
AE 325 REPAIR TECHNIQUES
AE 325 REPAIR TECHNIQUES
You might also like
- Rotational Lining SystemDocument11 pagesRotational Lining SystemMubeenNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Formation of Tungsten Carbide Coatings With Different Thermal Spray GunsDocument5 pagesFormation of Tungsten Carbide Coatings With Different Thermal Spray GunssajeelaqdasNo ratings yet
- Brush Plating Vs Thermal SprayingDocument7 pagesBrush Plating Vs Thermal SprayingnguyentanglamNo ratings yet
- Composite MaterialsDocument10 pagesComposite MaterialsGonzalo AnzaldoNo ratings yet
- TBTS2013-2065: Development of New Abradable/Abrasive Sealing Systems For Clearance Control in Gas TurbinesDocument10 pagesTBTS2013-2065: Development of New Abradable/Abrasive Sealing Systems For Clearance Control in Gas TurbinesJames CookNo ratings yet
- 1 s2.0 S0143749610000679 MainDocument7 pages1 s2.0 S0143749610000679 MainMak ALNo ratings yet
- 7246-Article Text-13228-1-10-20181026 PDFDocument23 pages7246-Article Text-13228-1-10-20181026 PDFRana KhanNo ratings yet
- Liquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesDocument15 pagesLiquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesAbie RexoMenNo ratings yet
- An Overview and Thermal Analysis of Vehicle Exhaust GasketDocument7 pagesAn Overview and Thermal Analysis of Vehicle Exhaust Gasketmrcamre.plcNo ratings yet
- Sheet MetalDocument7 pagesSheet MetalMarz ArcillasNo ratings yet
- Effect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDocument10 pagesEffect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDr Praveen KumarNo ratings yet
- Dry Ice Blasting As Pretreatment of Aluminum SurfacesDocument11 pagesDry Ice Blasting As Pretreatment of Aluminum SurfacesliquidideasNo ratings yet
- PVD and CVD Coatings For The Metal Forming IndustryDocument14 pagesPVD and CVD Coatings For The Metal Forming IndustrymeqalomanNo ratings yet
- Moam - Info - A Review On Nano Coatings For Ic Engine Applicatio - 5c6c4835097c470b7e8b458aDocument7 pagesMoam - Info - A Review On Nano Coatings For Ic Engine Applicatio - 5c6c4835097c470b7e8b458aJaveria AfzalNo ratings yet
- Plasma Spray Coating MethodDocument28 pagesPlasma Spray Coating Methodvijay9994No ratings yet
- Chemical Machining 2016Document9 pagesChemical Machining 2016Hafid ArdiansyahNo ratings yet
- International Journal of Adhesion & Adhesives: H. Errouane, Z. Sereir, A. ChateauneufDocument9 pagesInternational Journal of Adhesion & Adhesives: H. Errouane, Z. Sereir, A. ChateauneufMike PenceNo ratings yet
- Failure Analysis of Helical Gear Shaft in Hot Rolling MillDocument7 pagesFailure Analysis of Helical Gear Shaft in Hot Rolling Millvasundhara singhNo ratings yet
- P.V.K.K Institute of Technology, AnantapurDocument13 pagesP.V.K.K Institute of Technology, AnantapurNaveen Kumar AgisamNo ratings yet
- MOW 312 - Semester Test 2 (2020) MemoDocument5 pagesMOW 312 - Semester Test 2 (2020) MemoWillem van der WaltNo ratings yet
- Adhesion Evaluation Test MethodsDocument21 pagesAdhesion Evaluation Test MethodsABCNo ratings yet
- Rehabilitation of Automobile Crankshafts by Submerged-Arc WeldingDocument18 pagesRehabilitation of Automobile Crankshafts by Submerged-Arc WeldingeliiiiiiNo ratings yet
- E Ect of Cooling Rate On Residual Stress and Mechanical Properties of Laser PDFDocument13 pagesE Ect of Cooling Rate On Residual Stress and Mechanical Properties of Laser PDFfatih kirbiyikNo ratings yet
- Component Repair Using Laser Direct Metal DepositionDocument10 pagesComponent Repair Using Laser Direct Metal DepositionelmiraNo ratings yet
