Download as pdf or txt
You might also like
- Life Cycle Assessment of Pyrolysis, Gasification and Incineration Waste-To-Energy Technologies: Theoretical Analysis and Case Study of Commercial PlantsDocument10 pagesLife Cycle Assessment of Pyrolysis, Gasification and Incineration Waste-To-Energy Technologies: Theoretical Analysis and Case Study of Commercial Plantsvitor_alberto_7No ratings yet
- A Review of Conventional and Exergetic Life Cycle Assessments of Organic Rankine Cycle Plants Exploiting Various Low-Temperature Energy ResourcesDocument12 pagesA Review of Conventional and Exergetic Life Cycle Assessments of Organic Rankine Cycle Plants Exploiting Various Low-Temperature Energy ResourcesMohamed ShawkyNo ratings yet
- Application of Machine Learning in Anaerobic Digestion: Perspectives and ChallengesDocument46 pagesApplication of Machine Learning in Anaerobic Digestion: Perspectives and ChallengesMarwa SamierNo ratings yet
- Journal Pre-Proof: Journal of Cleaner ProductionDocument46 pagesJournal Pre-Proof: Journal of Cleaner Productionmiss ujjanNo ratings yet
- Brito Espino2020Document11 pagesBrito Espino2020Antonio SánchezNo ratings yet
- Recovery of PolyhydroxyalkanoatesDocument45 pagesRecovery of PolyhydroxyalkanoatesChristhy Vanessa Ruiz MadroñeroNo ratings yet
- 1 s2.0 S096085241401863X MainDocument7 pages1 s2.0 S096085241401863X MainAmit Kumar ChaurasiaNo ratings yet
- Energy Conversion and Management: XDocument10 pagesEnergy Conversion and Management: X719594 719594No ratings yet
- Economic An EnviromentalDocument11 pagesEconomic An EnviromentalHow Jie WeiNo ratings yet
- Techno-Economic and Exergoeconomic Analysis of A Microcogeneration System For A Residential UseDocument12 pagesTechno-Economic and Exergoeconomic Analysis of A Microcogeneration System For A Residential UseAlvaro Antonio Ochoa VillaNo ratings yet
- Synthesis and Design of Multiphase Chemical and Biochemical ReactorsDocument5 pagesSynthesis and Design of Multiphase Chemical and Biochemical ReactorsmokasiniNo ratings yet
- (2014) Technology Analysis of Integrated Biorefineries Through Process Simulation and Hybrid OptimizationDocument15 pages(2014) Technology Analysis of Integrated Biorefineries Through Process Simulation and Hybrid OptimizationNakao SakurabaNo ratings yet
- 1 s2.0 S0306261918315538 MainDocument12 pages1 s2.0 S0306261918315538 MainWei WangNo ratings yet
- Revised Manuscript JFOODENG D 12 01667 SubmittedDocument27 pagesRevised Manuscript JFOODENG D 12 01667 SubmittedYeu AnhNo ratings yet
- Bio SciDocument138 pagesBio ScimnyumbanyiruNo ratings yet
- Va Denbo 2016Document12 pagesVa Denbo 2016FitaTriWantikaNo ratings yet
- A New Mass Based Discretized Population Balance Model For Preci - 2019 - Water RDocument16 pagesA New Mass Based Discretized Population Balance Model For Preci - 2019 - Water RLeynard NatividadNo ratings yet
- 2 - Modeling and Genetic Algorithm-Based Multi-Objective Optimization of The MED-TVC Desalination SystemDocument18 pages2 - Modeling and Genetic Algorithm-Based Multi-Objective Optimization of The MED-TVC Desalination SystemrNo ratings yet
- Ket Zer 2018Document11 pagesKet Zer 2018Teresa MataNo ratings yet
- 1 s2.0 S2590174522001581 MainDocument6 pages1 s2.0 S2590174522001581 Mainanthony5762docNo ratings yet
- Resources 07 00039 PDFDocument14 pagesResources 07 00039 PDFPriankMathurNo ratings yet
- Energy Production Systems PDFDocument4 pagesEnergy Production Systems PDFAlexandru BacoșcăNo ratings yet
- 1 s2.0 S0048969718307277 MainDocument8 pages1 s2.0 S0048969718307277 MainfsaadatinavazNo ratings yet
- 28 AloDocument17 pages28 AloNguyễn Thị Bích TuyềnNo ratings yet
