Download as xlsx, pdf, or txt
You might also like
- Lifting Lug Excel SheetDocument8 pagesLifting Lug Excel Sheetshazan67% (3)
- Project: Design:: Bukit Keteri Pg3 Strip FootingDocument4 pagesProject: Design:: Bukit Keteri Pg3 Strip FootingazwanNo ratings yet
- Composite Bridge Design CalculatorDocument20 pagesComposite Bridge Design CalculatoriGp2013No ratings yet
- Aluminium Cladding DesignDocument2 pagesAluminium Cladding DesigntkofaiNo ratings yet
- Structure Loadbearing Crosswall PDFDocument41 pagesStructure Loadbearing Crosswall PDFSKhandelwalNo ratings yet
- Annexure-2 (Section Design Calcs)Document107 pagesAnnexure-2 (Section Design Calcs)blisscutest beagleNo ratings yet
- Steel Member DesignDocument41 pagesSteel Member DesignYanfei Jin100% (1)
- Nagarjuna Construction Company Limited: Iisco Steel Plant, Blast Furnace Complex (Package 07)Document21 pagesNagarjuna Construction Company Limited: Iisco Steel Plant, Blast Furnace Complex (Package 07)rammohanNo ratings yet
- Purlin Design - Hat-Section@170 (r0)Document4 pagesPurlin Design - Hat-Section@170 (r0)Prince MittalNo ratings yet
- Earthing CalculationDocument2 pagesEarthing Calculationaswinikannan0998100% (1)
- I. Material Bolt 8.8: Project Code: 719002 Document No.: CAL-1-004-C-0001 Date: 30/08/2023Document30 pagesI. Material Bolt 8.8: Project Code: 719002 Document No.: CAL-1-004-C-0001 Date: 30/08/2023Anh KyNo ratings yet
- I. Material Bolt 8.8: Project Code: 719002 Document No.: CAL-1-004-C-0001 Date: 30/08/2023Document30 pagesI. Material Bolt 8.8: Project Code: 719002 Document No.: CAL-1-004-C-0001 Date: 30/08/2023Anh KyNo ratings yet
- 4.1.5.SP ConnectionDocument30 pages4.1.5.SP ConnectionAnh KyNo ratings yet
- Lifting LugDocument2 pagesLifting LugKeyurNo ratings yet
- Given: 3. Purlins DesignDocument3 pagesGiven: 3. Purlins DesignJake CortezNo ratings yet
- Corbel Design AllenDocument3 pagesCorbel Design Allenmanoj_structureNo ratings yet
- Steel Section AISC360-10Document4 pagesSteel Section AISC360-10osman_sultan100% (1)
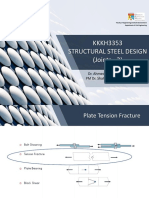
- KKKH3353 - Structural Steel Design - Joints 2Document26 pagesKKKH3353 - Structural Steel Design - Joints 2Zeyad Tareq Al SaroriNo ratings yet
- 1 Input Data: Anchor Type and Size: Hsl-3 M12 or EquivalentDocument4 pages1 Input Data: Anchor Type and Size: Hsl-3 M12 or EquivalentNp PwNo ratings yet
- Pilecap DesignDocument2 pagesPilecap DesignJamie MartinezNo ratings yet
- 148841505-Verificare-StalpDocument50 pages148841505-Verificare-StalpkrmeenNo ratings yet
- 1.49 Birtas Data SheetDocument1 page1.49 Birtas Data SheetCristian FieraruNo ratings yet
- App 10 Longitudial Shear 2 UC 283Document3 pagesApp 10 Longitudial Shear 2 UC 283yuNo ratings yet
- 13920-COLUMN DESIGN ExcelDocument7 pages13920-COLUMN DESIGN Excelyedida viswanadhNo ratings yet
- Shear Wall DesignDocument9 pagesShear Wall Designovpatel007No ratings yet
- Shear Wall DesignDocument9 pagesShear Wall DesignJai ThakkarNo ratings yet
- Check For Requirement of Boundary ElementDocument9 pagesCheck For Requirement of Boundary ElementJai ThakkarNo ratings yet
- Walkable Cable TraysDocument6 pagesWalkable Cable Traysyusuf_jtNo ratings yet
- تصميم عمود 14 متر +مدونه الممارسةDocument27 pagesتصميم عمود 14 متر +مدونه الممارسةAhmed JaNo ratings yet
