Download as pdf or txt
You might also like
- Site Instruction FormatDocument3 pagesSite Instruction FormatMarivic D, Principe100% (3)
- Pre-Pour Concrete Checklist R00Document2 pagesPre-Pour Concrete Checklist R00Taiwo OshinNo ratings yet
- Method Statement Fabrication of Girder - Rev4Document49 pagesMethod Statement Fabrication of Girder - Rev4John Rom Cabadongga100% (1)
- BOARD EXAM PROBLEMS-structural Engineering&ConstructionDocument3 pagesBOARD EXAM PROBLEMS-structural Engineering&ConstructionAngela Mae Francisco50% (2)
- Inspection Checklist For Hvac (DUCT)Document2 pagesInspection Checklist For Hvac (DUCT)ResearcherNo ratings yet
- Piping Anomaly Report: PAR No. NGCP/P/19/001Document3 pagesPiping Anomaly Report: PAR No. NGCP/P/19/001mohamed al-amirNo ratings yet
- 5111FA-Assessment Report-Shell & Roof Rev.1Document14 pages5111FA-Assessment Report-Shell & Roof Rev.1Hosam AhmedNo ratings yet
- Close-Out ReportDocument80 pagesClose-Out ReportChukwuemeka AmaechiNo ratings yet
- Tank Check List - Standard APIAS1940Document17 pagesTank Check List - Standard APIAS1940Dimitris NikouNo ratings yet
- Analysis of Crack at Runner#8Document7 pagesAnalysis of Crack at Runner#8Abhisekh DeNo ratings yet
- Release For Shipment and Installation Note: HEX-V6109 16-200-001 3Document7 pagesRelease For Shipment and Installation Note: HEX-V6109 16-200-001 3Mohd AshrafNo ratings yet
- COC 2nd LotDocument3 pagesCOC 2nd LotVinay YadavNo ratings yet
- Punch ListDocument2 pagesPunch Listtuhiram SharmaNo ratings yet
- EA-VIS-23-001 (Test Separator)Document17 pagesEA-VIS-23-001 (Test Separator)Ahmed El GehaniNo ratings yet
- MOS-CVL-11 Concrete Repair MOSDocument2 pagesMOS-CVL-11 Concrete Repair MOSWaqar Ahmad MalikNo ratings yet
- ARGUS ReportDocument22 pagesARGUS ReportNguyễn Tường MinhNo ratings yet
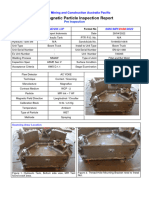
- 106.8180.MPI - Pre.Unit.730395.Hydraulic TankDocument3 pages106.8180.MPI - Pre.Unit.730395.Hydraulic TankHerr DdimanNo ratings yet
- MTF Civ CA 0041 Rev 0 (Afc)Document20 pagesMTF Civ CA 0041 Rev 0 (Afc)Mohamed MusaNo ratings yet
- 414 Column procedure - Rev 1Document5 pages414 Column procedure - Rev 1Mohammad MushtaqNo ratings yet
- 977 - Painting Procedure Rev.02Document19 pages977 - Painting Procedure Rev.02ibrahim hegazyNo ratings yet
- CP 300 (A) - QCP-049 Repair of Ground Floor Slab & Wall ExpansiDocument6 pagesCP 300 (A) - QCP-049 Repair of Ground Floor Slab & Wall ExpansitarekNo ratings yet
- Interim Inspection Report: Final Inspection of StructuresDocument5 pagesInterim Inspection Report: Final Inspection of StructuresAbdul RahmanNo ratings yet
- TUV India PRESSURE VESSEL InspectionDocument24 pagesTUV India PRESSURE VESSEL InspectionParthiban NCNo ratings yet
- Yanbu Ii Power & Water Project: Package: 3Document7 pagesYanbu Ii Power & Water Project: Package: 3mohd as shahiddin jafriNo ratings yet
- SOP - Standard Repair Procedure For PipingDocument3 pagesSOP - Standard Repair Procedure For PipingBrahim BahriNo ratings yet
- MSA-0141 Epoxy Cementitious Coating Triblock TMB From MAPEI Malaysia SDN BHDDocument33 pagesMSA-0141 Epoxy Cementitious Coating Triblock TMB From MAPEI Malaysia SDN BHDNorfariz SyahmiNo ratings yet
- Inspection - : Flash ReportDocument3 pagesInspection - : Flash ReportsujinlongNo ratings yet
- AR1602.03-PIP-REP-001 Rev03 - Project Piping and Valve SpecificationDocument23 pagesAR1602.03-PIP-REP-001 Rev03 - Project Piping and Valve SpecificationKhalil Ben JemiaNo ratings yet
- L1108-LG-CNT-016 - Segregated Busbar Punch ListDocument2 pagesL1108-LG-CNT-016 - Segregated Busbar Punch Listtuhiram SharmaNo ratings yet