- Food Research International: P. Manara, D. Vamvuka, S. Sfakiotakis, C. Vanderghem, A. Richel, A. ZabaniotouDocument8 pagesFood Research International: P. Manara, D. Vamvuka, S. Sfakiotakis, C. Vanderghem, A. Richel, A. ZabaniotouDaniel LopezNo ratings yet
- Analysis of Energy Foorprints With Recycling of Glass and Plastic Case Studies For Inbdustrial EcologyDocument15 pagesAnalysis of Energy Foorprints With Recycling of Glass and Plastic Case Studies For Inbdustrial EcologyrelampagomxNo ratings yet
- 11 Boer 2019 Cubicles CaseDocument9 pages11 Boer 2019 Cubicles CaseSarah Nabila YasminNo ratings yet
- 1 s2.0 S2214157X22002702 MainDocument13 pages1 s2.0 S2214157X22002702 MainAngie Espinosa SarmientoNo ratings yet
- 100% Renewable Wastewater Treatment PlantsTechno-economicDocument13 pages100% Renewable Wastewater Treatment PlantsTechno-economicsjasorino100% (1)
- Urban Rainwater Harvesting SystemsDocument41 pagesUrban Rainwater Harvesting SystemsMárcio OicramNo ratings yet
- Factoring in Electrochemical Separations: EditorialDocument1 pageFactoring in Electrochemical Separations: EditorialUsman HamidNo ratings yet
- Achieving Energy Neutrality in WWTPDocument35 pagesAchieving Energy Neutrality in WWTPMehmet Emre BastopcuNo ratings yet
- An Exergoeconomic and Sustainability Analysis of Cogeneration Systems Using Thermal and Membrane Desalination TechnologiesDocument19 pagesAn Exergoeconomic and Sustainability Analysis of Cogeneration Systems Using Thermal and Membrane Desalination TechnologiesassurendranNo ratings yet
- 1 s2.0 S1876610217309530 MainDocument11 pages1 s2.0 S1876610217309530 Mainsaffanahsekar10No ratings yet
- Preventive Maintenance Scheduling of Multi-Cogeneration Plants Using Integer ProgrammingDocument8 pagesPreventive Maintenance Scheduling of Multi-Cogeneration Plants Using Integer Programmingabu1jubairNo ratings yet
- Two-Echelon Multiple-Vehicle Location-Routing Problem With Time Windows PerishableDocument20 pagesTwo-Echelon Multiple-Vehicle Location-Routing Problem With Time Windows Perishablej3qbzodj7No ratings yet
- Resource Recovery Assessment at A Pulp Mill Wastewater Treatment Plant in UruguayDocument9 pagesResource Recovery Assessment at A Pulp Mill Wastewater Treatment Plant in UruguayElSujeto 999 :3No ratings yet
- Experimental Studies On The Contribution of Solar Energy As A Source For Heating Biogas Digestion UnitsDocument16 pagesExperimental Studies On The Contribution of Solar Energy As A Source For Heating Biogas Digestion UnitsBadr OUHAMMOUNo ratings yet
- 1 Motivation and ObjectivesDocument22 pages1 Motivation and Objectivesdody.winartoNo ratings yet
- Mass and Energy BalanceDocument9 pagesMass and Energy Balancerussell_mahmood100% (1)
- Advanced Exergy Analysis of Waste-Based District Heating Options through Case StudiesDocument21 pagesAdvanced Exergy Analysis of Waste-Based District Heating Options through Case StudiesHaziq HasjuraidiNo ratings yet
- Algal Research 2014 - Microalgae To Biofuels Lifecycle Assessment - Multiple Pathway EvaluationDocument7 pagesAlgal Research 2014 - Microalgae To Biofuels Lifecycle Assessment - Multiple Pathway EvaluationNojus DekerisNo ratings yet
- Effects of Operational Shocks On Key Microbial Populations For Biogas Production in UASB (Upflow Anaerobic Sludge Blanket) ReactorsDocument9 pagesEffects of Operational Shocks On Key Microbial Populations For Biogas Production in UASB (Upflow Anaerobic Sludge Blanket) ReactorsJuan Jose SossaNo ratings yet
- Thermodynamic Analysis of A Solar Biomass Cogeneration Power A - 2024 - BiomassDocument13 pagesThermodynamic Analysis of A Solar Biomass Cogeneration Power A - 2024 - BiomassArunNo ratings yet
