Download as pdf or txt
You might also like
- Volvo 240, Manual (1) Service and MaintainceDocument88 pagesVolvo 240, Manual (1) Service and MaintainceMyselvf84% (32)
- Switching Power Supply Design: A Concise Practical HandbookFrom EverandSwitching Power Supply Design: A Concise Practical HandbookNo ratings yet
- TDA7293Document12 pagesTDA7293Radulescu LucianNo ratings yet
- Bm-Loptb Bohn CoolersDocument20 pagesBm-Loptb Bohn CoolersEdgar Josue C. CosNo ratings yet
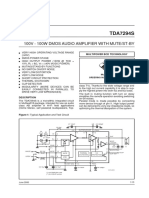
- 120V - 100W Dmos Audio Amplifier With Mute/St-By: Multipower BCD TechnologyDocument13 pages120V - 100W Dmos Audio Amplifier With Mute/St-By: Multipower BCD TechnologyvetchboyNo ratings yet
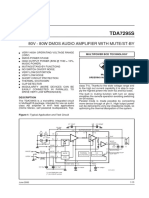
- TDA7295S: 80V - 80W Dmos Audio Amplifier With Mute/St-ByDocument13 pagesTDA7295S: 80V - 80W Dmos Audio Amplifier With Mute/St-ByLucio DeschiNo ratings yet
- Datasheet TDA7294S - DatasheetDocument13 pagesDatasheet TDA7294S - DatasheetFrancisco BelchiorNo ratings yet
- Sve Bulletin: F-Series Super Duty With 6.0L Diesel Dual To Single Alternator ConversionsDocument3 pagesSve Bulletin: F-Series Super Duty With 6.0L Diesel Dual To Single Alternator ConversionssergioNo ratings yet
- Wankel Engines As Steam Expanders: Design ConsiderationsDocument14 pagesWankel Engines As Steam Expanders: Design ConsiderationsbanstalaNo ratings yet
- DatasheetDocument6 pagesDatasheetnaveed161No ratings yet
- TDA7293 Audio AMP - Data SheetDocument15 pagesTDA7293 Audio AMP - Data Sheetmilanbrkljaca.zdNo ratings yet
- Tnc 135 Точка По ТочкаDocument21 pagesTnc 135 Точка По ТочкаaLexusNo ratings yet
- Addendum For L1000A Technical Manual: Yaskawa Europe GMBH 1Document89 pagesAddendum For L1000A Technical Manual: Yaskawa Europe GMBH 1m.alfarez87gmail.comNo ratings yet
- Schematics-All k200 InnovetDocument16 pagesSchematics-All k200 InnovetCantave SidnyNo ratings yet
- National Auto Lock Service, NC: ChevroletDocument36 pagesNational Auto Lock Service, NC: ChevroletAlejandro Ponton TrabajosNo ratings yet
- D D D D D D: Description/ordering InformationDocument11 pagesD D D D D D: Description/ordering InformationSandro RodrigoNo ratings yet
- Generals Electric: InstructionsDocument4 pagesGenerals Electric: Instructionsalex pardoNo ratings yet
- Manual Air Band ReceiverDocument8 pagesManual Air Band Receiverdp500100% (1)
- Código: 984031 Motc - PANASONIC-CSC903H8K-12HP-PARALELO-: Section 1. General SpecificationsDocument13 pagesCódigo: 984031 Motc - PANASONIC-CSC903H8K-12HP-PARALELO-: Section 1. General SpecificationsAnonymous uEOZ7raPkzNo ratings yet
- S001 SYSTIMAX Link Loss Calculator Dec 17Document8 pagesS001 SYSTIMAX Link Loss Calculator Dec 17Jose MezaNo ratings yet
- ISO 11519-3-1994 + Amd1-1995 ScanDocument117 pagesISO 11519-3-1994 + Amd1-1995 ScansolalehNo ratings yet
- Reductoare Conico Cilindrice CHODocument33 pagesReductoare Conico Cilindrice CHOEduard PeperigeanuNo ratings yet
- STP75NF68 MOSFET Datasheet PDFDocument12 pagesSTP75NF68 MOSFET Datasheet PDFmemo alfaisalNo ratings yet
- AN-1349 LM34910 Evaluation Board: User's GuideDocument5 pagesAN-1349 LM34910 Evaluation Board: User's GuiderolandseNo ratings yet
- Synchronous-Rectified Buck MOSFET Drivers: General Description FeaturesDocument12 pagesSynchronous-Rectified Buck MOSFET Drivers: General Description FeaturesFlavianoSilvaNo ratings yet
- BigmufpiDocument4 pagesBigmufpinene_guitarNo ratings yet