- Design and Analysis of Cylinder Liner With Different CoatingsDocument38 pagesDesign and Analysis of Cylinder Liner With Different CoatingsIJRASETPublicationsNo ratings yet
- Krupajal Engineering College Bhubaneswar: Thermal Barrier CoatingDocument21 pagesKrupajal Engineering College Bhubaneswar: Thermal Barrier CoatingVishal KumarNo ratings yet
- Surface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaDocument8 pagesSurface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaJhonatan GomezNo ratings yet
- Quality Evaluation of Precision Micro Holes Drilled Using Pulsed ND YAG Laser On Aerospace Nickel-Based SuperalloyDocument8 pagesQuality Evaluation of Precision Micro Holes Drilled Using Pulsed ND YAG Laser On Aerospace Nickel-Based Superalloymustafa sertNo ratings yet
- The Effect of A Foul Release Coating On PropellerDocument9 pagesThe Effect of A Foul Release Coating On PropellerThibault HugNo ratings yet
- Surface Engineering, MMP, Module-IIIDocument5 pagesSurface Engineering, MMP, Module-IIImotuandgoluNo ratings yet
- Mechanical Properties of Joints in 5052 Aluminum - 2018 - International JournalDocument7 pagesMechanical Properties of Joints in 5052 Aluminum - 2018 - International JournalFrancesco MarchioneNo ratings yet
- Ijert: Modeling and Stress Analysis of Aerospace Bracket Using ANSYS and Franc3DDocument11 pagesIjert: Modeling and Stress Analysis of Aerospace Bracket Using ANSYS and Franc3Dxaaabbb_550464353No ratings yet
- Thermal Barrier Coating ReportDocument21 pagesThermal Barrier Coating ReportMohammed Thaha TNo ratings yet
- Erosion in TurbomachineryDocument35 pagesErosion in TurbomachinerysyauqiNo ratings yet
- Corrosion Protection of Offshore StructuresDocument10 pagesCorrosion Protection of Offshore StructuresHo Minh Viet100% (1)
- Eeeeeeeenumerical Evaluation of Three-Dimensional Scarf Repairs in Carbon-Epoxy StructuresDocument10 pagesEeeeeeeenumerical Evaluation of Three-Dimensional Scarf Repairs in Carbon-Epoxy StructuresabiliovieiraNo ratings yet
- Chromium Plating ProcessDocument7 pagesChromium Plating ProcessAdelNo ratings yet
- FEA Analysis and Experimental Investigation of The Ceramic Coating On Aluminum PistonDocument14 pagesFEA Analysis and Experimental Investigation of The Ceramic Coating On Aluminum PistonIJRASETPublicationsNo ratings yet
- Rotational Lining System and Use of High-Performance ThermoplasticsDocument11 pagesRotational Lining System and Use of High-Performance ThermoplasticsMubeenNo ratings yet
- PVD CR X N Coatings For Tribological Application On Piston RingsDocument8 pagesPVD CR X N Coatings For Tribological Application On Piston RingsBHUPATHIRAJU SAI RAM KARTHIK VARMANo ratings yet
- Zhangxc 2013 5Document8 pagesZhangxc 2013 5Ramin ShojaNo ratings yet
- Residual Stress Development During The Composite Patch Bonding Process: Measurement and ModelingDocument12 pagesResidual Stress Development During The Composite Patch Bonding Process: Measurement and ModelingIris SousaNo ratings yet
- Remanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingDocument9 pagesRemanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingSujay NahaldeNo ratings yet
- Polymers and Its TypesDocument9 pagesPolymers and Its TypesZarnain khanNo ratings yet
- University of Technology: "Coated Cutting Tools"Document11 pagesUniversity of Technology: "Coated Cutting Tools"بارق نوارNo ratings yet
- Protective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaDocument9 pagesProtective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaJoão Fernandes M MatosNo ratings yet
- Optimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodDocument6 pagesOptimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- The Advantages of Adhesive Bonding IncludeDocument6 pagesThe Advantages of Adhesive Bonding Includeraj mohanNo ratings yet
- CGD Assignment 17BPE032Document14 pagesCGD Assignment 17BPE032Gairik ChakrabortyNo ratings yet
- Gaskets For Tunnel Segments PDFDocument10 pagesGaskets For Tunnel Segments PDFPratik SinhaNo ratings yet
- State of The Art On Chemical and Electrochemical Based Finishing Processes For Additive Manufactured FeaturesDocument28 pagesState of The Art On Chemical and Electrochemical Based Finishing Processes For Additive Manufactured FeaturesDaris BaihaqiNo ratings yet
- Sadeq 2020 IOP Conf. Ser. - Mater. Sci. Eng. 671 012161Document10 pagesSadeq 2020 IOP Conf. Ser. - Mater. Sci. Eng. 671 012161Krisna SuarnaNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Civil Engineering Structures According to the Eurocodes: Inspection and MaintenanceFrom EverandCivil Engineering Structures According to the Eurocodes: Inspection and MaintenanceNo ratings yet
- Wind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsFrom EverandWind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsNo ratings yet
- AE 422 - LEC2_Basic Maintenance ProgramDocument44 pagesAE 422 - LEC2_Basic Maintenance ProgramArcade1008No ratings yet
- AE 422 - LEC1_Fundamentals of MaintenanceDocument28 pagesAE 422 - LEC1_Fundamentals of MaintenanceArcade1008No ratings yet
- AE 422 - LEC3_Basic Maintenance Program RequirementsDocument25 pagesAE 422 - LEC3_Basic Maintenance Program RequirementsArcade1008No ratings yet
- bakery-menu-april-2024Document1 pagebakery-menu-april-2024Arcade1008No ratings yet
- ANGALA-GLORIA_MidtermActivity3Document22 pagesANGALA-GLORIA_MidtermActivity3Arcade1008No ratings yet
- APMPC FINAL LECS 7-9Document202 pagesAPMPC FINAL LECS 7-9Arcade1008No ratings yet
- 8 Ways To Improve Self Regulation PDFDocument3 pages8 Ways To Improve Self Regulation PDFArcade1008No ratings yet
- APMPC FINAL LEC NO. 7-9 RMDocument123 pagesAPMPC FINAL LEC NO. 7-9 RMArcade1008No ratings yet
- AE 325 PARTS INSPECTIONDocument9 pagesAE 325 PARTS INSPECTIONArcade1008No ratings yet
- Water-Based Acrylate DispersionsDocument6 pagesWater-Based Acrylate DispersionsDan RoskeNo ratings yet
- Vulkem 350NF - Tremco Epoxy Primer - CVDocument5 pagesVulkem 350NF - Tremco Epoxy Primer - CVAriel Sepúlveda CaroNo ratings yet
- Loctite Liofol BC 1580-EnDocument3 pagesLoctite Liofol BC 1580-EnCharly DtNo ratings yet
- Xylan Coating ServicesDocument8 pagesXylan Coating Servicessakidtaling555No ratings yet
- TL 244 EnglischDocument9 pagesTL 244 Englisch'Lampa'No ratings yet
- (Sika) Sika Monotop 620Document4 pages(Sika) Sika Monotop 620_at_to_No ratings yet
- Adhesion Promoter Makes Hybrid Components Even Lighter and More RigidDocument6 pagesAdhesion Promoter Makes Hybrid Components Even Lighter and More RigidSebastian AndreoliNo ratings yet
- Jeongan SteelDocument32 pagesJeongan Steelhongtonganna17No ratings yet
- CP10 Onshore Painting Coating SpecificationDocument37 pagesCP10 Onshore Painting Coating SpecificationherdiansyahNo ratings yet
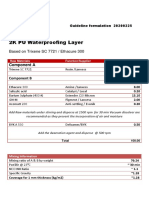
- 2K Solvent Free Waterproofing FormulationDocument2 pages2K Solvent Free Waterproofing FormulationM Idrees100% (2)
- Elcometer 456 Coating Thickness Gauge NewDocument16 pagesElcometer 456 Coating Thickness Gauge NewSameer UsmaniNo ratings yet
- 2042 Mapefloorcpumf GB PDFDocument6 pages2042 Mapefloorcpumf GB PDFnailur rohmanNo ratings yet
- National Bitumen (Solvent Base)Document3 pagesNational Bitumen (Solvent Base)nani babuNo ratings yet
- pm002 4446Document2 pagespm002 4446Dhanush Kumar RamanNo ratings yet
