
Welding feasibility of copper and mildsteel using TIG welding
Welding feasibility of copper and mildsteel using TIG welding
You might also like
- Lab 4 - 555Document12 pagesLab 4 - 555ZawanahNo ratings yet
- Manual of Modern Hydronics Section 1 4Document58 pagesManual of Modern Hydronics Section 1 4Tin Aung KyiNo ratings yet
- 1466F Users Guide PowerBrush Premier PDFDocument16 pages1466F Users Guide PowerBrush Premier PDFDamien Rhys JonesNo ratings yet
- PS Compilation For 2019Document10 pagesPS Compilation For 2019Nicole RamirezNo ratings yet
- More Than 2000 Solved MCQs On Research MethodsDocument127 pagesMore Than 2000 Solved MCQs On Research MethodsBhushan Chaudhari100% (2)
- Dissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingDocument6 pagesDissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingFiras RocktNo ratings yet
- ArunDocument14 pagesArunAyanokoji kunNo ratings yet
- Metals 13 00014Document17 pagesMetals 13 00014Isaac SimbañaNo ratings yet
- Research On Gas Tungsten Arc Welding of Stainless PDFDocument7 pagesResearch On Gas Tungsten Arc Welding of Stainless PDFMuhammad LukmanNo ratings yet
- 12 CO2 Laser Study of SS316 and Ni201 Dissimilar Metal JoiningDocument15 pages12 CO2 Laser Study of SS316 and Ni201 Dissimilar Metal JoiningrsrjramNo ratings yet
- Comparative Evaluation of Mechanical Characterization Features of Dissimilar WeldmentsDocument4 pagesComparative Evaluation of Mechanical Characterization Features of Dissimilar WeldmentsEditor IJTSRDNo ratings yet
- E3sconf Icmed2020 01030Document6 pagesE3sconf Icmed2020 01030Isaac SimbañaNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Effect of MG Addition On The Microstructure and PRDocument19 pagesEffect of MG Addition On The Microstructure and PRsongyang hanNo ratings yet
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocument9 pagesTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNo ratings yet
- Teklas 0A - PROPERTIESDocument7 pagesTeklas 0A - PROPERTIESMudzakkir DioktyantoNo ratings yet
- Microstructural Characteristics of A Stainless Steel/Copper Dissimilar Joint Made by Laser WeldingDocument8 pagesMicrostructural Characteristics of A Stainless Steel/Copper Dissimilar Joint Made by Laser WeldingHan Hisyam PratamaNo ratings yet
- Al and Steel Leaser WeldingDocument11 pagesAl and Steel Leaser WeldingSidhesh mishraNo ratings yet
- Materials 15 00412Document16 pagesMaterials 15 00412Murat CKNo ratings yet
- Brief Review On Dissimilar Welding Using Cold Metal TransferDocument10 pagesBrief Review On Dissimilar Welding Using Cold Metal TransferSrinivas KosuriNo ratings yet
- 1 s2.0 S1526612513000996 MainDocument9 pages1 s2.0 S1526612513000996 MainKAVINNo ratings yet
- A11 PDFDocument15 pagesA11 PDFJunaid AkhtarNo ratings yet
- The Effect of Welding Heat Input and Wel PDFDocument8 pagesThe Effect of Welding Heat Input and Wel PDFaadmaadmNo ratings yet
- Process Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsDocument6 pagesProcess Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Shreya S 2019Document8 pagesShreya S 2019Ilmal YaqinNo ratings yet
- Ogundimu 2019 J. Phys. Conf. Ser. 1378 032022Document9 pagesOgundimu 2019 J. Phys. Conf. Ser. 1378 032022Isaac SimbañaNo ratings yet
- SMAW ArticuloDocument14 pagesSMAW ArticuloLuis RiveraNo ratings yet
- 7 MalDocument1 page7 Malm devaiahNo ratings yet
- Microstructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434Document17 pagesMicrostructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434kamal touilebNo ratings yet
