MEASUREMENT SYSTEM ANALYSIS
LINEARITY STUDY
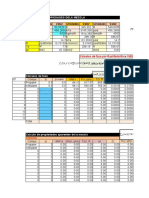
Name of the equipment’s group: Vernier caliper Date of study Monday, July 21, 2008
Equipment reference number: V 36 Name of the appraiser: Gopala Krishna B N
Equipment least count: 0.02
Equipment Range: 00 ~ 200
Part : 1 2 3 4 5
Ref : 10.00 69.76 119.64 169.52 185.06
1 0.000 0.000 0.000 0.000 0.000
2 0.000 0.020 0.000 0.000 0.000
3 0.000 0.000 -0.020 0.000 0.000
4 -0.020 0.000 0.000 0.020 0.000
5 0.000 0.020 0.000 0.000 0.020
6 0.000 0.000 0.000 -0.020 0.000
7 -0.020 0.000 0.000 0.000 0.000
8 -0.020 0.000 0.020 0.020 0.000
9 0.000 0.020 0.000 0.000 0.000
10 0.000 0.000 0.000 0.000 0.000
11 0.000 0.000 0.020 0.000 0.000
12 0.000 0.000 0.000 0.000 0.000
Bias Avg -0.005 0.005 0.002 0.002 0.002
Sum -0.060 0.060 0.020 0.020 0.020
Analysis of Results - Graphical
Linearity Plot
A2
0.010 0.590 0.591 0.592 0.593 0.594
Bias
R - BAR =
0.008 -0.005 0.005 0.002 0.002 0.002
X - BAR =
0.006 -0.005 0.005 0.002 0.002 0.002
0.004
0.002
0.000
LCL -0.008 0.008 0.003 0.003 0.003
-0.00210.00 69.76 119.64 169.52 185.06
UCL -0.002 0.002 0.001 0.001 0.001
-0.004
Regration -0.005 0.005 0.0017 0.0017 0.0017
-0.006
Bias = -0.005
LCL 0.005UCL 0.002 Regration 0.002
0.002 Bias =
-0.008
-0.010
Range
Analysis of Results - Numerical
ttable= 2.002 a= 0.000026 R2= 3.2%
|ta|= 0.400 b= -0.0018391
|tb|= 0.255 s= 0.0092619
Conclusion :
Is the measurment system Accepetable Yes / No APPROVED BY :
Note:
1. All 12 readings are to be compulsorily entered. The software is valid for 12 readings only.
2. The Measurement System is Acceptable if the line at Bias = 0 is contained within the 95% Confidence Interval.
The Confidence Interval is shown by the dashed lines.
3. If all the Trial Readings are identical to their respective Reference Values, Bias = 0 and the Measurement
System is Acceptable.
4. The calculations done by this software comply to the Measurement Systems Analysis - Reference Manual,
3rd Edition, March 2002 published by Automotive Industry Action Group.
