNo ratings yet
- CESCOM 20 - Projected Maintenance Due: New Requirements/Action ItemsDocument5 pagesCESCOM 20 - Projected Maintenance Due: New Requirements/Action ItemsAndré CarneiroNo ratings yet
- Baterias Concorde PDFDocument34 pagesBaterias Concorde PDFESAVENo ratings yet
- Nammiaca 000022Document5,010 pagesNammiaca 000022gangadhark196No ratings yet
- Ampm2602d-01 Rev KDocument29 pagesAmpm2602d-01 Rev KBrad CooperNo ratings yet
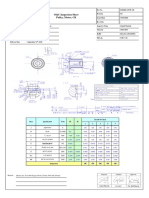
- OQC Inspection Sheet Pulley, Motor, CRDocument1 pageOQC Inspection Sheet Pulley, Motor, CRadi meliNo ratings yet
- FK7022F POVO Lewek Emas FPSO Gas Metering Document Review R1.1Document25 pagesFK7022F POVO Lewek Emas FPSO Gas Metering Document Review R1.1ANH NGUYENNo ratings yet
- CT7-2 em IndexDocument4 pagesCT7-2 em IndexMichałNo ratings yet
- Keas-Vfd Data Sheet Rev c3 v2Document30 pagesKeas-Vfd Data Sheet Rev c3 v2benn savyasachiNo ratings yet
- IPC - 01-Aug-2019 - FIG. 73-21-30-01A - ALTERNATOR INSTL-CONTROL, CFM56 Zone(s) 400 (Aug 01 - 19)Document3 pagesIPC - 01-Aug-2019 - FIG. 73-21-30-01A - ALTERNATOR INSTL-CONTROL, CFM56 Zone(s) 400 (Aug 01 - 19)Irfan05No ratings yet
- ViewpdfDocument3 pagesViewpdfSuman BajracharyaNo ratings yet
- UntitleddgcdDocument9 pagesUntitleddgcdCruz13No ratings yet
- JSJ026 Cambridge Sed RBS 6102 Jam Flow Aop 2022 Lte Rev ADocument87 pagesJSJ026 Cambridge Sed RBS 6102 Jam Flow Aop 2022 Lte Rev AAngel GutérrezNo ratings yet
- U2004-015-PYD-M04-T0288 Mechanical Data Sheet For Expansion Bellow Joint Rev 1ADocument14 pagesU2004-015-PYD-M04-T0288 Mechanical Data Sheet For Expansion Bellow Joint Rev 1ATommy ArjanggiNo ratings yet
- Weld Map GF Pwt1 J 36 6005Document89 pagesWeld Map GF Pwt1 J 36 6005mrinal.engg0202No ratings yet
- C5.8.2 (A) - Major Equipment ScheduleDocument3 pagesC5.8.2 (A) - Major Equipment ScheduleChung Kit Ho LeungNo ratings yet
- 2 WOG/2015/EFL/ETP/104: Page 1 of 3Document3 pages2 WOG/2015/EFL/ETP/104: Page 1 of 3Navneet SinghNo ratings yet
- GFC 600H Bell 505 STC Equipment List: Rotorcraft ODA-240087-CEDocument9 pagesGFC 600H Bell 505 STC Equipment List: Rotorcraft ODA-240087-CEAlex AnishchykNo ratings yet
- Het SB-090Document13 pagesHet SB-090Proar Aeronaves e Revisões Ltda. OficinaNo ratings yet
- GE Power India Limited Delivery Part List (Fabricated Items) (For Cs Material)Document12 pagesGE Power India Limited Delivery Part List (Fabricated Items) (For Cs Material)Simran singhNo ratings yet
- Design Basis For Ccr/Unit 02: SnamprogettiDocument2 pagesDesign Basis For Ccr/Unit 02: Snamprogettimohsen ranjbarNo ratings yet
- m0602-016-1Document1 pagem0602-016-1ajarekarga ajarekarNo ratings yet
- m0043 016 2 PDFDocument1 pagem0043 016 2 PDFajarekarga ajarekarNo ratings yet
- m0043 020 1 PDFDocument1 pagem0043 020 1 PDFajarekarga ajarekarNo ratings yet
- m0043 003 1 PDFDocument1 pagem0043 003 1 PDFajarekarga ajarekarNo ratings yet
- Inspection Release Inspection Release NoteDocument2 pagesInspection Release Inspection Release NoteSampa DeyNo ratings yet
- Process Acceptance Sign Off Sheet Dec 2011Document1 pageProcess Acceptance Sign Off Sheet Dec 2011Amit DangiNo ratings yet
- Chapter V Final ModuleDocument6 pagesChapter V Final ModuleLEA CORPUZNo ratings yet