- Gradient Transition Zone Structure in Steel-CopperDocument16 pagesGradient Transition Zone Structure in Steel-CopperdhairyasheelNo ratings yet
- Wang 2011Document7 pagesWang 2011wallisonkennedy014No ratings yet
- Comparison of Mechanical and Microstructural Behaviour of TIG, MIG and Friction Stir Welded 7075 Aluminium AlloyDocument8 pagesComparison of Mechanical and Microstructural Behaviour of TIG, MIG and Friction Stir Welded 7075 Aluminium AlloyRiyadh MohammedNo ratings yet
- Ijtra 1407109Document3 pagesIjtra 1407109Akshay Kumar PandeyNo ratings yet
- Btech Project ReportDocument23 pagesBtech Project ReportS RNo ratings yet
- Experimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsDocument12 pagesExperimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsRafaela MendesNo ratings yet
- Elrefaey 2010Document7 pagesElrefaey 2010mojtaba nNo ratings yet
- Effect of Deoxidizer On Microstructure and Mechanical Properties of Micro Slag Gas Shielded Flux Cored WireDocument11 pagesEffect of Deoxidizer On Microstructure and Mechanical Properties of Micro Slag Gas Shielded Flux Cored WireBhushan DharmikNo ratings yet
- 1 s2.0 S1005030215002108 MainDocument9 pages1 s2.0 S1005030215002108 MainDr. Rachid djoudjouNo ratings yet
- A Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3Document16 pagesA Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3kamal touilebNo ratings yet
- Microstructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessDocument12 pagesMicrostructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessRami GhorbelNo ratings yet
- 1 s2.0 S0308016121000223 Main1Document11 pages1 s2.0 S0308016121000223 Main1prabaNo ratings yet
- Welding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesDocument12 pagesWelding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesAnonymous KzJcjGCJbNo ratings yet
- Welding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesDocument12 pagesWelding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesAnonymous KzJcjGCJbNo ratings yet
- Efecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Document7 pagesEfecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Orlando RangelNo ratings yet
- Sridhar2014 Article CharacterizationOfMicrostructuDocument13 pagesSridhar2014 Article CharacterizationOfMicrostructuChandan PandeyNo ratings yet
- Effect of Faying Surfaces and Characterization ofDocument39 pagesEffect of Faying Surfaces and Characterization ofsenthil muruganNo ratings yet
- An Investigation Into Microstructure and MechanicaDocument10 pagesAn Investigation Into Microstructure and MechanicaGowri Shankar WuritiNo ratings yet
- Welding Metallurgy of Nickel Steel Andre Yosi 1606842814: Wu Et Al. (2015) Used CODocument5 pagesWelding Metallurgy of Nickel Steel Andre Yosi 1606842814: Wu Et Al. (2015) Used COAndre YosiNo ratings yet
- Guo 2016Document40 pagesGuo 2016Taguis VelascoNo ratings yet
- Preparation of Bimetallic Nano-Composite by Dissimilar Friction Stir Welding of Copper To Aluminum AlloyDocument18 pagesPreparation of Bimetallic Nano-Composite by Dissimilar Friction Stir Welding of Copper To Aluminum AlloyStatus StoreNo ratings yet
- Chang 2011Document6 pagesChang 2011ggNo ratings yet
- 22008-Article Text-71889-1-10-20190503Document7 pages22008-Article Text-71889-1-10-20190503sourabh loharNo ratings yet
- J Matpr 2017 07 083Document8 pagesJ Matpr 2017 07 083anandhunehNo ratings yet
- Sciencedirect: Mrs Singapore - Icmat Symposia ProceedingsDocument5 pagesSciencedirect: Mrs Singapore - Icmat Symposia ProceedingsbhushanNo ratings yet
- Effectof Welding Processeson Microstructure MechanicalDocument12 pagesEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouNo ratings yet