- Bid Bulletin No. 02: Philippine Economic Zone Authority Baguio City Economic ZoneDocument4 pagesBid Bulletin No. 02: Philippine Economic Zone Authority Baguio City Economic ZoneXicor JeanNo ratings yet
- GJ-206-005 Structural Installation of VFD Panel in The PCR RoomDocument4 pagesGJ-206-005 Structural Installation of VFD Panel in The PCR RoomKuna StanbekovNo ratings yet
- 1.welding Repair ProcdureDocument7 pages1.welding Repair Procduresethu1091No ratings yet
- Jacking Procedure PDFDocument14 pagesJacking Procedure PDFmanish pathrabeNo ratings yet
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- MOS - NS WallsDocument7 pagesMOS - NS WallsvivekNo ratings yet
- ACTION NOTE No-4 Leak From The Oily Water Line of HP Gas Discharge Scrubber-C-1104Document2 pagesACTION NOTE No-4 Leak From The Oily Water Line of HP Gas Discharge Scrubber-C-1104Shady AbdoNo ratings yet
- Clubhouse-ID Works-Addendum No 2 To Tender PDFDocument33 pagesClubhouse-ID Works-Addendum No 2 To Tender PDFVietHungCao100% (1)
- Nghi Son 2 BOT Thermal Power Plant Project Design Query SheetDocument4 pagesNghi Son 2 BOT Thermal Power Plant Project Design Query SheetMr NgocNo ratings yet
- CHC RE Report No. 33 Master OKDocument38 pagesCHC RE Report No. 33 Master OKPark ParkNo ratings yet
- CHC RE Report No. 33 17 April 2023 To 21 May 2023Document132 pagesCHC RE Report No. 33 17 April 2023 To 21 May 2023Park ParkNo ratings yet
- 2 Glass Block MSDocument6 pages2 Glass Block MSGaneshNo ratings yet
- CN Scrubber Dn3500 Rev04Document58 pagesCN Scrubber Dn3500 Rev04becemNo ratings yet
- S Mir 008Document1 pageS Mir 008PRAVEENNo ratings yet
- 414 Column procedure - Rev 3Document8 pages414 Column procedure - Rev 3Mohammad MushtaqNo ratings yet
- L1CEP0-EPC-0-CIV-NCR-00201 MDC DISREGARDING Standard Procedure - Metal Louver (E4) InstallationDocument7 pagesL1CEP0-EPC-0-CIV-NCR-00201 MDC DISREGARDING Standard Procedure - Metal Louver (E4) InstallationKrizzia FabulNo ratings yet
- Forging SDocument93 pagesForging SrichardchiamNo ratings yet
- Method Statement For Concrete RepairingDocument13 pagesMethod Statement For Concrete RepairingMihirdutta100% (4)
- Discrepancy Report - STATICDocument84 pagesDiscrepancy Report - STATICchandu666creatorNo ratings yet
- Discrepancy Report - STATICDocument108 pagesDiscrepancy Report - STATICchandu666creatorNo ratings yet
- 6 Inspection Report - LP Heater 7 - PMT 4004 - MIOV 2019Document4 pages6 Inspection Report - LP Heater 7 - PMT 4004 - MIOV 2019zaihasrenNo ratings yet
- WE2118.001 - Eng RequestDocument1 pageWE2118.001 - Eng RequestkarthikNo ratings yet
- WE1917.006 - Eng RequestDocument1 pageWE1917.006 - Eng RequestkarthikNo ratings yet
- 414 Column procedure - Rev 2Document5 pages414 Column procedure - Rev 2Mohammad MushtaqNo ratings yet
- Repair Procedure ANNEXUREDocument16 pagesRepair Procedure ANNEXUREShaikh AdilNo ratings yet
- FAA 2022 1295 0005 - Attachment - 1Document19 pagesFAA 2022 1295 0005 - Attachment - 1Ahmad Ghazi EliasNo ratings yet
- Gpof Wfo Ei 07 R0Document1 pageGpof Wfo Ei 07 R0Pandiaraj VNo ratings yet
- 414 Column procedureDocument3 pages414 Column procedureMohammad MushtaqNo ratings yet
- Pipeline HSS Coating Inspection ReportDocument1 pagePipeline HSS Coating Inspection Reportcsc EXPERTISE100% (1)
- VCE-FAB-0487-ST-TDC-003 - R0 - CS Pipe (SA 106 GR.B) PDFDocument2 pagesVCE-FAB-0487-ST-TDC-003 - R0 - CS Pipe (SA 106 GR.B) PDFNiraj PandyaNo ratings yet
- 1518-5Document2 pages1518-5John MechNo ratings yet
- 1325-18Document2 pages1325-18John MechNo ratings yet
- Pipe Clamp_ SEONGWHADocument7 pagesPipe Clamp_ SEONGWHAJohn MechNo ratings yet
- BLNG.15.10-CP-001 (Issue 3) - Coating SpecificationDocument61 pagesBLNG.15.10-CP-001 (Issue 3) - Coating SpecificationJohn MechNo ratings yet