Linearity calculations
d*2 (for n=m=12 & g=1)= 3.35016
n= 12 t(gm-2,1-a/2) = 2.00172 (t
58,0.975)
d2 = 3.25846
Intermediate table for Calculations
Ref. Values xi 10.00 69.76 119.64 169.52 185.06
1 0.000 0.000 0.000 0.000 0.000
2 0.000 0.020 0.000 0.000 0.000
3 0.000 0.000 -0.020 0.000 0.000
4 -0.020 0.000 0.000 0.020 0.000
5 0.000 0.020 0.000 0.000 0.020
6 0.000 0.000 0.000 -0.020 0.000
yi's 7 -0.020 0.000 0.000 0.000 0.000
8 -0.020 0.000 0.020 0.020 0.000
9 0.000 0.020 0.000 0.000 0.000
10 0.000 0.000 0.000 0.000 0.000
11 0.000 0.000 0.020 0.000 0.000
12 0.000 0.000 0.000 0.000 0.000
-0.0600 0.0600 0.0200 0.0200 0.0200
-0.6000 4.1856 2.3928 3.3904 3.7012
x 2 100.0000 4866.4576 14313.7296 28737.0304 34247.2036
sum(xi)= 6647.76
sum(yi)= 0.06
sum(xiyi)= 13.070
sum(xi2)= 987173.0544
sum(yi2)= 0.0052
g=5,m=12 gm= 60.0000 GM=60(5*12)
1/gm= 0.0167 41.2452
(sum(xi))2= 44192713.0176 1288.2271
xi bar= 110.7960 R2= 3.2%
yi bar= 0.0010
slope(a)= 0.000026
Intercept(b)= -0.0018
sum(Yi2)= 0.00520
sum(Yi)= 0.06
sum(Xi*Yi) 13.0700
used in formulae s= 0.0093 sum(Xi-Xbar)2=
sqrt(sum(Xi-Xbar)2)=
cal. special s= 0.0093
Analysis of Results - Numerical
(a) Bias is acceptable at the a level if zero falls within the 1-a confidence bounds around
the bias value : (ie 95% confidence interval of bias)
Bias - [d2sb/d*2(tn,1-a/2)] <= zero <= Bias - [d2sb/d*2(tn,1-a/2)] = 1
0.0000 <=0<= 0.0000
(b) Bias is acceptable if t statistic is less than the significant t value ( 2 tailed)= 0
Conclusion :
Hence the gauge is NOT ACCEPTABLE
PERFORMED BY : APPROVED BY :
D:\kr\ts16949\BIAS STUDY\772984553.xls
You might also like
- Examination and Result Management System - TutorialsDuniya PDFDocument56 pagesExamination and Result Management System - TutorialsDuniya PDFAishwaryaNo ratings yet
- Utilizationperallotment BydateDocument8 pagesUtilizationperallotment BydatejojeNo ratings yet
- Excel AlmonteDocument10 pagesExcel AlmonteEdward RtzNo ratings yet
- Calibration LinearDocument15 pagesCalibration LinearThusith WijayawardenaNo ratings yet
- A) Matriz Locales Y Globales: Elemento 1: ColumnaDocument3 pagesA) Matriz Locales Y Globales: Elemento 1: ColumnaAdrianzhiito Cabañas LeonNo ratings yet
- Avtec Inventory Aging Report InventoryagingDocument4 pagesAvtec Inventory Aging Report InventoryagingVignesh SNo ratings yet
- Enter Your Data Column in A1-A90, Appraiser-Trial-PartDocument8 pagesEnter Your Data Column in A1-A90, Appraiser-Trial-PartAlejandro OlguinNo ratings yet
- Sap Adi WiryantaraDocument142 pagesSap Adi WiryantaraAgus ParwataNo ratings yet
- Conversion Cost ExampleDocument62 pagesConversion Cost ExampleTamaraGarzaNo ratings yet
- Quality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)Document20 pagesQuality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)cong daNo ratings yet
- Simulation of Flow Over Airfoil: International Research Journal of Engineering and Technology (IRJET)Document9 pagesSimulation of Flow Over Airfoil: International Research Journal of Engineering and Technology (IRJET)Santhosh KumarNo ratings yet