- Fosroc - ETP CoatingDocument64 pagesFosroc - ETP CoatingMukul DasNo ratings yet
- Versatility: at Work in Cast Iron TurningDocument24 pagesVersatility: at Work in Cast Iron TurningAchmad Arifudin HidayatullohNo ratings yet
- Nitocote EP405 Sept21Document4 pagesNitocote EP405 Sept21Fun TonNo ratings yet
- The Guide To Hot Stamping and Foil SelectionDocument44 pagesThe Guide To Hot Stamping and Foil SelectionLionNo ratings yet
- Arkifloor EHDocument2 pagesArkifloor EHChristinaNo ratings yet
- EmulsioDerma HDDocument2 pagesEmulsioDerma HDkhaleejdubai jubailNo ratings yet
- TDS Durazane® 1800Document3 pagesTDS Durazane® 1800siaoling.bioNo ratings yet
- LilicatightEnamel NewDocument1 pageLilicatightEnamel NewChristinaNo ratings yet
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocument4 pagesPintura Epoxica Sherwin Willians Hoja Seguridad1No ratings yet
- Jotun Indonesia - Coating For Minimum Surface PreparationDocument33 pagesJotun Indonesia - Coating For Minimum Surface Preparationalfan cita nyalaNo ratings yet
- Intercure 200 (Primer)Document4 pagesIntercure 200 (Primer)ccode904No ratings yet
- Introduction of Asian PaintsDocument2 pagesIntroduction of Asian PaintsKoh Hui Yi70% (10)
- Hyguard EXDocument20 pagesHyguard EXseemeshwariNo ratings yet
- Ansi Awwa c229-20Document28 pagesAnsi Awwa c229-20Attalh Djaafar AttalhNo ratings yet
- KNPL 3-1Document33 pagesKNPL 3-1Praveen Kumar SKNo ratings yet
- Influence of Sequential Surface Treatment Processes On Tribological Performance of Vanadis 6 Cold Work Tool SteelDocument12 pagesInfluence of Sequential Surface Treatment Processes On Tribological Performance of Vanadis 6 Cold Work Tool SteelNaresh PoppathiNo ratings yet

































































































Download as pdf or txt
You might also like
- Rotational Lining SystemDocument11 pagesRotational Lining SystemMubeenNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Formation of Tungsten Carbide Coatings With Different Thermal Spray GunsDocument5 pagesFormation of Tungsten Carbide Coatings With Different Thermal Spray GunssajeelaqdasNo ratings yet
- Brush Plating Vs Thermal SprayingDocument7 pagesBrush Plating Vs Thermal SprayingnguyentanglamNo ratings yet
- Composite MaterialsDocument10 pagesComposite MaterialsGonzalo AnzaldoNo ratings yet
- TBTS2013-2065: Development of New Abradable/Abrasive Sealing Systems For Clearance Control in Gas TurbinesDocument10 pagesTBTS2013-2065: Development of New Abradable/Abrasive Sealing Systems For Clearance Control in Gas TurbinesJames CookNo ratings yet
- 1 s2.0 S0143749610000679 MainDocument7 pages1 s2.0 S0143749610000679 MainMak ALNo ratings yet
- 7246-Article Text-13228-1-10-20181026 PDFDocument23 pages7246-Article Text-13228-1-10-20181026 PDFRana KhanNo ratings yet
- Liquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesDocument15 pagesLiquid Coatings For Girthwelds and Joints Proven Corrosion Protection Protection For PipelinesAbie RexoMenNo ratings yet
- An Overview and Thermal Analysis of Vehicle Exhaust GasketDocument7 pagesAn Overview and Thermal Analysis of Vehicle Exhaust Gasketmrcamre.plcNo ratings yet
- Sheet MetalDocument7 pagesSheet MetalMarz ArcillasNo ratings yet
- Effect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDocument10 pagesEffect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDr Praveen KumarNo ratings yet
- Dry Ice Blasting As Pretreatment of Aluminum SurfacesDocument11 pagesDry Ice Blasting As Pretreatment of Aluminum SurfacesliquidideasNo ratings yet
