Download as docx, pdf, or txt
You might also like
- Lamellar Graphite Cast Irons FGL 175HB - FGL 215HB - FGL 240HB Technical SpecificationsDocument4 pagesLamellar Graphite Cast Irons FGL 175HB - FGL 215HB - FGL 240HB Technical Specificationsyusuf tolga öksüz100% (1)
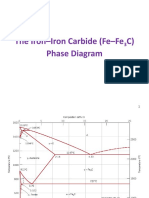
- The Iron-Iron Carbide (Fe-Fe C) Phase DiagramDocument32 pagesThe Iron-Iron Carbide (Fe-Fe C) Phase DiagramNisaNo ratings yet
- Sheet Metal FabricationDocument70 pagesSheet Metal Fabricationnjsoffice33% (6)
- Continuous Casting MachineDocument10 pagesContinuous Casting MachineHeet Patel0% (1)
- Manufacturing Processes: ME 335 432 Lecture #5Document60 pagesManufacturing Processes: ME 335 432 Lecture #5emieel reegisNo ratings yet
- Module 3 Lecture 3 FinalDocument15 pagesModule 3 Lecture 3 Finaltejap314No ratings yet
- ExtrusionDocument20 pagesExtrusionAakash Singh100% (5)
- Sheet Metal OperationsDocument27 pagesSheet Metal OperationsbmvinayNo ratings yet
- Forming Process of FastenersDocument14 pagesForming Process of FastenersTaner DemirelNo ratings yet
- Extrusion FundamentalsDocument5 pagesExtrusion FundamentalsJoNo ratings yet
- Lecture-14 Sheet Metal Forming ProcessesDocument34 pagesLecture-14 Sheet Metal Forming ProcessesDida KhalingNo ratings yet
- Fundamental of ExtrusionDocument28 pagesFundamental of Extrusion6014649No ratings yet
- Metal DeformationDocument12 pagesMetal Deformationm4366321No ratings yet
- Unit-4 Sheet Metal ProcessDocument39 pagesUnit-4 Sheet Metal ProcessKarthikeyan Murugananthan100% (6)
- L13-Rolling of MetalsDocument32 pagesL13-Rolling of MetalsAbirHasan100% (1)
- Extrusion ProcessesDocument6 pagesExtrusion ProcessesSreejith VaneryNo ratings yet
- Extrusion Operations: ExperimentDocument9 pagesExtrusion Operations: Experimentzainikamal1975No ratings yet
- Extrusion processDocument43 pagesExtrusion processhmahussNo ratings yet
- Fundamentals of Extrusion: © 2000 ASM International. All Rights Reserved. Aluminum Extrusion Technology (#06826G)Document29 pagesFundamentals of Extrusion: © 2000 ASM International. All Rights Reserved. Aluminum Extrusion Technology (#06826G)robertNo ratings yet
- Design of Sheet Metal Working ToolsDocument38 pagesDesign of Sheet Metal Working ToolsAsef ShahriarNo ratings yet
- Extrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - ADocument6 pagesExtrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - AchandanNo ratings yet
- ExtrusionDocument9 pagesExtrusionshreyasgateshoppingNo ratings yet
- ExtrusionDocument5 pagesExtrusionklawsis100% (1)
- Module 5 Extrusion Lecture 1Document10 pagesModule 5 Extrusion Lecture 1Ashrav GuptaNo ratings yet
- Mt1 Unit 4 NotesDocument11 pagesMt1 Unit 4 Notesvelavansu100% (1)
- Tooth Paste-ExtrusionDocument6 pagesTooth Paste-ExtrusionEaswaran NampoothiriNo ratings yet
- Extrusion: For The Process That Creates Volcanic Rock, SeeDocument20 pagesExtrusion: For The Process That Creates Volcanic Rock, SeePraveen KumarNo ratings yet
- Sheet Metal FabricationDocument70 pagesSheet Metal Fabricationhsemarg100% (5)
- UntitledDocument39 pagesUntitledsasikumarNo ratings yet
- Fabrication of Automatic Spring Rolling MachineDocument45 pagesFabrication of Automatic Spring Rolling MachineANAND KRISHNANNo ratings yet
- Presses & Press Work 2Document27 pagesPresses & Press Work 2Sahil ShethNo ratings yet
- Bending ProcessDocument23 pagesBending Processmaitoravi78No ratings yet
- A Technical Seminar Rreport On Extrusion: Prateek Raj Roll No.Document18 pagesA Technical Seminar Rreport On Extrusion: Prateek Raj Roll No.Sam SachanNo ratings yet
- Extrusion and DrawingDocument9 pagesExtrusion and Drawingdema_dias0% (1)
- ExtrusionDocument9 pagesExtrusionOdebiyi StephenNo ratings yet
- Countinous CastingDocument7 pagesCountinous Castingandreasgorga100% (1)
- Die Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingDocument30 pagesDie Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingAmitNo ratings yet
- 15 Sheet Metal Bending and Forming ProcessesDocument2 pages15 Sheet Metal Bending and Forming ProcessesHamada HamadaNo ratings yet
- Lecture 5Document11 pagesLecture 5sajerehab1122No ratings yet
- Assignment 6Document3 pagesAssignment 6Ishaan IslamNo ratings yet