- Effect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Document10 pagesEffect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Kaushik SenguptaNo ratings yet
- Avances en Soldadura de Materiales DisimilesDocument5 pagesAvances en Soldadura de Materiales DisimilesDebora ChavezNo ratings yet
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 pagesEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsNo ratings yet
- 6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofDocument10 pages6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofrsrjramNo ratings yet
- Microstructural, mechanical and weldability assessments of the dissimilar welds between γ′-And γ″-strengthened nickel-base superalloysDocument10 pagesMicrostructural, mechanical and weldability assessments of the dissimilar welds between γ′-And γ″-strengthened nickel-base superalloysMahsaNo ratings yet
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- About Welding Process 46Document1 pageAbout Welding Process 46XerexNo ratings yet
- Constantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFDocument9 pagesConstantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFMeet PatelNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Lectures IFDocument110 pagesLectures IFselavilizationNo ratings yet
- Safe PLC Controller Implementation IEC 61131-3 Compliant Based On A Simple SAT Solver: Application To Manufacturing SystemsDocument9 pagesSafe PLC Controller Implementation IEC 61131-3 Compliant Based On A Simple SAT Solver: Application To Manufacturing SystemsselavilizationNo ratings yet
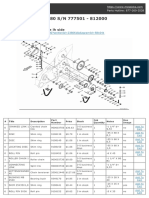
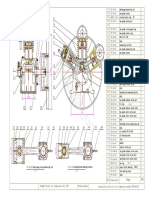
- Comprima V 150 / 180 S/N 777501 - 812000: VENDOR: Krone SECTION: Figure Listing DIAGRAM: 37.0 Chain Drive LH SideDocument3 pagesComprima V 150 / 180 S/N 777501 - 812000: VENDOR: Krone SECTION: Figure Listing DIAGRAM: 37.0 Chain Drive LH SideselavilizationNo ratings yet
- R. A. Hudson - A Dictionary of Beja (2012) PDFDocument162 pagesR. A. Hudson - A Dictionary of Beja (2012) PDFselavilizationNo ratings yet
- Ashish Gandhe, Restaurant Recommendation System PDFDocument5 pagesAshish Gandhe, Restaurant Recommendation System PDFselavilizationNo ratings yet
- Andrew Poon, What Project Should I ChooseDocument5 pagesAndrew Poon, What Project Should I ChooseselavilizationNo ratings yet
- Adison Wongkar, Christoph Wertz, What Are People Saying About Net NeutralityDocument5 pagesAdison Wongkar, Christoph Wertz, What Are People Saying About Net NeutralityselavilizationNo ratings yet
- Elizabeth Walkup, MacMalwareDocument5 pagesElizabeth Walkup, MacMalwareselavilizationNo ratings yet
- Antivirus Evasion With ShCoLo - ExLo - Why Malware Works in Face of Antivirus Software - Matthias DeegDocument35 pagesAntivirus Evasion With ShCoLo - ExLo - Why Malware Works in Face of Antivirus Software - Matthias DeegselavilizationNo ratings yet
- Evaluation of FMI-based Workflow For Simulation and Testing of Industrial Automation ApplicationsDocument55 pagesEvaluation of FMI-based Workflow For Simulation and Testing of Industrial Automation Applicationsselavilization100% (1)
- How To Read / Write File Data in Wincon ?Document18 pagesHow To Read / Write File Data in Wincon ?selavilizationNo ratings yet
- PGQS e 2Document104 pagesPGQS e 2selavilizationNo ratings yet
- Cwf-60-30air CompressorDocument2 pagesCwf-60-30air CompressorHuy Lễ NguyễnNo ratings yet
- Third Quarter TLE 7 HandicraftDocument5 pagesThird Quarter TLE 7 HandicraftVanessa Biado0% (1)