- PVD and CVD Coatings For The Metal Forming IndustryDocument14 pagesPVD and CVD Coatings For The Metal Forming IndustrymeqalomanNo ratings yet
- Moam - Info - A Review On Nano Coatings For Ic Engine Applicatio - 5c6c4835097c470b7e8b458aDocument7 pagesMoam - Info - A Review On Nano Coatings For Ic Engine Applicatio - 5c6c4835097c470b7e8b458aJaveria AfzalNo ratings yet
- Plasma Spray Coating MethodDocument28 pagesPlasma Spray Coating Methodvijay9994No ratings yet
- Chemical Machining 2016Document9 pagesChemical Machining 2016Hafid ArdiansyahNo ratings yet
- International Journal of Adhesion & Adhesives: H. Errouane, Z. Sereir, A. ChateauneufDocument9 pagesInternational Journal of Adhesion & Adhesives: H. Errouane, Z. Sereir, A. ChateauneufMike PenceNo ratings yet
- Failure Analysis of Helical Gear Shaft in Hot Rolling MillDocument7 pagesFailure Analysis of Helical Gear Shaft in Hot Rolling Millvasundhara singhNo ratings yet
- P.V.K.K Institute of Technology, AnantapurDocument13 pagesP.V.K.K Institute of Technology, AnantapurNaveen Kumar AgisamNo ratings yet
- MOW 312 - Semester Test 2 (2020) MemoDocument5 pagesMOW 312 - Semester Test 2 (2020) MemoWillem van der WaltNo ratings yet
- Adhesion Evaluation Test MethodsDocument21 pagesAdhesion Evaluation Test MethodsABCNo ratings yet
- Rehabilitation of Automobile Crankshafts by Submerged-Arc WeldingDocument18 pagesRehabilitation of Automobile Crankshafts by Submerged-Arc WeldingeliiiiiiNo ratings yet
- E Ect of Cooling Rate On Residual Stress and Mechanical Properties of Laser PDFDocument13 pagesE Ect of Cooling Rate On Residual Stress and Mechanical Properties of Laser PDFfatih kirbiyikNo ratings yet
- Component Repair Using Laser Direct Metal DepositionDocument10 pagesComponent Repair Using Laser Direct Metal DepositionelmiraNo ratings yet
- Design and Analysis of Cylinder Liner With Different CoatingsDocument38 pagesDesign and Analysis of Cylinder Liner With Different CoatingsIJRASETPublicationsNo ratings yet
- Krupajal Engineering College Bhubaneswar: Thermal Barrier CoatingDocument21 pagesKrupajal Engineering College Bhubaneswar: Thermal Barrier CoatingVishal KumarNo ratings yet
- Surface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaDocument8 pagesSurface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaJhonatan GomezNo ratings yet
- Quality Evaluation of Precision Micro Holes Drilled Using Pulsed ND YAG Laser On Aerospace Nickel-Based SuperalloyDocument8 pagesQuality Evaluation of Precision Micro Holes Drilled Using Pulsed ND YAG Laser On Aerospace Nickel-Based Superalloymustafa sertNo ratings yet
- The Effect of A Foul Release Coating On PropellerDocument9 pagesThe Effect of A Foul Release Coating On PropellerThibault HugNo ratings yet
- Surface Engineering, MMP, Module-IIIDocument5 pagesSurface Engineering, MMP, Module-IIImotuandgoluNo ratings yet
- Mechanical Properties of Joints in 5052 Aluminum - 2018 - International JournalDocument7 pagesMechanical Properties of Joints in 5052 Aluminum - 2018 - International JournalFrancesco MarchioneNo ratings yet
- Ijert: Modeling and Stress Analysis of Aerospace Bracket Using ANSYS and Franc3DDocument11 pagesIjert: Modeling and Stress Analysis of Aerospace Bracket Using ANSYS and Franc3Dxaaabbb_550464353No ratings yet
- Thermal Barrier Coating ReportDocument21 pagesThermal Barrier Coating ReportMohammed Thaha TNo ratings yet
- Erosion in TurbomachineryDocument35 pagesErosion in TurbomachinerysyauqiNo ratings yet
- Corrosion Protection of Offshore StructuresDocument10 pagesCorrosion Protection of Offshore StructuresHo Minh Viet100% (1)