- COMPAL LA 3301P IBQ00 REV 1.0 (ComunidadeTecnica - Com.br)Document59 pagesCOMPAL LA 3301P IBQ00 REV 1.0 (ComunidadeTecnica - Com.br)Carlos Tome De SousaNo ratings yet
- Emco Winnc Heidenhain TNC 426 Conversational The Emco Winnc Heidenhain TNC 426Document282 pagesEmco Winnc Heidenhain TNC 426 Conversational The Emco Winnc Heidenhain TNC 426AyoubNo ratings yet
- Document 8 PDFDocument4 pagesDocument 8 PDFLuis Miguel Esquivel SequeiraNo ratings yet
- Archive: DatasheetDocument11 pagesArchive: DatasheetSo Was RedNo ratings yet
- DTC123J UtcDocument4 pagesDTC123J UtcAnderson GomesNo ratings yet
- 22A Manual TransaxleDocument14 pages22A Manual TransaxleRolly CebanesNo ratings yet
- Sanyo Em-800t Ts SMDocument13 pagesSanyo Em-800t Ts SMNarci EdsonNo ratings yet
- C Ele Lay 700 30938 0Document1 pageC Ele Lay 700 30938 0bensaadallah ahmedNo ratings yet
- Example of Connection To Machine Controller MP2¡¡¡Document8 pagesExample of Connection To Machine Controller MP2¡¡¡Đạt Trương TuấnNo ratings yet
- MB 22 Service ID2443Document13 pagesMB 22 Service ID2443fdom731No ratings yet
- Less Than Three Vendors of RdsoDocument11 pagesLess Than Three Vendors of RdsoYOU COMFY YOU LOSENo ratings yet
- Flame Retardant Brochure Rail-Site WebDocument16 pagesFlame Retardant Brochure Rail-Site Webdenshul49No ratings yet
- T12000 Series: MODEL NO. - Part NoDocument29 pagesT12000 Series: MODEL NO. - Part Nocesar100% (1)
- Synchronous-Rectified Buck MOSFET Drivers: General Description FeaturesDocument11 pagesSynchronous-Rectified Buck MOSFET Drivers: General Description FeaturesDaniel Norberto DemariaNo ratings yet
- 27 C 16Document8 pages27 C 161webdomainNo ratings yet
- REDD47 Amp SchemDocument1 pageREDD47 Amp SchemSigg KeyoNo ratings yet
- Obsolete Product(s) - Obsolete Product(s)Document10 pagesObsolete Product(s) - Obsolete Product(s)raveendraNo ratings yet
- Tba810s SGSDocument6 pagesTba810s SGSjosue sotoNo ratings yet
- Obsolete Product(s) - Obsolete Product(s) : Stp3Hnk90Z Stf3Hnk90ZDocument15 pagesObsolete Product(s) - Obsolete Product(s) : Stp3Hnk90Z Stf3Hnk90ZHenry SalasNo ratings yet
- Sparing of Material GR 294 To Gati Shakti BangaloreDocument4 pagesSparing of Material GR 294 To Gati Shakti Bangaloretejanath.gtrNo ratings yet
- Contact Block EatonDocument2 pagesContact Block EatonsydifiaNo ratings yet
- E05 OHL-1 CT (Modified)Document3 pagesE05 OHL-1 CT (Modified)arunNo ratings yet
- SC91710A and SC91710BDocument19 pagesSC91710A and SC91710BbrsdiveNo ratings yet
- Valleylab Force FX C Schematics SupplementDocument24 pagesValleylab Force FX C Schematics SupplementAsad AhmedNo ratings yet
- Al Zoura Load Schelude-Rev-01 - (Actual Ac Load)Document1 pageAl Zoura Load Schelude-Rev-01 - (Actual Ac Load)haseebamerNo ratings yet
- Sylvania Price Schedule Contractor 8-83Document14 pagesSylvania Price Schedule Contractor 8-83Alan MastersNo ratings yet
- Gdi Uns881 107542Document11 pagesGdi Uns881 107542Nguyen Duc NhaNo ratings yet
- Telwin Technica Tig-155 SMDocument20 pagesTelwin Technica Tig-155 SMjimmy osorioNo ratings yet
- Sony KV 25R2E Service ID5145 PDFDocument7 pagesSony KV 25R2E Service ID5145 PDF081075No ratings yet
- LM358Document7 pagesLM358doni satriaNo ratings yet
- SKM C30820123009461Document2 pagesSKM C30820123009461xyzNo ratings yet
- Global Service Way - Technical InformationDocument1 pageGlobal Service Way - Technical InformationAsd ManNo ratings yet
- Analog Dialogue, Volume 48, Number 1: Analog Dialogue, #13From EverandAnalog Dialogue, Volume 48, Number 1: Analog Dialogue, #13Rating: 4 out of 5 stars4/5 (1)