- SCF 020 - Ship Shore Safety ChecklistDocument8 pagesSCF 020 - Ship Shore Safety ChecklistSutarmoNo ratings yet
- Measures of Central Tendency and Dispersion (Week-07)Document44 pagesMeasures of Central Tendency and Dispersion (Week-07)Sarmad Altaf Hafiz Altaf HussainNo ratings yet
- Pada Wanita MenstruasiDocument7 pagesPada Wanita MenstruasiLab RS MMCNo ratings yet
- Physics Standard Level Paper 1: Instructions To CandidatesDocument17 pagesPhysics Standard Level Paper 1: Instructions To CandidatesjszNo ratings yet
- Research On Moment of Inertia Measurement Method2019Document7 pagesResearch On Moment of Inertia Measurement Method2019ait oubella marouaneNo ratings yet
- Types of CurriculumDocument3 pagesTypes of CurriculumBabylyn Frias100% (1)
- Sulphate Attack in Concrete and Its PreventionDocument21 pagesSulphate Attack in Concrete and Its PreventionvempadareddyNo ratings yet
- Barton Floco Fra Automatic Sampler User ManualDocument40 pagesBarton Floco Fra Automatic Sampler User ManualedwinmenaNo ratings yet
- Notice of Opposition and Trial DatesDocument4 pagesNotice of Opposition and Trial DatesCalvin CorreliNo ratings yet
- Hospital Pharmacy Survey Tool PDFDocument4 pagesHospital Pharmacy Survey Tool PDFEliana GerzonNo ratings yet
- Word Music, LLC Et Al v. Priddis Music, Inc. Et Al - Document No. 66Document4 pagesWord Music, LLC Et Al v. Priddis Music, Inc. Et Al - Document No. 66Justia.comNo ratings yet
- Page1 NM NMS 50 HZDocument1 pagePage1 NM NMS 50 HZGoce VasilevskiNo ratings yet
- Fascinating Facts Earth Science WorkbookDocument40 pagesFascinating Facts Earth Science Workbookbuzuleacnadya100% (3)
- Free As A Bird - Complete Video PDFDocument22 pagesFree As A Bird - Complete Video PDFAdam J RothschildNo ratings yet
- Service Experience (OCSE) Using The Emerging Consensus Technique (ECT)Document41 pagesService Experience (OCSE) Using The Emerging Consensus Technique (ECT)Naveen KNo ratings yet
- MSDS - Arena VerdeDocument12 pagesMSDS - Arena VerdeSoledad OrtegaNo ratings yet
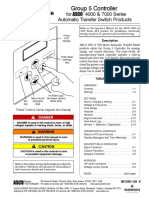
- Asco 7000 Series Operators Manual Group 5 ControllerDocument32 pagesAsco 7000 Series Operators Manual Group 5 ControllerAhmed Tarek100% (1)
- English 1-2-1Document7 pagesEnglish 1-2-1Arlene Suan Paña SevensixfourzeroNo ratings yet
- Nurse Resume ConstructionDocument4 pagesNurse Resume ConstructionNelly Del RosarioNo ratings yet
- Label Non 3T v1Document9 pagesLabel Non 3T v1Febry Hisbullah NurmanNo ratings yet
- NMBM 15 Western RD - May 2023Document2 pagesNMBM 15 Western RD - May 2023Tshepo KauNo ratings yet
- MCM Tutorial 6&7Document6 pagesMCM Tutorial 6&7SHU WAN TEHNo ratings yet
- 11 Propeller DesignDocument14 pages11 Propeller DesignAbdelrahman Atef ElbashNo ratings yet



































































































Download as pdf or txt
You might also like
- Lab 4 - 555Document12 pagesLab 4 - 555ZawanahNo ratings yet
- Manual of Modern Hydronics Section 1 4Document58 pagesManual of Modern Hydronics Section 1 4Tin Aung KyiNo ratings yet
- 1466F Users Guide PowerBrush Premier PDFDocument16 pages1466F Users Guide PowerBrush Premier PDFDamien Rhys JonesNo ratings yet
- PS Compilation For 2019Document10 pagesPS Compilation For 2019Nicole RamirezNo ratings yet
- More Than 2000 Solved MCQs On Research MethodsDocument127 pagesMore Than 2000 Solved MCQs On Research MethodsBhushan Chaudhari100% (2)
- Dissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingDocument6 pagesDissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingFiras RocktNo ratings yet