- Eeeeeeeenumerical Evaluation of Three-Dimensional Scarf Repairs in Carbon-Epoxy StructuresDocument10 pagesEeeeeeeenumerical Evaluation of Three-Dimensional Scarf Repairs in Carbon-Epoxy StructuresabiliovieiraNo ratings yet
- Chromium Plating ProcessDocument7 pagesChromium Plating ProcessAdelNo ratings yet
- FEA Analysis and Experimental Investigation of The Ceramic Coating On Aluminum PistonDocument14 pagesFEA Analysis and Experimental Investigation of The Ceramic Coating On Aluminum PistonIJRASETPublicationsNo ratings yet
- Rotational Lining System and Use of High-Performance ThermoplasticsDocument11 pagesRotational Lining System and Use of High-Performance ThermoplasticsMubeenNo ratings yet
- PVD CR X N Coatings For Tribological Application On Piston RingsDocument8 pagesPVD CR X N Coatings For Tribological Application On Piston RingsBHUPATHIRAJU SAI RAM KARTHIK VARMANo ratings yet
- Zhangxc 2013 5Document8 pagesZhangxc 2013 5Ramin ShojaNo ratings yet
- Residual Stress Development During The Composite Patch Bonding Process: Measurement and ModelingDocument12 pagesResidual Stress Development During The Composite Patch Bonding Process: Measurement and ModelingIris SousaNo ratings yet
- Remanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingDocument9 pagesRemanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingSujay NahaldeNo ratings yet
- Polymers and Its TypesDocument9 pagesPolymers and Its TypesZarnain khanNo ratings yet
- University of Technology: "Coated Cutting Tools"Document11 pagesUniversity of Technology: "Coated Cutting Tools"بارق نوارNo ratings yet
- Protective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaDocument9 pagesProtective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaJoão Fernandes M MatosNo ratings yet
- Optimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodDocument6 pagesOptimization of Milling Parameters On Aluminium Hybrid Metal Matrix Composite Using Taguchi MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- The Advantages of Adhesive Bonding IncludeDocument6 pagesThe Advantages of Adhesive Bonding Includeraj mohanNo ratings yet
- CGD Assignment 17BPE032Document14 pagesCGD Assignment 17BPE032Gairik ChakrabortyNo ratings yet
- Gaskets For Tunnel Segments PDFDocument10 pagesGaskets For Tunnel Segments PDFPratik SinhaNo ratings yet
- State of The Art On Chemical and Electrochemical Based Finishing Processes For Additive Manufactured FeaturesDocument28 pagesState of The Art On Chemical and Electrochemical Based Finishing Processes For Additive Manufactured FeaturesDaris BaihaqiNo ratings yet
- Sadeq 2020 IOP Conf. Ser. - Mater. Sci. Eng. 671 012161Document10 pagesSadeq 2020 IOP Conf. Ser. - Mater. Sci. Eng. 671 012161Krisna SuarnaNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Civil Engineering Structures According to the Eurocodes: Inspection and MaintenanceFrom EverandCivil Engineering Structures According to the Eurocodes: Inspection and MaintenanceNo ratings yet
- Wind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsFrom EverandWind Turbines in Cold Climates: Icing Impacts and Mitigation SystemsNo ratings yet
- AE 422 - LEC2_Basic Maintenance ProgramDocument44 pagesAE 422 - LEC2_Basic Maintenance ProgramArcade1008No ratings yet
- AE 422 - LEC1_Fundamentals of MaintenanceDocument28 pagesAE 422 - LEC1_Fundamentals of MaintenanceArcade1008No ratings yet
- AE 422 - LEC3_Basic Maintenance Program RequirementsDocument25 pagesAE 422 - LEC3_Basic Maintenance Program RequirementsArcade1008No ratings yet
- bakery-menu-april-2024Document1 pagebakery-menu-april-2024Arcade1008No ratings yet