- KD Series Engines: For Industrial Power SystemsDocument20 pagesKD Series Engines: For Industrial Power SystemsMaximiliano Sanchez0% (1)
- 2004 Dodge Durango Service ManualDocument20 pages2004 Dodge Durango Service Manualwesley100% (65)
- Brake System: Specifications Structure and FunctionsDocument15 pagesBrake System: Specifications Structure and FunctionsBeelisame JimenezNo ratings yet
- Product - Manual - HURST Quijadas de La VidaDocument36 pagesProduct - Manual - HURST Quijadas de La Vidaangel017No ratings yet
- 1 1162174043120135573Document8 pages1 1162174043120135573Phạm Hà TiếnNo ratings yet
- Cvs - Repairing MB Transmission G 60 / G 85 and ZF Transmission S 5-42Document70 pagesCvs - Repairing MB Transmission G 60 / G 85 and ZF Transmission S 5-42Linio Calixto De JesusNo ratings yet
- Specification Sheet - of Existing YSD NB SPD Trolley ModificationDocument5 pagesSpecification Sheet - of Existing YSD NB SPD Trolley ModificationRakesh YadavNo ratings yet
- Mep Specifications - 2Document20 pagesMep Specifications - 2Imran AzizNo ratings yet
- Downloaded From Manuals Search EngineDocument178 pagesDownloaded From Manuals Search EngineAdrian SerbanNo ratings yet
- LG625DY 50Hz DP180LADocument4 pagesLG625DY 50Hz DP180LAKhủng Long ConNo ratings yet
- Labelling Line Saturno 1T: Instruction ManualDocument126 pagesLabelling Line Saturno 1T: Instruction ManualSantiago Ivan Pascual PanduroNo ratings yet
- AY 20AM, 25AM, 30AM, 36AM, 41AM JLG Parts EnglishDocument196 pagesAY 20AM, 25AM, 30AM, 36AM, 41AM JLG Parts EnglishJaring Prima TeknikNo ratings yet
- 2-8 Especifiaciones Mayores ComponentesDocument4 pages2-8 Especifiaciones Mayores Componenteslevinton jose tobias genesNo ratings yet
- Chapter 6 LubricationDocument24 pagesChapter 6 Lubricationchala nigussieNo ratings yet
- Case 4Document8 pagesCase 4echonNo ratings yet
- CARPROG CR16 Airbag ManualDocument9 pagesCARPROG CR16 Airbag ManualJorge Antonio GuillenNo ratings yet
- Free Standing - Korea - R410a - CARRIERDocument13 pagesFree Standing - Korea - R410a - CARRIERWarish AliNo ratings yet
- Title: Turbocharger Model Number: S650 Serial Number: B4SZ11001 & AboveDocument38 pagesTitle: Turbocharger Model Number: S650 Serial Number: B4SZ11001 & AboveIbrahim AhmedNo ratings yet
- Fuelpak DynaDocument2 pagesFuelpak DynaFredy SjafredyNo ratings yet
- J K TyrefinalprojectDocument21 pagesJ K TyrefinalprojectIndu TindwaniNo ratings yet
- Mercedes - 220 - Workshop Manual - 1994 - 1995 - 2Document13,111 pagesMercedes - 220 - Workshop Manual - 1994 - 1995 - 2Juan Harmond Bambang Wirawan100% (1)
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document23 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768electricista85100% (2)
- BMW Vs MercedesDocument76 pagesBMW Vs MercedesRaj Kumar0% (1)
- Bolt Size & Torque TableDocument5 pagesBolt Size & Torque TableFirman andikaNo ratings yet
- Machinery Used in Const.Document18 pagesMachinery Used in Const.Tanuja Naryal100% (1)
- Lennox - Mini Split - 16 SEER - T - 24KDocument3 pagesLennox - Mini Split - 16 SEER - T - 24KruyNo ratings yet
- Student Details and Declaration: Student Name Student ID Number Unit Start Date Unit End DateDocument22 pagesStudent Details and Declaration: Student Name Student ID Number Unit Start Date Unit End DatesgvfnbfhgNo ratings yet
- DSSDDocument490 pagesDSSDAhmad AbdNo ratings yet
- Steering SystemDocument28 pagesSteering SystemŽeljko ČokoNo ratings yet
- Fuel Consumption MeterDocument2 pagesFuel Consumption MeterBroiltechNo ratings yet