- ArunDocument14 pagesArunAyanokoji kunNo ratings yet
- Metals 13 00014Document17 pagesMetals 13 00014Isaac SimbañaNo ratings yet
- Research On Gas Tungsten Arc Welding of Stainless PDFDocument7 pagesResearch On Gas Tungsten Arc Welding of Stainless PDFMuhammad LukmanNo ratings yet
- 12 CO2 Laser Study of SS316 and Ni201 Dissimilar Metal JoiningDocument15 pages12 CO2 Laser Study of SS316 and Ni201 Dissimilar Metal JoiningrsrjramNo ratings yet
- Comparative Evaluation of Mechanical Characterization Features of Dissimilar WeldmentsDocument4 pagesComparative Evaluation of Mechanical Characterization Features of Dissimilar WeldmentsEditor IJTSRDNo ratings yet
- E3sconf Icmed2020 01030Document6 pagesE3sconf Icmed2020 01030Isaac SimbañaNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Effect of MG Addition On The Microstructure and PRDocument19 pagesEffect of MG Addition On The Microstructure and PRsongyang hanNo ratings yet
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocument9 pagesTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNo ratings yet
- Teklas 0A - PROPERTIESDocument7 pagesTeklas 0A - PROPERTIESMudzakkir DioktyantoNo ratings yet
- Microstructural Characteristics of A Stainless Steel/Copper Dissimilar Joint Made by Laser WeldingDocument8 pagesMicrostructural Characteristics of A Stainless Steel/Copper Dissimilar Joint Made by Laser WeldingHan Hisyam PratamaNo ratings yet
- Al and Steel Leaser WeldingDocument11 pagesAl and Steel Leaser WeldingSidhesh mishraNo ratings yet
- Materials 15 00412Document16 pagesMaterials 15 00412Murat CKNo ratings yet
- Brief Review On Dissimilar Welding Using Cold Metal TransferDocument10 pagesBrief Review On Dissimilar Welding Using Cold Metal TransferSrinivas KosuriNo ratings yet
- 1 s2.0 S1526612513000996 MainDocument9 pages1 s2.0 S1526612513000996 MainKAVINNo ratings yet
- A11 PDFDocument15 pagesA11 PDFJunaid AkhtarNo ratings yet
- The Effect of Welding Heat Input and Wel PDFDocument8 pagesThe Effect of Welding Heat Input and Wel PDFaadmaadmNo ratings yet
- Process Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsDocument6 pagesProcess Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Shreya S 2019Document8 pagesShreya S 2019Ilmal YaqinNo ratings yet
- Ogundimu 2019 J. Phys. Conf. Ser. 1378 032022Document9 pagesOgundimu 2019 J. Phys. Conf. Ser. 1378 032022Isaac SimbañaNo ratings yet
- SMAW ArticuloDocument14 pagesSMAW ArticuloLuis RiveraNo ratings yet
- 7 MalDocument1 page7 Malm devaiahNo ratings yet
- Microstructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434Document17 pagesMicrostructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434kamal touilebNo ratings yet
- Gradient Transition Zone Structure in Steel-CopperDocument16 pagesGradient Transition Zone Structure in Steel-CopperdhairyasheelNo ratings yet
- Wang 2011Document7 pagesWang 2011wallisonkennedy014No ratings yet
- Comparison of Mechanical and Microstructural Behaviour of TIG, MIG and Friction Stir Welded 7075 Aluminium AlloyDocument8 pagesComparison of Mechanical and Microstructural Behaviour of TIG, MIG and Friction Stir Welded 7075 Aluminium AlloyRiyadh MohammedNo ratings yet
- Ijtra 1407109Document3 pagesIjtra 1407109Akshay Kumar PandeyNo ratings yet
- Btech Project ReportDocument23 pagesBtech Project ReportS RNo ratings yet
- Experimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsDocument12 pagesExperimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsRafaela MendesNo ratings yet
- Elrefaey 2010Document7 pagesElrefaey 2010mojtaba nNo ratings yet