- Sec 05100 - Structural SteelDocument10 pagesSec 05100 - Structural Steeltiju2005hereNo ratings yet
- 2021 Book AdvancesInConditionMonitoringADocument759 pages2021 Book AdvancesInConditionMonitoringAMUIN ABDULLAH-ALNo ratings yet
- ISO 9001 2015 Quality Manual: Virtual Market Solution LTDDocument24 pagesISO 9001 2015 Quality Manual: Virtual Market Solution LTDVIRTUAL MARKET SOLUTION LTD VMSLNo ratings yet
- MIL-F-18240D 25 February 197? Superseding MIL-F-18240C (ASG) 17 November 1967Document19 pagesMIL-F-18240D 25 February 197? Superseding MIL-F-18240C (ASG) 17 November 1967杜文欽No ratings yet
- Document No. 1-102 Rev. No. 0 Date 3-Sep-20 Sub-Vendor List & Categorization Plan For Chlorine Di-Oxide Plant PackageDocument1 pageDocument No. 1-102 Rev. No. 0 Date 3-Sep-20 Sub-Vendor List & Categorization Plan For Chlorine Di-Oxide Plant PackagepukhrajsoniNo ratings yet
- Final OBE LEA 3 SyllabusDocument10 pagesFinal OBE LEA 3 SyllabusCarl Ian ClaperoNo ratings yet
- Performance Monitoring and Coaching Journal: Republic of The Philippines Department of The Interior and Local GovernmentDocument14 pagesPerformance Monitoring and Coaching Journal: Republic of The Philippines Department of The Interior and Local GovernmentSanFabian Pangasinan Bfp RegionOneNo ratings yet
- Quality Assurance Plan: Page 1 of 2 Vendor: Pump Model: Project: Quantity: CustomerDocument4 pagesQuality Assurance Plan: Page 1 of 2 Vendor: Pump Model: Project: Quantity: CustomerDeepak UpadhyayNo ratings yet
- Coating ProcuduresDocument15 pagesCoating ProcuduresThinh NguyenNo ratings yet
- Glossary NDTDocument28 pagesGlossary NDTIoannis PapposNo ratings yet
- Training Manual For Mechanical Maintenance Personal: STD 4500/29,5x1,2Document63 pagesTraining Manual For Mechanical Maintenance Personal: STD 4500/29,5x1,2jhon omarNo ratings yet
- Agfa Film System Classification PDFDocument12 pagesAgfa Film System Classification PDFRajiv KumarNo ratings yet
- Saudi Aramco PresentationDocument20 pagesSaudi Aramco PresentationRatheesh VidyadharanNo ratings yet
- TCVN 5318-2001 Mobile Offshore Installation-Welding (EN) PDFDocument9 pagesTCVN 5318-2001 Mobile Offshore Installation-Welding (EN) PDFPushkar GopalNo ratings yet
- NEZYox 5 ODocument9 pagesNEZYox 5 OBouchra MrabetiNo ratings yet
- Lipin Raj S Address For Communication:: ResumeDocument4 pagesLipin Raj S Address For Communication:: ResumeShankker KumarNo ratings yet
- SIRE Inspections On Oil TankersDocument5 pagesSIRE Inspections On Oil Tankersrahmat jamilNo ratings yet
- Mil I 24768Document35 pagesMil I 24768Rahul Goud100% (1)
- FST S PSX 0052 2 - MAG MIG Welding Acceptance CriteriaDocument32 pagesFST S PSX 0052 2 - MAG MIG Welding Acceptance CriteriaGabriel Berce GabeberceNo ratings yet
- Iso 16232 2018Document15 pagesIso 16232 2018rp4391730No ratings yet
- Quality Plan AuditDocument5 pagesQuality Plan AuditRajan100% (1)
- PQP-BBP-Flexible Guide Posts PDFDocument6 pagesPQP-BBP-Flexible Guide Posts PDFMohamad RedzuanNo ratings yet
- Assessment - 3: Participate in Safe Food Handling PracticesDocument47 pagesAssessment - 3: Participate in Safe Food Handling PracticesNidhi Gupta100% (1)
- A 275 - A 275M - 98 Qti3ns05oaDocument7 pagesA 275 - A 275M - 98 Qti3ns05oaFadjar ZulkarnainNo ratings yet