- Blade Design Spreadsheet: 7 2.40 2 4 0.8 6 Blue CellsDocument3 pagesBlade Design Spreadsheet: 7 2.40 2 4 0.8 6 Blue CellsbadmaNo ratings yet
- excel porticos con muro (E)Document38 pagesexcel porticos con muro (E)daharware95No ratings yet
- PostFoundation 1Document1 pagePostFoundation 1امين الزريقيNo ratings yet
- Ulsan - inDocument4 pagesUlsan - inCINTIANo ratings yet
- New Model1Document5 pagesNew Model1oscaracostaNo ratings yet
- Revisi ValidDocument12 pagesRevisi ValidirfanNo ratings yet
- 3 4ТеоріяDocument6 pages3 4ТеоріяАртем ОттєвNo ratings yet
- Taller 2 MatricialDocument13 pagesTaller 2 MatricialGerson Santiago Contreras SanabriaNo ratings yet
- 2.1.2 Spatial Response Plot: Angle: - 45°, Frequency Range: (100 HZ, 4000 HZ) (From Current Selection)Document2 pages2.1.2 Spatial Response Plot: Angle: - 45°, Frequency Range: (100 HZ, 4000 HZ) (From Current Selection)oscaracostaNo ratings yet
- Resolucion Rad Vs Diametro MMDocument16 pagesResolucion Rad Vs Diametro MMRonald VelascoNo ratings yet
- MARCH 2020: Month: Sawit Kinabalu SDN BHDDocument49 pagesMARCH 2020: Month: Sawit Kinabalu SDN BHDkampungband jenggolNo ratings yet
- eru O&Tus: (S) (S) 22 (SLDocument4 pageseru O&Tus: (S) (S) 22 (SLaraha21No ratings yet
- HVAC System - Duct Quantity Take Off (Example Explained)Document1 pageHVAC System - Duct Quantity Take Off (Example Explained)Rudy Jesus Capa IlizarbeNo ratings yet
- Ejercicio PlanillaDocument17 pagesEjercicio Planillamanfredo pastoraNo ratings yet
- StreamDocument4 pagesStreamNARAYAN DESAINo ratings yet
- Barra B H Área Inercia 1 2 3Document19 pagesBarra B H Área Inercia 1 2 3martinNo ratings yet
- Sop 1 Calibration Certificate Sample App A 20190506Document2 pagesSop 1 Calibration Certificate Sample App A 20190506Fajar SatriatnaNo ratings yet
- Certificate of Analysis: Brammer Standard Company, IncDocument4 pagesCertificate of Analysis: Brammer Standard Company, IncAli MohsinNo ratings yet
- 2.4 MEMÓRIA - Distribuição Da Terraplenagem Rev 01Document1 page2.4 MEMÓRIA - Distribuição Da Terraplenagem Rev 01ad.comercioeservicossNo ratings yet
- Tea Project - Cma - Cashbudged - Mini TeaDocument18 pagesTea Project - Cma - Cashbudged - Mini Teabijoy dasNo ratings yet
- Slice 101 2-Jan 3-Jan 4-Jan 6-Jan Item Rate QTY Value QTY Value QTY Value QTYDocument5 pagesSlice 101 2-Jan 3-Jan 4-Jan 6-Jan Item Rate QTY Value QTY Value QTY Value QTYPushp RanjanNo ratings yet
- Clase 24 10Document5 pagesClase 24 10Andree Jara RodriguezNo ratings yet
- Preference Shares - November 5 2019Document1 pagePreference Shares - November 5 2019Lisle Daverin BlythNo ratings yet
- Optimistic Likely Pessimistic: SUM Enter Desired Completion Time Probability of CompletionDocument5 pagesOptimistic Likely Pessimistic: SUM Enter Desired Completion Time Probability of Completionwyllyams MecatronicaNo ratings yet
- Data Series 1Document9 pagesData Series 1tapiwahikaNo ratings yet
- Asignacion 7Document9 pagesAsignacion 7daniel jesusNo ratings yet
- Practica Analisis Estructural II-lara Chinchay Roberto CarlosDocument36 pagesPractica Analisis Estructural II-lara Chinchay Roberto CarlosRoberto Carlos Lara ChinchayNo ratings yet