- Effect of Deoxidizer On Microstructure and Mechanical Properties of Micro Slag Gas Shielded Flux Cored WireDocument11 pagesEffect of Deoxidizer On Microstructure and Mechanical Properties of Micro Slag Gas Shielded Flux Cored WireBhushan DharmikNo ratings yet
- 1 s2.0 S1005030215002108 MainDocument9 pages1 s2.0 S1005030215002108 MainDr. Rachid djoudjouNo ratings yet
- A Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3Document16 pagesA Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3kamal touilebNo ratings yet
- Microstructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessDocument12 pagesMicrostructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessRami GhorbelNo ratings yet
- 1 s2.0 S0308016121000223 Main1Document11 pages1 s2.0 S0308016121000223 Main1prabaNo ratings yet
- Welding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesDocument12 pagesWelding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesAnonymous KzJcjGCJbNo ratings yet
- Welding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesDocument12 pagesWelding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesAnonymous KzJcjGCJbNo ratings yet
- Efecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Document7 pagesEfecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Orlando RangelNo ratings yet
- Sridhar2014 Article CharacterizationOfMicrostructuDocument13 pagesSridhar2014 Article CharacterizationOfMicrostructuChandan PandeyNo ratings yet
- Effect of Faying Surfaces and Characterization ofDocument39 pagesEffect of Faying Surfaces and Characterization ofsenthil muruganNo ratings yet
- An Investigation Into Microstructure and MechanicaDocument10 pagesAn Investigation Into Microstructure and MechanicaGowri Shankar WuritiNo ratings yet
- Welding Metallurgy of Nickel Steel Andre Yosi 1606842814: Wu Et Al. (2015) Used CODocument5 pagesWelding Metallurgy of Nickel Steel Andre Yosi 1606842814: Wu Et Al. (2015) Used COAndre YosiNo ratings yet
- Guo 2016Document40 pagesGuo 2016Taguis VelascoNo ratings yet
- Preparation of Bimetallic Nano-Composite by Dissimilar Friction Stir Welding of Copper To Aluminum AlloyDocument18 pagesPreparation of Bimetallic Nano-Composite by Dissimilar Friction Stir Welding of Copper To Aluminum AlloyStatus StoreNo ratings yet
- Chang 2011Document6 pagesChang 2011ggNo ratings yet
- 22008-Article Text-71889-1-10-20190503Document7 pages22008-Article Text-71889-1-10-20190503sourabh loharNo ratings yet
- J Matpr 2017 07 083Document8 pagesJ Matpr 2017 07 083anandhunehNo ratings yet
- Sciencedirect: Mrs Singapore - Icmat Symposia ProceedingsDocument5 pagesSciencedirect: Mrs Singapore - Icmat Symposia ProceedingsbhushanNo ratings yet
- Effectof Welding Processeson Microstructure MechanicalDocument12 pagesEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouNo ratings yet
- Effect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Document10 pagesEffect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Kaushik SenguptaNo ratings yet
- Avances en Soldadura de Materiales DisimilesDocument5 pagesAvances en Soldadura de Materiales DisimilesDebora ChavezNo ratings yet
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 pagesEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsNo ratings yet
- 6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofDocument10 pages6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofrsrjramNo ratings yet
- Microstructural, mechanical and weldability assessments of the dissimilar welds between γ′-And γ″-strengthened nickel-base superalloysDocument10 pagesMicrostructural, mechanical and weldability assessments of the dissimilar welds between γ′-And γ″-strengthened nickel-base superalloysMahsaNo ratings yet
