Download as docx, pdf, or txt
You might also like
- Afloat 1Document318 pagesAfloat 1Matthaios SkantrzourakisNo ratings yet
- Pipefitting Full Curriculum Rev2.1Document618 pagesPipefitting Full Curriculum Rev2.1sean100% (2)
- Introduction To WeldingDocument192 pagesIntroduction To WeldingMirtunjay Kumar88% (8)
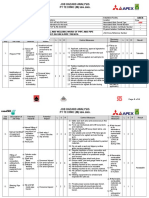
- JSA Fitting and Welding Work For Pipe Trench InstalationDocument6 pagesJSA Fitting and Welding Work For Pipe Trench InstalationVishnu VijayanNo ratings yet
- Gouging ProcedureDocument11 pagesGouging Procedurealizadeh222275% (4)
- Mech Mod 4Document82 pagesMech Mod 4brave playerNo ratings yet
- Arc Welding Processes w3Document73 pagesArc Welding Processes w3snananrNo ratings yet
- Welding 2 PDFDocument7 pagesWelding 2 PDFPratyush BhattacharyaNo ratings yet
- 1-Properties and Classification of Welding ProcessesDocument10 pages1-Properties and Classification of Welding ProcessesabastosuaptNo ratings yet
- 15 MM 74Document28 pages15 MM 74Sravan Kumar50No ratings yet
- Work Shop Pratice - MyDocument8 pagesWork Shop Pratice - MyTaran TulaNo ratings yet
- Welding Upto Gas WeldingDocument26 pagesWelding Upto Gas WeldingNabankur RayNo ratings yet
- Welding and Cutting ProcessDocument60 pagesWelding and Cutting Processquiron2010100% (1)
- Welding and Joining Process: Basic Concept of WeldingDocument7 pagesWelding and Joining Process: Basic Concept of WeldingNaresh kumarNo ratings yet
- Joining or Fabrication MethodsDocument45 pagesJoining or Fabrication MethodsAman SarfarazNo ratings yet
- Types of WeldingDocument10 pagesTypes of WeldingMuhammad Tauseef ZafarNo ratings yet
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingDocument96 pages3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarNo ratings yet
- (EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Document10 pages(EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Ahmed Shaban KotbNo ratings yet
- Welding ProcessesDocument68 pagesWelding Processesrizvee.pdb21No ratings yet
- Welding Upto Gas WeldingDocument26 pagesWelding Upto Gas Weldingrams789No ratings yet
- The Importance of Shipboard Welding in Preserving TrimDocument34 pagesThe Importance of Shipboard Welding in Preserving TrimJhudiel Carlo AndoyNo ratings yet
- Unit II - mt1Document24 pagesUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- About Welding Process 46Document1 pageAbout Welding Process 46XerexNo ratings yet
- Welding DS8Document105 pagesWelding DS8Anuj Verma100% (1)
- Weldingprocesses - (2-1) (Compatibility Mode)Document51 pagesWeldingprocesses - (2-1) (Compatibility Mode)mohamed al-amirNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- WeldingDocument90 pagesWeldingAnesu ZirerezaNo ratings yet
- Takoradi PolytechnicDocument62 pagesTakoradi PolytechnicMichael Castro AbuduNo ratings yet
- Introduction To Mechanical EngineeringDocument32 pagesIntroduction To Mechanical Engineeringbranest2No ratings yet
- Test 2 Material SelectionDocument6 pagesTest 2 Material Selectionsilent spritsNo ratings yet
- Sonargaon University Shop 160 Welding-1: Prepared by Zayed AhmedDocument23 pagesSonargaon University Shop 160 Welding-1: Prepared by Zayed Ahmedদুর্জয় দুর্বারNo ratings yet
- Oxy Acetylene WeldingDocument5 pagesOxy Acetylene WeldingBreem SirajNo ratings yet
- 2-Shielded Metal Arc Welding (Smaw)Document14 pages2-Shielded Metal Arc Welding (Smaw)abastosuaptNo ratings yet
- Ajp Module-2Document75 pagesAjp Module-2Naveen S BasandiNo ratings yet
- Welding Notes (MT - 5th Sem)Document15 pagesWelding Notes (MT - 5th Sem)shivam kumarNo ratings yet
- Exothermic Welding: HistoryDocument3 pagesExothermic Welding: HistoryPratap VeerNo ratings yet
- Exothermic Welconnection Strip-Tape ConectionDocument9 pagesExothermic Welconnection Strip-Tape ConectionBenny HillNo ratings yet
- Exothermic Welconnection Copper Strip To RebarDocument8 pagesExothermic Welconnection Copper Strip To RebarBenny HillNo ratings yet
- Exothermic Weld Connection Cable To RebarDocument8 pagesExothermic Weld Connection Cable To RebarBenny HillNo ratings yet
- Lab 6 Gas and Arc Welding: Submitted by Ahmed Suliman Altuwiajri 429105740 Supervised by Eng. SameerDocument17 pagesLab 6 Gas and Arc Welding: Submitted by Ahmed Suliman Altuwiajri 429105740 Supervised by Eng. SameerAhmed SulimanNo ratings yet
- Thermite Welding PDFDocument4 pagesThermite Welding PDFAmiableimpexNo ratings yet
- Soldering, Brazing & WeldingDocument52 pagesSoldering, Brazing & WeldingChandrakantha K100% (1)