- ANGALA-GLORIA_MidtermActivity3Document22 pagesANGALA-GLORIA_MidtermActivity3Arcade1008No ratings yet
- APMPC FINAL LECS 7-9Document202 pagesAPMPC FINAL LECS 7-9Arcade1008No ratings yet
- 8 Ways To Improve Self Regulation PDFDocument3 pages8 Ways To Improve Self Regulation PDFArcade1008No ratings yet
- APMPC FINAL LEC NO. 7-9 RMDocument123 pagesAPMPC FINAL LEC NO. 7-9 RMArcade1008No ratings yet
- AE 325 PARTS INSPECTIONDocument9 pagesAE 325 PARTS INSPECTIONArcade1008No ratings yet
- Water-Based Acrylate DispersionsDocument6 pagesWater-Based Acrylate DispersionsDan RoskeNo ratings yet
- Vulkem 350NF - Tremco Epoxy Primer - CVDocument5 pagesVulkem 350NF - Tremco Epoxy Primer - CVAriel Sepúlveda CaroNo ratings yet
- Loctite Liofol BC 1580-EnDocument3 pagesLoctite Liofol BC 1580-EnCharly DtNo ratings yet
- Xylan Coating ServicesDocument8 pagesXylan Coating Servicessakidtaling555No ratings yet
- TL 244 EnglischDocument9 pagesTL 244 Englisch'Lampa'No ratings yet
- (Sika) Sika Monotop 620Document4 pages(Sika) Sika Monotop 620_at_to_No ratings yet
- Adhesion Promoter Makes Hybrid Components Even Lighter and More RigidDocument6 pagesAdhesion Promoter Makes Hybrid Components Even Lighter and More RigidSebastian AndreoliNo ratings yet
- Jeongan SteelDocument32 pagesJeongan Steelhongtonganna17No ratings yet
- CP10 Onshore Painting Coating SpecificationDocument37 pagesCP10 Onshore Painting Coating SpecificationherdiansyahNo ratings yet
- 2K Solvent Free Waterproofing FormulationDocument2 pages2K Solvent Free Waterproofing FormulationM Idrees100% (2)
- Elcometer 456 Coating Thickness Gauge NewDocument16 pagesElcometer 456 Coating Thickness Gauge NewSameer UsmaniNo ratings yet
- 2042 Mapefloorcpumf GB PDFDocument6 pages2042 Mapefloorcpumf GB PDFnailur rohmanNo ratings yet
- National Bitumen (Solvent Base)Document3 pagesNational Bitumen (Solvent Base)nani babuNo ratings yet
- pm002 4446Document2 pagespm002 4446Dhanush Kumar RamanNo ratings yet
- Fosroc - ETP CoatingDocument64 pagesFosroc - ETP CoatingMukul DasNo ratings yet
- Versatility: at Work in Cast Iron TurningDocument24 pagesVersatility: at Work in Cast Iron TurningAchmad Arifudin HidayatullohNo ratings yet
- Nitocote EP405 Sept21Document4 pagesNitocote EP405 Sept21Fun TonNo ratings yet
- The Guide To Hot Stamping and Foil SelectionDocument44 pagesThe Guide To Hot Stamping and Foil SelectionLionNo ratings yet
- Arkifloor EHDocument2 pagesArkifloor EHChristinaNo ratings yet
- EmulsioDerma HDDocument2 pagesEmulsioDerma HDkhaleejdubai jubailNo ratings yet
- TDS Durazane® 1800Document3 pagesTDS Durazane® 1800siaoling.bioNo ratings yet
- LilicatightEnamel NewDocument1 pageLilicatightEnamel NewChristinaNo ratings yet
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocument4 pagesPintura Epoxica Sherwin Willians Hoja Seguridad1No ratings yet
- Jotun Indonesia - Coating For Minimum Surface PreparationDocument33 pagesJotun Indonesia - Coating For Minimum Surface Preparationalfan cita nyalaNo ratings yet
- Intercure 200 (Primer)Document4 pagesIntercure 200 (Primer)ccode904No ratings yet
- Introduction of Asian PaintsDocument2 pagesIntroduction of Asian PaintsKoh Hui Yi70% (10)
- Hyguard EXDocument20 pagesHyguard EXseemeshwariNo ratings yet
- Ansi Awwa c229-20Document28 pagesAnsi Awwa c229-20Attalh Djaafar AttalhNo ratings yet
- KNPL 3-1Document33 pagesKNPL 3-1Praveen Kumar SKNo ratings yet
- Influence of Sequential Surface Treatment Processes On Tribological Performance of Vanadis 6 Cold Work Tool SteelDocument12 pagesInfluence of Sequential Surface Treatment Processes On Tribological Performance of Vanadis 6 Cold Work Tool SteelNaresh PoppathiNo ratings yet