- Table: Assembled Joint Masses: Vigas Principales - SDB SAP2000 v14.0.0 - License # 08 Abril 2010Document55 pagesTable: Assembled Joint Masses: Vigas Principales - SDB SAP2000 v14.0.0 - License # 08 Abril 2010theRlookNo ratings yet
- Viga CrossDocument5 pagesViga CrossGyver Asqui CastellanosNo ratings yet
- Variables Unidades Valor Unidades Valor Unidades Valor: Calculo de Propiedades Dela MezclaDocument33 pagesVariables Unidades Valor Unidades Valor Unidades Valor: Calculo de Propiedades Dela MezclaDiego MartinezNo ratings yet
- Cash Flow 1Document1 pageCash Flow 1Michelle QuadrosNo ratings yet
- Ex Swale 1 Sec A-ADocument1 pageEx Swale 1 Sec A-Aআল্লামাহাসাননিনাদNo ratings yet
- Ejercicio de ArmadurasDocument8 pagesEjercicio de ArmadurasLuis PoloNo ratings yet
- Blade Design Spreadsheet Shape: 7 2.40 2 4 0.8 6 Blue CellsDocument2 pagesBlade Design Spreadsheet Shape: 7 2.40 2 4 0.8 6 Blue CellsOptimuz TsNo ratings yet
- Table: Assembled Joint Masses: Mk1.Sdb SAP2000 v14.0.0 - License # 15 June 2017Document34 pagesTable: Assembled Joint Masses: Mk1.Sdb SAP2000 v14.0.0 - License # 15 June 2017Yogi Patiung PongtuluranNo ratings yet
- IEEE 10 Generator 39 Bus System: General OutlineDocument7 pagesIEEE 10 Generator 39 Bus System: General Outlineadau100% (1)
- Enpotramiento Perfecto Elemento 1 0 Elemento 2 0 Elemento 3 Elemento 4 Elemento 5 Elemento 7 Elemento 8 Elemento 9Document53 pagesEnpotramiento Perfecto Elemento 1 0 Elemento 2 0 Elemento 3 Elemento 4 Elemento 5 Elemento 7 Elemento 8 Elemento 9Cristhiams AlarconNo ratings yet
- MSG 210Document2 pagesMSG 210Genesis LazargaNo ratings yet
- Gain & Loss EQUITY Report September FNR352D101Document1 pageGain & Loss EQUITY Report September FNR352D101PALLAVI SHARMANo ratings yet
- 04 90 HW - w4 - Jaime - Leon 90 PDFDocument22 pages04 90 HW - w4 - Jaime - Leon 90 PDFtripijbNo ratings yet
- GeneradordeaceroDocument1 pageGeneradordeaceroricardo gasparNo ratings yet
- Assignment 6Document12 pagesAssignment 6vishnu nayakNo ratings yet
- Laporan Transmisi Roda GigiDocument9 pagesLaporan Transmisi Roda GigiMochammad FadliNo ratings yet
- Blade Design Spreadsheet: 7 2.40 2 4 0.8 6 Blue CellsDocument3 pagesBlade Design Spreadsheet: 7 2.40 2 4 0.8 6 Blue CellsBülent KabadayiNo ratings yet
- Process Capability Study Report: U.T.L. L.T.LDocument7 pagesProcess Capability Study Report: U.T.L. L.T.Lt836549No ratings yet
- Calculation For Inverse Time Curves: Plug Set Plug Set Plug SetDocument15 pagesCalculation For Inverse Time Curves: Plug Set Plug Set Plug SetChhimi WangchukNo ratings yet
- FIN604 - HW 02 - 18164052 - Farhan ZubairDocument4 pagesFIN604 - HW 02 - 18164052 - Farhan ZubairZNo ratings yet
- 0-20% +angleDocument9 pages0-20% +angletapiwahikaNo ratings yet
- Math 7-Q4-Module-3Document16 pagesMath 7-Q4-Module-3Peterson Dela Cruz Enriquez33% (3)
- KBI - Group 2 - Community Mapping (RRA & PRA)Document13 pagesKBI - Group 2 - Community Mapping (RRA & PRA)Yudha OkpriandaNo ratings yet
- Form 2 - Industrial Training Visitation ReportDocument2 pagesForm 2 - Industrial Training Visitation ReportWong Mun HoeNo ratings yet