- Umberto Arena 2015Document15 pagesUmberto Arena 2015datinovNo ratings yet
- Mass Transfer Models For SFEDocument39 pagesMass Transfer Models For SFEDavide Di ZioNo ratings yet
- Life Cycle Analysis of Algae Biodiesel: Kyle Sander Ganti S. MurthyDocument11 pagesLife Cycle Analysis of Algae Biodiesel: Kyle Sander Ganti S. MurthySTEPHANY TATIANA CHINOMES ZULUAGANo ratings yet
- Modified UCT Chemo SphereDocument7 pagesModified UCT Chemo SpherevaiopoulouNo ratings yet
- Journal of Cleaner Production: Jie Li, Xinzhe Zhu, Yinan Li, Yen Wah Tong, Yong Sik Ok, Xiaonan WangDocument12 pagesJournal of Cleaner Production: Jie Li, Xinzhe Zhu, Yinan Li, Yen Wah Tong, Yong Sik Ok, Xiaonan WangSaba GheniNo ratings yet
- 1 s2.0 S0048969719333558 MainDocument8 pages1 s2.0 S0048969719333558 MainRam PrasathNo ratings yet
- Barros 2020 IJLCA LCA Electricity Generation A ReviewDocument19 pagesBarros 2020 IJLCA LCA Electricity Generation A ReviewFausto FreireNo ratings yet
- Life Cycle Assessment of Repurposed Electric Vehicle BatteriesDocument13 pagesLife Cycle Assessment of Repurposed Electric Vehicle Batteriesf20201846No ratings yet
- 1 s2.0 S2213138821000722 MainDocument13 pages1 s2.0 S2213138821000722 Mains75413140No ratings yet
- Paper Largo PDFDocument37 pagesPaper Largo PDFPAULA ALARCON CAMPOSNo ratings yet
- 1 s2.0 S1385894715014990 MainDocument12 pages1 s2.0 S1385894715014990 MainAndrea SánchezNo ratings yet
- Co-Digestion of Macroalgae For Biogas Production: An LCA-based Environmental EvaluationDocument8 pagesCo-Digestion of Macroalgae For Biogas Production: An LCA-based Environmental Evaluationfajar marendraNo ratings yet
- Automation Highlights From The LiteratureDocument5 pagesAutomation Highlights From The LiteratureOng Wei QuanNo ratings yet
- Journal of Cleaner Production: Susila Munisamy, Behrouz ArabiDocument15 pagesJournal of Cleaner Production: Susila Munisamy, Behrouz ArabiDelphin Espoir KamandaNo ratings yet
- Vera - Et - Al 2013 WWTP AnalysisDocument11 pagesVera - Et - Al 2013 WWTP AnalysisRocio Veronica Gutierrez RosalesNo ratings yet
- Proceedings of the 6th International Workshop on Hydro Scheduling in Competitive Electricity MarketsFrom EverandProceedings of the 6th International Workshop on Hydro Scheduling in Competitive Electricity MarketsArild HelsethNo ratings yet
- Solid Pellets From Municipal WasteDocument5 pagesSolid Pellets From Municipal Wastenebex12No ratings yet
- 29th Oct Wangfei Sewage Sludge Treatment and DisposalDocument100 pages29th Oct Wangfei Sewage Sludge Treatment and Disposalnebex12No ratings yet
- Proposal-South AfricaDocument143 pagesProposal-South Africanebex12No ratings yet
- Performance Evaluation of Wastewater Treatment Plant VidyaranyapDocument8 pagesPerformance Evaluation of Wastewater Treatment Plant Vidyaranyapnebex12No ratings yet
- Notes Sem IV Microbiology PII U2Document19 pagesNotes Sem IV Microbiology PII U2nebex12No ratings yet
- Investigation of Fuel Characterisation of WasteDocument13 pagesInvestigation of Fuel Characterisation of Wastenebex12No ratings yet
- 123854-Article Text-338656-1-10-20151014Document13 pages123854-Article Text-338656-1-10-20151014nebex12No ratings yet
- NL 49 19 (17) D 59comDocument6 pagesNL 49 19 (17) D 59comnebex12No ratings yet
- Hollow Concrete Blocks Ijariie7222Document9 pagesHollow Concrete Blocks Ijariie7222nebex12No ratings yet
- Tool+Catalogue 1Document63 pagesTool+Catalogue 1Mohammad ShaatNo ratings yet
- Assessing and Choosing The Optimum Blend of Biodiesel, Hydrogenated Vegetable Oil, and Petroleum Diesel Based On Sustainability in IndonesiaDocument16 pagesAssessing and Choosing The Optimum Blend of Biodiesel, Hydrogenated Vegetable Oil, and Petroleum Diesel Based On Sustainability in IndonesiaAhmad SyauqiNo ratings yet
