Download as pdf or txt
You might also like
- Laboratory Experiment 6 - Proteins (GROUP 4)Document14 pagesLaboratory Experiment 6 - Proteins (GROUP 4)Renee Dwi Permata Messakaraeng100% (1)
- Sample Paper - Campus Recruitment Test-Chemistry Medical PDFDocument4 pagesSample Paper - Campus Recruitment Test-Chemistry Medical PDFAbhijeet Parkhi50% (2)
- Co-Production of Xylooligosaccharides and Glucose From Birch Sawdust by Hot Water Pretreatment and Enzymatic HydrolysisDocument8 pagesCo-Production of Xylooligosaccharides and Glucose From Birch Sawdust by Hot Water Pretreatment and Enzymatic HydrolysisOmar KHELILNo ratings yet
- RRLDocument4 pagesRRLshaiNo ratings yet
- Bioresource Technology: S.C. Rabelo, H. Carrere, R. Maciel Filho, A.C. CostaDocument9 pagesBioresource Technology: S.C. Rabelo, H. Carrere, R. Maciel Filho, A.C. CostaAl-somuda' Ali Al-smmaniNo ratings yet
- Bioresource Technology: Xuebin Lu, Yimin Zhang, Irini AngelidakiDocument6 pagesBioresource Technology: Xuebin Lu, Yimin Zhang, Irini AngelidakiRakesh TrivediNo ratings yet
- Hydrothermal Carbonization of Various Lignocellulosic BiomassDocument9 pagesHydrothermal Carbonization of Various Lignocellulosic BiomassTatiana MendozaNo ratings yet
- Fermentation of Sun Ower Seed Hull Hydrolysate To Ethanol by Pichia StipitisDocument8 pagesFermentation of Sun Ower Seed Hull Hydrolysate To Ethanol by Pichia StipitisJulio MoralesNo ratings yet
- 10 1016@j Fuel 2019 116702 PDFDocument8 pages10 1016@j Fuel 2019 116702 PDFVISHNU P SRIVASTAVANo ratings yet
- Ars Lan 2010Document7 pagesArs Lan 2010Brian Oro BeltránNo ratings yet
- Improving Biogas Production From Wheat Plant Using Alkaline PretreatmentDocument6 pagesImproving Biogas Production From Wheat Plant Using Alkaline PretreatmentMaryam TaherdanakNo ratings yet
- Bioresource Technology: Chayanon Sawatdeenarunat, Hyungseok Nam, Sushil Adhikari, Shihwu Sung, Samir Kumar KhanalDocument8 pagesBioresource Technology: Chayanon Sawatdeenarunat, Hyungseok Nam, Sushil Adhikari, Shihwu Sung, Samir Kumar KhanalCarolina Restrepo LondoñoNo ratings yet
- Pretratament STEAM EXPLOSIONDocument15 pagesPretratament STEAM EXPLOSIONDaniel ReyesNo ratings yet
- Industrial Crops & Products 142 (2019) 111616Document9 pagesIndustrial Crops & Products 142 (2019) 111616yuliNo ratings yet
- Biore Source Technology: Shih-Hsin Ho, Shu-Wen Huang, Chun-Yen Chen, Tomohisa Hasunuma, Akihiko Kondo, Jo-Shu ChangDocument8 pagesBiore Source Technology: Shih-Hsin Ho, Shu-Wen Huang, Chun-Yen Chen, Tomohisa Hasunuma, Akihiko Kondo, Jo-Shu ChangViona WidyaNo ratings yet
- Bioresources.: Bioconversion of Bamboo To Bioethanol Using The Two-Stage Organosolv and Alkali PretreatmentDocument9 pagesBioresources.: Bioconversion of Bamboo To Bioethanol Using The Two-Stage Organosolv and Alkali Pretreatmentcandra ndraNo ratings yet
- Bioresource Technology: Carla F. Crespo, Malik Badshah, Maria T. Alvarez, Bo MattiassonDocument6 pagesBioresource Technology: Carla F. Crespo, Malik Badshah, Maria T. Alvarez, Bo MattiassonNam AnhNo ratings yet
- Cannabis BiomassDocument8 pagesCannabis BiomassmarianaNo ratings yet
- Hydrolyse AcideDocument9 pagesHydrolyse AcideMohamed NaimiNo ratings yet
- Applied Energy: Wei-Hsin Chen, Yi-Jian Tu, Herng-Kuang SheenDocument9 pagesApplied Energy: Wei-Hsin Chen, Yi-Jian Tu, Herng-Kuang SheenArif HidayatNo ratings yet
- 10 5923 J Ajb 20170702 03-With-Cover-Page-V2Document11 pages10 5923 J Ajb 20170702 03-With-Cover-Page-V2James NanorNo ratings yet