- Soldier Pile 686x356x217.3 - 700x350x206Document2 pagesSoldier Pile 686x356x217.3 - 700x350x206cczzNo ratings yet
- Project Information: Basic Design ParametersDocument6 pagesProject Information: Basic Design ParametersDodi MardotillahNo ratings yet
- Field Fresh Foods PVT LTD Design For Anchor Bolts in Moment ConditionDocument2 pagesField Fresh Foods PVT LTD Design For Anchor Bolts in Moment Condition4geniecivilNo ratings yet
- Built Up Column - ChannelDocument18 pagesBuilt Up Column - ChannelSambhav PoddarNo ratings yet
- Design Calculations ExamplesDocument4 pagesDesign Calculations ExamplesHafidz YudisiyaNo ratings yet
- Pad Footing 1Document4 pagesPad Footing 1John SmithNo ratings yet
- New Compact Microstrip AntennaDocument2 pagesNew Compact Microstrip AntennaRajbala SolankiNo ratings yet
- Steel Beam DesignDocument4 pagesSteel Beam Designanshutomar7915100% (1)
- DesignDocument34 pagesDesignAbhay SuwalNo ratings yet
- Timber Design: Proposed Two Storey Residential House: ω weight of loadDocument56 pagesTimber Design: Proposed Two Storey Residential House: ω weight of loadAllyssa OpantoNo ratings yet
- 00 - Cek Struktur Godown 65 MDocument66 pages00 - Cek Struktur Godown 65 MUp RianNo ratings yet
- Bracing - Angles - Single RowDocument2 pagesBracing - Angles - Single RowSakthivel VNo ratings yet
- DesignDocument6 pagesDesignAbhay SuwalNo ratings yet
- Physics Lab Manual (3) SUGDocument17 pagesPhysics Lab Manual (3) SUGRaghavNo ratings yet
- Baja 1Document25 pagesBaja 1Ruddy ChoiruddynNo ratings yet
- 4Document11 pages4Smit PatelNo ratings yet
- Design Calculation - OhtDocument11 pagesDesign Calculation - OhtINNOVATIVE ENGINEER100% (1)
- Is800-2007 Appendix PDFDocument85 pagesIs800-2007 Appendix PDFDebasish MondalNo ratings yet
- Continuous BeamDocument57 pagesContinuous BeamZulhilmi MohanapNo ratings yet
- Fabrication Hook CalculationsDocument10 pagesFabrication Hook Calculationsprajakt_pieNo ratings yet
- Week 7 - Design of Large Span Structures - Cable StructuresDocument32 pagesWeek 7 - Design of Large Span Structures - Cable Structuresadit guptaNo ratings yet
- Pallavi Adss ReportDocument9 pagesPallavi Adss Reportraj patilNo ratings yet
- Invest Physics 2Document17 pagesInvest Physics 2RaghavNo ratings yet
- The Purpose of This Worksheet Is To Design The Stairway From EL (+) 1500 To EL (+) 6500 From The Boatlanding To The JacketDocument10 pagesThe Purpose of This Worksheet Is To Design The Stairway From EL (+) 1500 To EL (+) 6500 From The Boatlanding To The JacketThomas StephenNo ratings yet
- Aluminium Cladding DesignDocument3 pagesAluminium Cladding Designjatin100% (1)
- Bending Stress in BeamDocument3 pagesBending Stress in Beamjs.from5208No ratings yet
- Eng FileDocument15 pagesEng FileRaghavNo ratings yet
- Slab Design 3BHKDocument14 pagesSlab Design 3BHKharshNo ratings yet
- Feynman Lectures Simplified 2C: Electromagnetism: in Relativity & in Dense MatterFrom EverandFeynman Lectures Simplified 2C: Electromagnetism: in Relativity & in Dense MatterNo ratings yet
- Electron Beam-Specimen Interactions and Simulation Methods in MicroscopyFrom EverandElectron Beam-Specimen Interactions and Simulation Methods in MicroscopyNo ratings yet