- Hydraulic Bolt Tensioning Systems: Reaction Free Operation Custom Engineering Simultaneous TensioningDocument4 pagesHydraulic Bolt Tensioning Systems: Reaction Free Operation Custom Engineering Simultaneous TensioningCARLOS SILVANo ratings yet
- XCMG SS Xe35uDocument6 pagesXCMG SS Xe35uBilal VURALNo ratings yet
- How Reciprocating and Gas Turbine Engine DiffersDocument34 pagesHow Reciprocating and Gas Turbine Engine DiffersJennifer AjeroNo ratings yet
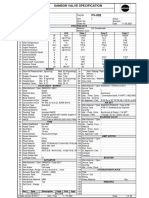
- Samson Valve Specification: Process DataDocument49 pagesSamson Valve Specification: Process DataMuhammed TamerNo ratings yet
- Fundamentals of Compressible Flows in Pipelines: Dr. Ahmed Elmekawy Fall 2018Document74 pagesFundamentals of Compressible Flows in Pipelines: Dr. Ahmed Elmekawy Fall 2018Tamunoiboumie ElijahNo ratings yet
- Supervisor List - Centre For Research - MEDocument66 pagesSupervisor List - Centre For Research - MEKuhanNo ratings yet
- ONGCAr 2014Document168 pagesONGCAr 2014kamaldharevaNo ratings yet
- Evaluasi Kualitas Batubara Dari Front Penambangan Hingga Stockpile Di Pit 1 Banko Barat PT Bukit Asam TBK Tanjung EnimDocument7 pagesEvaluasi Kualitas Batubara Dari Front Penambangan Hingga Stockpile Di Pit 1 Banko Barat PT Bukit Asam TBK Tanjung EnimTrisna AnnisaNo ratings yet
- Return To Main Menu: For SaleDocument4 pagesReturn To Main Menu: For SaleAhmad WahidNo ratings yet
- 51 Bec 3020 C 007Document2 pages51 Bec 3020 C 007AbielNo ratings yet
- Cracking of Nephtha55555Document22 pagesCracking of Nephtha55555Ankit YadavNo ratings yet
- Ba880 VLR60-251 enDocument34 pagesBa880 VLR60-251 enluislisinNo ratings yet
- Metal Expansion Joint 2020 v2 20MBDocument116 pagesMetal Expansion Joint 2020 v2 20MBanni trejoNo ratings yet
- 6i Ag U2ptDocument3 pages6i Ag U2ptadhrit.mahatoNo ratings yet
- Al Faruqi 2019 J. Phys. Conf. Ser. 1167 012024Document7 pagesAl Faruqi 2019 J. Phys. Conf. Ser. 1167 012024Arpan MNo ratings yet
- Electrical Safety 3 Steps To Test Your RCCB PosterDocument1 pageElectrical Safety 3 Steps To Test Your RCCB PosterGoogool YNo ratings yet
- Module 9 - Wave Motion and SoundDocument27 pagesModule 9 - Wave Motion and SoundHanah ArzNo ratings yet
- Pti Interactive Power System Simulator - Pss (R) E SAT, JUL 13 2019 20:28Document4 pagesPti Interactive Power System Simulator - Pss (R) E SAT, JUL 13 2019 20:28Tana AzeezNo ratings yet
- MODULE-1 - Electrical Machinery Lab - 2021 - ManualDocument36 pagesMODULE-1 - Electrical Machinery Lab - 2021 - ManualAbhinav KumarNo ratings yet
- CIL Sustainability Report-2020-21Document100 pagesCIL Sustainability Report-2020-21IndraniGhoshNo ratings yet
- LSA42.3 CatalogueDocument12 pagesLSA42.3 CatalogueDaniel ArdilaNo ratings yet
- Swinv2000 ManualDocument6 pagesSwinv2000 ManualventerhermanjNo ratings yet
- Lesson 1 - Energy and States of Matter - SummaryDocument6 pagesLesson 1 - Energy and States of Matter - Summary67q7g7fhwgNo ratings yet
- Đê HSG Anh 7 Sô 2Document7 pagesĐê HSG Anh 7 Sô 2Thái Ngọc NhiNo ratings yet
- T OandmDocument270 pagesT Oandmalok yadavNo ratings yet
- Varistar Storm Trapper Secondary Class Mov Surge Arrester Catalog Ca235020enDocument8 pagesVaristar Storm Trapper Secondary Class Mov Surge Arrester Catalog Ca235020enrafeeqNo ratings yet
- 500KVA Technical Data Sheet INSO 1608 R1Document4 pages500KVA Technical Data Sheet INSO 1608 R1saravananNo ratings yet
- Series: Pilot Operated 2 Port Solenoid ValveDocument12 pagesSeries: Pilot Operated 2 Port Solenoid ValveImam Zakki NanthabaNo ratings yet