- An Evaluation of The Potential of Acacia Dealbata As Raw MaterialDocument8 pagesAn Evaluation of The Potential of Acacia Dealbata As Raw MaterialJohn HerreroNo ratings yet
- Bioethanol Synthesis Methods From Cassava PeelDocument9 pagesBioethanol Synthesis Methods From Cassava PeelTITUS CHINEDU EGBOSIUBANo ratings yet
- An Experimental Analysis On Property and Structure Variations of AgriculturalDocument9 pagesAn Experimental Analysis On Property and Structure Variations of AgriculturalJr BagaporoNo ratings yet
- A15 - Referencia CentralDocument7 pagesA15 - Referencia CentralKjuiNo ratings yet
- Nwokolo Et Al. 2021 PDFDocument14 pagesNwokolo Et Al. 2021 PDFAdeniji OlagokeNo ratings yet
- A Biorefinery Concept Using The Green MacroalgaeDocument9 pagesA Biorefinery Concept Using The Green MacroalgaeNadjla ChaibNo ratings yet
- Integrated Production of Second Generation Ethanol and Lactic Acid From Steam-Exploded Elephant GrassDocument8 pagesIntegrated Production of Second Generation Ethanol and Lactic Acid From Steam-Exploded Elephant Grassluana.rochaNo ratings yet
- Fruit Leather Inggris 5 DoneDocument3 pagesFruit Leather Inggris 5 DonefitriNo ratings yet
- Environmental Research: SciencedirectDocument12 pagesEnvironmental Research: SciencedirecteddixavierNo ratings yet
- Bioresource Technology: Sami Luste, Sari LuostarinenDocument8 pagesBioresource Technology: Sami Luste, Sari LuostarinenJim TsikasNo ratings yet
- A Comparative Kinetic Study of Acidic Hydrolysis of Wastes Cellulose From Agricultural Derived BiomassDocument7 pagesA Comparative Kinetic Study of Acidic Hydrolysis of Wastes Cellulose From Agricultural Derived Biomasseychezdy07No ratings yet
- J Jenvman 2011 05 003Document6 pagesJ Jenvman 2011 05 003davila.paulenriqueNo ratings yet
- Valorization of Steam Exploded Wheat Straw Through A Biorefinery Approach Bioethanol and Bio-Oil Co-ProductionDocument10 pagesValorization of Steam Exploded Wheat Straw Through A Biorefinery Approach Bioethanol and Bio-Oil Co-Productionkartik44No ratings yet
- j.fbp.2019.06.012Document39 pagesj.fbp.2019.06.012Lê Thị Thúy NgânNo ratings yet
- 1 SD PDFDocument10 pages1 SD PDFDaniel Salazar DiazNo ratings yet
- 1 s2.0 S0926669015301588 Main - Vero Mold Size and AdditiveDocument8 pages1 s2.0 S0926669015301588 Main - Vero Mold Size and AdditiveMark Leinard Dela CruzNo ratings yet
- Bioethanol Production From Corn Stover Using Saccharomyces CerevisiaeDocument4 pagesBioethanol Production From Corn Stover Using Saccharomyces CerevisiaeTatenda TunechiNo ratings yet
- Ethanol PR: Oduction From Steam-Explosion Pretreated Wheat StrawDocument13 pagesEthanol PR: Oduction From Steam-Explosion Pretreated Wheat StrawJavier Ulises Hernández BeltránNo ratings yet
- Sustainable Bioconversion of Potato Peel Wastes Into Ethanol and BiogasDocument9 pagesSustainable Bioconversion of Potato Peel Wastes Into Ethanol and Biogasprem melNo ratings yet
- Enzymatic Hydrolysis at High-Solids Loadings For The Conversion of Agave Bagasse To Fuel EthanolDocument10 pagesEnzymatic Hydrolysis at High-Solids Loadings For The Conversion of Agave Bagasse To Fuel Ethanolgisele.goesNo ratings yet
- Scenedesmus Obliquus 4 PDFDocument7 pagesScenedesmus Obliquus 4 PDFLAURA LUC�A ATENCIA CASTILLONo ratings yet
- One-Pot Furfural Production Using Choline Chloride-Dicarboxylic Acid Based Deep Eutectic Solvents Under Mild ConditionsDocument17 pagesOne-Pot Furfural Production Using Choline Chloride-Dicarboxylic Acid Based Deep Eutectic Solvents Under Mild ConditionsDewi ArziyahNo ratings yet