- Com - Pg.game6327838 LogcatDocument53 pagesCom - Pg.game6327838 Logcatfordcannabis07No ratings yet
- Malaria 2018Document11 pagesMalaria 2018gerges8723No ratings yet
- Bubble Planner Uoi Where We Are in Place and TimeDocument10 pagesBubble Planner Uoi Where We Are in Place and TimeasimaNo ratings yet
- Table 60001 Concrete DurabilityDocument1 pageTable 60001 Concrete DurabilityZaid JamilNo ratings yet
- 1 Apogee General PDFDocument12 pages1 Apogee General PDFJoanNo ratings yet
- Answers To 10 Most Common Job Interview QuestionsDocument3 pagesAnswers To 10 Most Common Job Interview QuestionsCorina Rotaru100% (1)
- Questa Getting StartedDocument12 pagesQuesta Getting StartedSanjai RadhakrishnanNo ratings yet
- 2854 16340 2 PBDocument14 pages2854 16340 2 PBViruz ViruzNo ratings yet
- Zeh-2002-Decoherence - Basic Concepts and Their Interpretation.9506020v3Document42 pagesZeh-2002-Decoherence - Basic Concepts and Their Interpretation.9506020v3sscript14100% (2)
- The Seventh Day: Resting With The LORD, by E.J.WaggonerDocument4 pagesThe Seventh Day: Resting With The LORD, by E.J.WaggonerKunedog1No ratings yet
- Kip, The Race Car DriverDocument10 pagesKip, The Race Car DriverThom DTNo ratings yet
- Fits and TolerancesDocument115 pagesFits and TolerancesSachidhanandam MNo ratings yet
- Knights of The Dinner Table 254Document70 pagesKnights of The Dinner Table 254Royce A R Porter100% (2)
- Title: Investigation of Agriculture Related Problems of Rural Women in District LayyahDocument10 pagesTitle: Investigation of Agriculture Related Problems of Rural Women in District LayyahMuhammad Asim Hafeez ThindNo ratings yet
- Lesson 2.6 - Cogeneration and The Binary CyleDocument37 pagesLesson 2.6 - Cogeneration and The Binary CyleBilly JhunNo ratings yet
- LYT0107 L2P0W2 PAB03 Maximum Roof Lengths For DrainageDocument2 pagesLYT0107 L2P0W2 PAB03 Maximum Roof Lengths For DrainageMwaNo ratings yet
- Educatio P I AND TDocument19 pagesEducatio P I AND TSadam IrshadNo ratings yet
- Invinsense OMDRDocument7 pagesInvinsense OMDRinfoperceptNo ratings yet
- Eng Taas-08 Talmud Eser SefirotDocument63 pagesEng Taas-08 Talmud Eser Sefirotne0h_16_196547097No ratings yet
- Niagara Region Integrity Commissioner Report On West Lincoln Mayor David BylsmaDocument19 pagesNiagara Region Integrity Commissioner Report On West Lincoln Mayor David BylsmaGrant LaFlecheNo ratings yet
- Low-Cost Multimodal Physiological Telemonitoring System Through Internet of ThingsDocument9 pagesLow-Cost Multimodal Physiological Telemonitoring System Through Internet of Thingsfaizal amriNo ratings yet
- The Weeknd Essay 1Document4 pagesThe Weeknd Essay 1api-549614851No ratings yet
- Spirit f1 ManualDocument38 pagesSpirit f1 ManualPedro Ponce SàezNo ratings yet
- PPT - Polymers-Final-3-161225131244Document37 pagesPPT - Polymers-Final-3-161225131244mahaNo ratings yet
- BOSCH 01 Family OriginsDocument7 pagesBOSCH 01 Family OriginsAntonela ElenaNo ratings yet
- IP Classless Addressing: Classless Inter-Domain Routing (CIDR) / "Supernetting"Document3 pagesIP Classless Addressing: Classless Inter-Domain Routing (CIDR) / "Supernetting"SHOBHA VERMANo ratings yet