- Delhi Public School, Greater Noida Pre-Mid Term Exam Class X Mathematics SESSION 2020-21 Set 1 MM: 40 Time: 1.5 Hours InstructionsDocument3 pagesDelhi Public School, Greater Noida Pre-Mid Term Exam Class X Mathematics SESSION 2020-21 Set 1 MM: 40 Time: 1.5 Hours InstructionsAnishikaNo ratings yet
- Therapeutic Diet Manual: DIRECTIVE #4311Document27 pagesTherapeutic Diet Manual: DIRECTIVE #4311DuNo ratings yet
- Chapter8-Campuran Pada Tingkat Molekuler - Part 1Document58 pagesChapter8-Campuran Pada Tingkat Molekuler - Part 1Uswatun KhasanahNo ratings yet
- Urinalysis - Fatin AinaDocument14 pagesUrinalysis - Fatin AinaAl- ImanuddinNo ratings yet
- The Efects of Tree Characteristics On Rainfall Interception in UrbanDocument8 pagesThe Efects of Tree Characteristics On Rainfall Interception in UrbanGuilherme SantanaNo ratings yet
- Grammar 04 18Document5 pagesGrammar 04 18zsuzsi_harangoz2218No ratings yet
- Annual Report 2014 PDFDocument153 pagesAnnual Report 2014 PDFகோகுல் இராNo ratings yet
- Kore Network Device ConfigurationDocument61 pagesKore Network Device ConfigurationEllaziaNo ratings yet
- Water Content in SoilDocument4 pagesWater Content in SoilJohn Paul CristobalNo ratings yet
- SSP 604 - Audi 30l v6 Tdi Biturbo Engine EngDocument23 pagesSSP 604 - Audi 30l v6 Tdi Biturbo Engine Engfrancois.garcia31100% (1)
- Premium HC: 120 Halfcell Monocrystalline High Performance Solar ModuleDocument2 pagesPremium HC: 120 Halfcell Monocrystalline High Performance Solar ModuleMujahed Al-HamatiNo ratings yet
- Quatre Agro Enterprise Private LimitedDocument25 pagesQuatre Agro Enterprise Private Limitedp23pallavNo ratings yet
- CSC 2701 - CalculusDocument5 pagesCSC 2701 - CalculusMd Rubaiyat BhuiyanNo ratings yet
- AbseilingDocument12 pagesAbseilingMurah Rezeki Cikgu WafiNo ratings yet
- Structural and Literary DevicesDocument40 pagesStructural and Literary Devicesapi-237159930No ratings yet
- Relative Color Pickup of Three Different Knits and Predictive Dyeing Recipe FormulationDocument17 pagesRelative Color Pickup of Three Different Knits and Predictive Dyeing Recipe FormulationNguyễn Huy CườngNo ratings yet
- LAB 2 - Running Speed (Method 2) OEL 1Document3 pagesLAB 2 - Running Speed (Method 2) OEL 1ZULFAQAR BIN MOHAMMAD NIZAMNo ratings yet
- Basic Presentation SkillsDocument20 pagesBasic Presentation Skills11Rula SabithaTB100% (1)
- Brochure Keor S GBDocument8 pagesBrochure Keor S GBFernando CespedesNo ratings yet
- Asme A13.1 - 1996Document27 pagesAsme A13.1 - 1996lohv100% (1)
- 1 s2.0 S0264127522004105 MainDocument11 pages1 s2.0 S0264127522004105 MainAsimov RiyazNo ratings yet
- 9 Exercise Physiology Handout 2011Document20 pages9 Exercise Physiology Handout 2011maraj687No ratings yet
- 02 - D03 - Basic Funtion of SIPROTEC 5Document7 pages02 - D03 - Basic Funtion of SIPROTEC 5DianaNo ratings yet
- LECLANCHE Cell Datasheet GL60 GNMC 60ahDocument2 pagesLECLANCHE Cell Datasheet GL60 GNMC 60ahChaitanyaNo ratings yet
- Md. Rizwanur Rahman - CVDocument4 pagesMd. Rizwanur Rahman - CVHimelNo ratings yet
- Tac85 11Document32 pagesTac85 11TateNo ratings yet
- Koch - Control ChartsDocument40 pagesKoch - Control ChartsAkash MarathakamNo ratings yet
- ToR For Fiberglass Biogas Plants Installation - EOI PDFDocument4 pagesToR For Fiberglass Biogas Plants Installation - EOI PDFmy09No ratings yet
- Make List SLTD-J-1401-L-6-00003-02Document4 pagesMake List SLTD-J-1401-L-6-00003-02tribhuvan ShankarNo ratings yet