- Energies: Co-Hydrothermal Liquefaction of Lignocellulosic Biomass in Supercritical WaterDocument13 pagesEnergies: Co-Hydrothermal Liquefaction of Lignocellulosic Biomass in Supercritical WaterAyush daveNo ratings yet
- 1 s2.0 S096085241401757X MainDocument9 pages1 s2.0 S096085241401757X MainGuilherme TonialNo ratings yet
- Design Nano For HydrogenDocument10 pagesDesign Nano For Hydrogenanditama NPNo ratings yet
- Characterization and Application of Cellulose Acetate Synthesized FromDocument10 pagesCharacterization and Application of Cellulose Acetate Synthesized FromMuhammad Yusuf SaragihNo ratings yet
- MS-AGS32F20 Muhammad AminDocument6 pagesMS-AGS32F20 Muhammad AminUsama HassanNo ratings yet
- COZMA AdrianaDocument7 pagesCOZMA Adrianakeepemdown17No ratings yet
- Resources, Conservation & Recycling: Subhash Paul, Animesh DuttaDocument11 pagesResources, Conservation & Recycling: Subhash Paul, Animesh DuttaGeraldiineDuqueSalazarNo ratings yet
- Optimizing Acid-Hydrolysis A Critical Step For Production of Ethanol From Mixed Wood ChipsDocument4 pagesOptimizing Acid-Hydrolysis A Critical Step For Production of Ethanol From Mixed Wood Chipsrikki5689No ratings yet
- 1 s2.0 S0306261912007027 MainDocument6 pages1 s2.0 S0306261912007027 MainHugo VillardiNo ratings yet
- 2011 Bio-Oil Production by Flash Pyrolysis of Sugarcane Residues and Post Treatments of The Aqueous PhaseDocument10 pages2011 Bio-Oil Production by Flash Pyrolysis of Sugarcane Residues and Post Treatments of The Aqueous Phasemuhammad noorNo ratings yet
- Industrial Crops and Products: E.P. Dagnino, E.R. Chamorro, S.D. Romano, F.E. Felissia, M.C. AreaDocument6 pagesIndustrial Crops and Products: E.P. Dagnino, E.R. Chamorro, S.D. Romano, F.E. Felissia, M.C. AreaYhonattan LopezNo ratings yet
- Biogas Production in Low Cost HouseholdDocument7 pagesBiogas Production in Low Cost HouseholdUTHSO NANDYNo ratings yet
- Avila Gaxiola2018Document7 pagesAvila Gaxiola2018Carla MirandaNo ratings yet
- Conversion of Bark-Rich Biomass Mixture Into Fermentable Sugar by 2-Stage Dilute Acid-Catalyzed HydrolysisDocument7 pagesConversion of Bark-Rich Biomass Mixture Into Fermentable Sugar by 2-Stage Dilute Acid-Catalyzed HydrolysisMario Ricardo Urdaneta ParraNo ratings yet
- Ref1 PDFDocument8 pagesRef1 PDFLOKESH MAHALANo ratings yet
- 2010 - Gregor D - Anerobic Digester TanneryDocument8 pages2010 - Gregor D - Anerobic Digester TanneryJulio ReyesNo ratings yet
- Unrean 2018Document9 pagesUnrean 2018FernandaNo ratings yet
- Biogas Production: Pretreatment Methods in Anaerobic DigestionFrom EverandBiogas Production: Pretreatment Methods in Anaerobic DigestionNo ratings yet
- Biocharculture Biochar for Environment and DevelopmentFrom EverandBiocharculture Biochar for Environment and DevelopmentNo ratings yet
- 2.review of LiteratureDocument20 pages2.review of LiteratureMjd ObiedNo ratings yet
- Liquid State Fabrication of Metal Matrix CompositesDocument3 pagesLiquid State Fabrication of Metal Matrix CompositesBHUVANESH NNo ratings yet
- General Guidelines For Distillation Column PDFDocument23 pagesGeneral Guidelines For Distillation Column PDFAhmed HassanNo ratings yet
- ISO - ISO - TC 34 - SC 11 - Animal and Vegetable Fats and OilsDocument10 pagesISO - ISO - TC 34 - SC 11 - Animal and Vegetable Fats and OilsZahid Mahmood0% (1)
- BS 5255 (Thermoplastic Waste Pipe and Fittings)Document22 pagesBS 5255 (Thermoplastic Waste Pipe and Fittings)minsara madt100% (1)