- Unit Ii Joining Processes: WeldingDocument33 pagesUnit Ii Joining Processes: WeldingRaja NaikNo ratings yet
- Exothermic Welconnection Copper Strip To Ground RodDocument8 pagesExothermic Welconnection Copper Strip To Ground RodBenny HillNo ratings yet
- Casing ProcessDocument18 pagesCasing ProcessManeesh TNo ratings yet
- Hazards in Welding CuttingDocument18 pagesHazards in Welding CuttingZubair SoomroNo ratings yet
- Unit 2: Manufacturing ProcessesDocument93 pagesUnit 2: Manufacturing Processesharshaggarwalofficial1No ratings yet
- Welding ElectrodesDocument48 pagesWelding ElectrodesPelin Aybay100% (1)
- 1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryDocument17 pages1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryMohit GodiaNo ratings yet
- WeldingDocument7 pagesWeldingJuanNo ratings yet
- Me 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiDocument53 pagesMe 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiparthibankNo ratings yet
- Welding: 6 Group PDF ReportDocument20 pagesWelding: 6 Group PDF ReportBlake HendersonNo ratings yet
- WeldingDocument23 pagesWeldingRashedul AlamNo ratings yet
- 3a WeldingDocument51 pages3a WeldingArvind GiridharNo ratings yet
- SAW_SEPL_2020-21Document23 pagesSAW_SEPL_2020-21Kunal ParikhNo ratings yet
- Arc WeldingDocument26 pagesArc WeldingAkshay PadekarNo ratings yet
- Welding Notes 0Document70 pagesWelding Notes 0Azmeer Mohamed100% (1)
- PressedDocument30 pagesPressedShantanu SinghNo ratings yet
- WeldingDocument28 pagesWeldingShahdan DahlanNo ratings yet
- Joining MethodsDocument15 pagesJoining MethodsAliyu Ibrahim SalihuNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- CSWIP 3 1 Exam Question and AnswersDocument23 pagesCSWIP 3 1 Exam Question and AnswersIyappan Balu100% (1)
- Oxygen O-40 Filling: Gases, Refrigerants and CylindersDocument2 pagesOxygen O-40 Filling: Gases, Refrigerants and CylindersRani NoumanNo ratings yet
- 294 - 327 WELDINGPages From Interpreting Engineering Drawings (PDFDrive)Document34 pages294 - 327 WELDINGPages From Interpreting Engineering Drawings (PDFDrive)premchandeNo ratings yet
- Pune Summer Training ReportDocument34 pagesPune Summer Training ReportGaurav giriNo ratings yet
- MoS For Piping Support InstallationDocument19 pagesMoS For Piping Support Installationilliasuddin100% (1)
- #006 Hot Work Cutting Above Deck-01-03-10Document4 pages#006 Hot Work Cutting Above Deck-01-03-10Tolias EgwNo ratings yet
- BrazingDocument115 pagesBrazingcheveresan123No ratings yet
- WTDocument299 pagesWTrsarunprasathNo ratings yet
- LEEA Correspondence Courses: Assignment 1.10Document6 pagesLEEA Correspondence Courses: Assignment 1.10ikponmwonsaNo ratings yet
- Welding 4 Course SyllabusDocument5 pagesWelding 4 Course Syllabusapi-272067539100% (1)
- DJJ10022 Report (Sir Amri)Document6 pagesDJJ10022 Report (Sir Amri)Muhd Imran Kasyidi OmarNo ratings yet
- Digital Welding Solutions - Trouble-Shooting TPS UnitsDocument9 pagesDigital Welding Solutions - Trouble-Shooting TPS UnitsJoshua Clark0% (1)
- Table 6 - Mechanical Products PDFDocument18 pagesTable 6 - Mechanical Products PDFSharad NanapureNo ratings yet
- CTS Welder (Pipe) NSQFDocument33 pagesCTS Welder (Pipe) NSQFzaki amNo ratings yet
- Maint Mech Chem Plant.150164641Document29 pagesMaint Mech Chem Plant.150164641swami061009No ratings yet
- CTS WELDER (FABRICATION and FITTING) - NSQF PDFDocument45 pagesCTS WELDER (FABRICATION and FITTING) - NSQF PDFOnur oskay SaatçiNo ratings yet
- Workshop ManualDocument60 pagesWorkshop ManualRishu pandey100% (1)
- VP-2025JV0P10083-000-O94-001 - 1 - (Installation Manuals)Document32 pagesVP-2025JV0P10083-000-O94-001 - 1 - (Installation Manuals)Vasilica BarbarasaNo ratings yet
- Kiln Consumable SpareDocument2 pagesKiln Consumable SpareAMCFC BlueNo ratings yet
- Is 2751 1979 PDFDocument41 pagesIs 2751 1979 PDFjaianit89No ratings yet
- CNC-Cutting-Solutions CNC Controller For Cutting Machines WebDocument16 pagesCNC-Cutting-Solutions CNC Controller For Cutting Machines Webismet hyseniNo ratings yet
- TUG LA GSR 9 Gas Welding & Cutting Equipment InspectorDocument2 pagesTUG LA GSR 9 Gas Welding & Cutting Equipment Inspectorridhwaan singhNo ratings yet
- PW Bro Mig Mag Welding Torches enDocument12 pagesPW Bro Mig Mag Welding Torches enjfbbhhzzqvNo ratings yet
- Diesel MechanicDocument12 pagesDiesel MechanicShiva Sankar BeharaNo ratings yet
- M - ENG - DIS v1.1Document96 pagesM - ENG - DIS v1.1Ahmed Emad Ahmed100% (1)
- Las Tle Smaw 9 - Q1 - W4-6Document11 pagesLas Tle Smaw 9 - Q1 - W4-6Daryl TesoroNo ratings yet