- Gate, Globe, Check, Butterfly and Needle Valves SpecificationDocument32 pagesGate, Globe, Check, Butterfly and Needle Valves SpecificationJohn MechNo ratings yet
- Stressanalysis 081119 PDFDocument10 pagesStressanalysis 081119 PDFJohn MechNo ratings yet
- Stressanalysis 151231165834 PDFDocument10 pagesStressanalysis 151231165834 PDFJohn MechNo ratings yet
- Catalog Bbs2fr 25Document1 pageCatalog Bbs2fr 25SYARULNIZAM ROSLANNo ratings yet
- Products Profile Unitech Ikkcomunitech Ikkcomsfspsfsp Profile 6 SFSPDocument46 pagesProducts Profile Unitech Ikkcomunitech Ikkcomsfspsfsp Profile 6 SFSPSaad AkramNo ratings yet
- CHAPTER-2 Selection OffoundationDocument7 pagesCHAPTER-2 Selection Offoundationmalik macNo ratings yet
- Louis Sullivan WorksDocument47 pagesLouis Sullivan WorksANJU ASHOKANNo ratings yet
- FICHA DIAGO - ShareDocument1 pageFICHA DIAGO - ShareEudes Armas MatosNo ratings yet
- Product Catalog: & Engineering GuideDocument32 pagesProduct Catalog: & Engineering GuidekamakshiNo ratings yet
- Fire Safety Equipment PlanDocument10 pagesFire Safety Equipment PlanBayu Irawan sgiNo ratings yet
- Book 1Document11 pagesBook 1asutosh pradhanNo ratings yet
- Program - Lot 8 110Km of Lupuma Mukutuma To Mukumbo Road in LufwanyamaDocument1 pageProgram - Lot 8 110Km of Lupuma Mukutuma To Mukumbo Road in LufwanyamaWoodlock LimitedNo ratings yet
- Procurement Management Plan: Part A Facilities For The EngineerDocument12 pagesProcurement Management Plan: Part A Facilities For The EngineerGladys AñoraNo ratings yet
- Mud Concrete SlabDocument9 pagesMud Concrete SlabrohanthaNo ratings yet
- Tanjay 5 VariationDocument20 pagesTanjay 5 VariationJet ArcaNo ratings yet
- Certificate of Final Electrical InspectionDocument3 pagesCertificate of Final Electrical InspectionArnulfo Jose Pi DiNo ratings yet
- Overhead Underground Electric Lines Information SheetDocument4 pagesOverhead Underground Electric Lines Information SheetMathias Nogoma DABIRANo ratings yet
- Fire Damper InfoDocument14 pagesFire Damper InfoXAVIER RUBIONo ratings yet
- 01IP15EGFAFRDocument1 page01IP15EGFAFRahmed chakrounNo ratings yet
- Details of Measurement: Total Qnty Nos. Length Breadth Height SN Description of Item Unit MEASUREMENT (In MTRS)Document6 pagesDetails of Measurement: Total Qnty Nos. Length Breadth Height SN Description of Item Unit MEASUREMENT (In MTRS)Biswajit SahooNo ratings yet
- BS 0812-114 - 1989Document12 pagesBS 0812-114 - 1989عمر عمرNo ratings yet
- Somasila uPVC ProfileDocument2 pagesSomasila uPVC ProfileRakesh ReddyNo ratings yet
- Roman Architecture NotebookDocument34 pagesRoman Architecture NotebookEmmanuel AydallaNo ratings yet
- Ravi-01 - FOOTING LAYOUT PLAN & DESIGN-ModelDocument1 pageRavi-01 - FOOTING LAYOUT PLAN & DESIGN-ModelMukesh JangidNo ratings yet
- Rigging Calc. Tadano tl-250Document13 pagesRigging Calc. Tadano tl-250ashadiamirNo ratings yet
- Matls - Engr. Accr. ReviewDocument352 pagesMatls - Engr. Accr. ReviewJun Kho100% (1)
- BPM 305 (Tma01) - Project Scheduling and Control (Mohamed Ali B1210887) BPM 305 (Tma01) - Project Scheduling and Control (Mohamed Ali B1210887)Document1 pageBPM 305 (Tma01) - Project Scheduling and Control (Mohamed Ali B1210887) BPM 305 (Tma01) - Project Scheduling and Control (Mohamed Ali B1210887)ThanveerNo ratings yet
- Mpa Bim UsesDocument61 pagesMpa Bim UsesDang NhatNo ratings yet
- 003 (AS) - SD - App - SAMI - STP-150 - X - 2020 - SIGN Complete A, S, MEDocument1 page003 (AS) - SD - App - SAMI - STP-150 - X - 2020 - SIGN Complete A, S, MEHaryanto StevenNo ratings yet
- MEP Holabird Bid Set DrawingsDocument149 pagesMEP Holabird Bid Set DrawingsMohanad SulimanNo ratings yet
- 1188 PDFDocument60 pages1188 PDFNarayan DunganaNo ratings yet