- Musa Paradisiaca (Plantain) Stem Sap Extract As A Potential Corrosion Inhibitor On Mild Steel in Acid MediumDocument6 pagesMusa Paradisiaca (Plantain) Stem Sap Extract As A Potential Corrosion Inhibitor On Mild Steel in Acid MediumInternational Journal of Innovative Science and Research Technology100% (1)
- Physical and Chemical Properties PDFDocument9 pagesPhysical and Chemical Properties PDFshehryar khanNo ratings yet
- Iupac For Coordination CompoundsDocument3 pagesIupac For Coordination CompoundsARADHYA SHARMANo ratings yet
- Chemistry 12th Question Paper 2023Document8 pagesChemistry 12th Question Paper 2023Anuradha MukherjeeNo ratings yet
- 17 Photosynth 2 10 10 05Document19 pages17 Photosynth 2 10 10 05Kima MadNo ratings yet
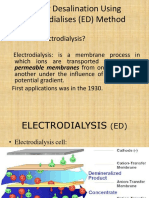
- Water Desalination Using Electrodialises (ED) Method: - What Is Electrodialysis?Document18 pagesWater Desalination Using Electrodialises (ED) Method: - What Is Electrodialysis?ibrahimawad06No ratings yet
- Cement PurityDocument75 pagesCement PuritySaragadam DilsriNo ratings yet
- Influence of Phase Transformations On Mechanical Properties and Corrosion Properties in Duplex Stainless SteelsDocument3 pagesInfluence of Phase Transformations On Mechanical Properties and Corrosion Properties in Duplex Stainless SteelsThinh NguyenNo ratings yet
- Production of Hydrogen Gas by Steam Reforming ProcessDocument38 pagesProduction of Hydrogen Gas by Steam Reforming ProcessAinggararuban GaneshanNo ratings yet
- Exp.5-Reaction of Alkanes, Alkenes, and CycloalkanesDocument27 pagesExp.5-Reaction of Alkanes, Alkenes, and CycloalkaneszazoNo ratings yet
- 3-4. SST3005. Rocks and Minerals. KHMYDocument40 pages3-4. SST3005. Rocks and Minerals. KHMYFARAH HIDAYAHNo ratings yet
- Corrosion of Different Metalsalloys in Soil EnvironmentDocument29 pagesCorrosion of Different Metalsalloys in Soil Environmentsatvik shekharNo ratings yet
- 2020 JPJC H2 Chemistry Prelim P3 AnswersDocument24 pages2020 JPJC H2 Chemistry Prelim P3 Answersclarissa yeoNo ratings yet
- Chemistry SheetDocument10 pagesChemistry Sheetbakr ferasNo ratings yet
- A Study On The Engineering Properties of Sandcrete Blocks Produced With Rice Husk Ash Blended CementDocument11 pagesA Study On The Engineering Properties of Sandcrete Blocks Produced With Rice Husk Ash Blended CementReo Mhark Lacbayo GarcianoNo ratings yet
- Ministry of Education Secondary Engagement Programme Grade 10 Chemistry Week 6 Lesson 2 Topic: Sub-Topic: ObjectivesDocument3 pagesMinistry of Education Secondary Engagement Programme Grade 10 Chemistry Week 6 Lesson 2 Topic: Sub-Topic: ObjectivesDaniel DowdingNo ratings yet
- Water Pollution and Its MANAGEMENT - (18CEO405T) : P. Purushothaman Associate ProfessorDocument28 pagesWater Pollution and Its MANAGEMENT - (18CEO405T) : P. Purushothaman Associate Professorvenkateswaran k.sNo ratings yet
- Study Guide Ionic Compounds and Metals Student Editable PDFDocument8 pagesStudy Guide Ionic Compounds and Metals Student Editable PDFNicolyNo ratings yet
- Alcohol Jeemain - GuruDocument36 pagesAlcohol Jeemain - GuruSailost Jr.No ratings yet
- TRANSES - BIOCHEM - Cellular Metabolism - Krebs Cycle, Electron Transport ChainDocument4 pagesTRANSES - BIOCHEM - Cellular Metabolism - Krebs Cycle, Electron Transport ChainPia LouiseNo ratings yet
- 3472-3473 Ibuprofen TabletsDocument2 pages3472-3473 Ibuprofen TabletsOmeyya TanveerNo ratings yet
- TDS 38 White Aluminium OxideDocument2 pagesTDS 38 White Aluminium OxideRashid SaleemNo ratings yet
- Grade 11 Chemistry Exam Review-Megan MacRaeDocument8 pagesGrade 11 Chemistry Exam Review-Megan MacRaepuneetNo ratings yet