- Steel - Continuous CastingDocument11 pagesSteel - Continuous CastingAli AzharNo ratings yet
- Burnishing Is A Process by Which A Smooth Hard Tool (UsingDocument9 pagesBurnishing Is A Process by Which A Smooth Hard Tool (UsingΒασίλης ΜπουντιούκοςNo ratings yet
- CCMDocument10 pagesCCMHeet PatelNo ratings yet
- ExtrusionDocument11 pagesExtrusionzidaaanNo ratings yet
- Me6302 MT Mech Iiist Au Unit IVDocument36 pagesMe6302 MT Mech Iiist Au Unit IVrahulNo ratings yet
- Metal FormingDocument33 pagesMetal FormingSamir KhNo ratings yet
- Rolling of MetalsDocument28 pagesRolling of MetalsSaiful Islam100% (1)
- Forging of MetalsDocument31 pagesForging of MetalsSaiful IslamNo ratings yet
- Mechanical ForgingDocument17 pagesMechanical Forgingjjonesche2100% (1)
- Sheet Metal Forming ProcessDocument50 pagesSheet Metal Forming ProcessSasikumar BalasubramanianNo ratings yet
- Drop ForgingDocument5 pagesDrop ForgingVishnu Attitude CountsNo ratings yet
- Metal Forming Lect 6Document35 pagesMetal Forming Lect 6e22mecu0009No ratings yet
- BendingDocument11 pagesBendingSujit MuleNo ratings yet
- Cold FormingDocument7 pagesCold FormingglaxionNo ratings yet
- Assignment 7 Group 4Document5 pagesAssignment 7 Group 4jowzNo ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- EnDOtec 310Document2 pagesEnDOtec 310EdwinNo ratings yet
- Material Standards and Committees For The International Oil & Gas IndustryDocument40 pagesMaterial Standards and Committees For The International Oil & Gas Industrydenstar silalahiNo ratings yet
- Gas WeldingDocument22 pagesGas WeldingranNo ratings yet
- Acrolloy 7Document2 pagesAcrolloy 7Thillai RajanNo ratings yet
- A Quick Guide To Suitable Welding Consumables For Heat-Resistant Low-Alloy SteelDocument6 pagesA Quick Guide To Suitable Welding Consumables For Heat-Resistant Low-Alloy SteelAhmed GamalNo ratings yet
- Brochure SawmillDocument2 pagesBrochure SawmillVishal ShirsatNo ratings yet
- Group: 1: Name: Ziad Mohamed Ahmed MohamedDocument6 pagesGroup: 1: Name: Ziad Mohamed Ahmed MohamedziadNo ratings yet
- ISH2017 - 153.diseño Optimizado de Aisladores de Alta Tensión Con Respecto A La Contaminación Extrema para Las Zonas Costeras de América Del SurDocument6 pagesISH2017 - 153.diseño Optimizado de Aisladores de Alta Tensión Con Respecto A La Contaminación Extrema para Las Zonas Costeras de América Del SurCristianNo ratings yet
- Lect 9. Steel Classification and PropertiesDocument28 pagesLect 9. Steel Classification and PropertiesRio BuiNo ratings yet
- Pages From SAES-H-001-5Document1 pagePages From SAES-H-001-5mohammed s fawabNo ratings yet
- Hot and Cold Working ProcessesDocument11 pagesHot and Cold Working ProcessesKunal BorkarNo ratings yet
- Types of FlangesDocument35 pagesTypes of FlangesBibekNo ratings yet
- Inspection & Testing Requirements: ScopeDocument1 pageInspection & Testing Requirements: ScopeSamiNo ratings yet
- Cold Finished Stainless Steel Tube Technology Flow Chart: PilgeringDocument6 pagesCold Finished Stainless Steel Tube Technology Flow Chart: PilgeringGonzalo MazaNo ratings yet
- 5 GtawDocument45 pages5 GtawPutra Daha PratamaNo ratings yet
- Heat Treatment ProcessesDocument7 pagesHeat Treatment Processessonu100% (1)
- Swi Q7 & UpDocument10 pagesSwi Q7 & UppaulNo ratings yet
- AA 6063 T6 Aluminium AlloyDocument68 pagesAA 6063 T6 Aluminium AlloySantosh PatelNo ratings yet
- Materials and Processes Quiz 2Document7 pagesMaterials and Processes Quiz 2RuthNo ratings yet
- Corrosion Control - Lec2Document27 pagesCorrosion Control - Lec2yamen sayedNo ratings yet
- GEOMET® 720HP - NOF Metal Coatings Asia PacificDocument4 pagesGEOMET® 720HP - NOF Metal Coatings Asia PacificawadNo ratings yet
- Fce 331 Slides Set 1Document25 pagesFce 331 Slides Set 1FARAH HASSAN ALINo ratings yet
- Iare - MP - Lecture NotesDocument47 pagesIare - MP - Lecture NotesMayank SharmaNo ratings yet
- MD Reading 3 4Document96 pagesMD Reading 3 4asapamoreNo ratings yet
- StandardsDocument13 pagesStandardsSeth Aboagye JnrNo ratings yet
- Rotary Friction Welding Review.Document24 pagesRotary Friction Welding Review.senthil muruganNo ratings yet
- Asme B31.3 - Coef C-1Document4 pagesAsme B31.3 - Coef C-1joaquin torrano veraNo ratings yet
- 2 - BDS5034 Wrought WiresDocument41 pages2 - BDS5034 Wrought WiresNouraHabiba28No ratings yet