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- About Welding Process 46Document1 pageAbout Welding Process 46XerexNo ratings yet
- Constantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFDocument9 pagesConstantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFMeet PatelNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Lectures IFDocument110 pagesLectures IFselavilizationNo ratings yet
- Safe PLC Controller Implementation IEC 61131-3 Compliant Based On A Simple SAT Solver: Application To Manufacturing SystemsDocument9 pagesSafe PLC Controller Implementation IEC 61131-3 Compliant Based On A Simple SAT Solver: Application To Manufacturing SystemsselavilizationNo ratings yet
- Comprima V 150 / 180 S/N 777501 - 812000: VENDOR: Krone SECTION: Figure Listing DIAGRAM: 37.0 Chain Drive LH SideDocument3 pagesComprima V 150 / 180 S/N 777501 - 812000: VENDOR: Krone SECTION: Figure Listing DIAGRAM: 37.0 Chain Drive LH SideselavilizationNo ratings yet
- R. A. Hudson - A Dictionary of Beja (2012) PDFDocument162 pagesR. A. Hudson - A Dictionary of Beja (2012) PDFselavilizationNo ratings yet
- Ashish Gandhe, Restaurant Recommendation System PDFDocument5 pagesAshish Gandhe, Restaurant Recommendation System PDFselavilizationNo ratings yet
- Andrew Poon, What Project Should I ChooseDocument5 pagesAndrew Poon, What Project Should I ChooseselavilizationNo ratings yet
- Adison Wongkar, Christoph Wertz, What Are People Saying About Net NeutralityDocument5 pagesAdison Wongkar, Christoph Wertz, What Are People Saying About Net NeutralityselavilizationNo ratings yet
- Elizabeth Walkup, MacMalwareDocument5 pagesElizabeth Walkup, MacMalwareselavilizationNo ratings yet
- Antivirus Evasion With ShCoLo - ExLo - Why Malware Works in Face of Antivirus Software - Matthias DeegDocument35 pagesAntivirus Evasion With ShCoLo - ExLo - Why Malware Works in Face of Antivirus Software - Matthias DeegselavilizationNo ratings yet
- Evaluation of FMI-based Workflow For Simulation and Testing of Industrial Automation ApplicationsDocument55 pagesEvaluation of FMI-based Workflow For Simulation and Testing of Industrial Automation Applicationsselavilization100% (1)
- How To Read / Write File Data in Wincon ?Document18 pagesHow To Read / Write File Data in Wincon ?selavilizationNo ratings yet
- PGQS e 2Document104 pagesPGQS e 2selavilizationNo ratings yet
- Cwf-60-30air CompressorDocument2 pagesCwf-60-30air CompressorHuy Lễ NguyễnNo ratings yet
- Third Quarter TLE 7 HandicraftDocument5 pagesThird Quarter TLE 7 HandicraftVanessa Biado0% (1)
- SCF 020 - Ship Shore Safety ChecklistDocument8 pagesSCF 020 - Ship Shore Safety ChecklistSutarmoNo ratings yet
- Measures of Central Tendency and Dispersion (Week-07)Document44 pagesMeasures of Central Tendency and Dispersion (Week-07)Sarmad Altaf Hafiz Altaf HussainNo ratings yet
- Pada Wanita MenstruasiDocument7 pagesPada Wanita MenstruasiLab RS MMCNo ratings yet
- Physics Standard Level Paper 1: Instructions To CandidatesDocument17 pagesPhysics Standard Level Paper 1: Instructions To CandidatesjszNo ratings yet
- Research On Moment of Inertia Measurement Method2019Document7 pagesResearch On Moment of Inertia Measurement Method2019ait oubella marouaneNo ratings yet
- Types of CurriculumDocument3 pagesTypes of CurriculumBabylyn Frias100% (1)
- Sulphate Attack in Concrete and Its PreventionDocument21 pagesSulphate Attack in Concrete and Its PreventionvempadareddyNo ratings yet
- Barton Floco Fra Automatic Sampler User ManualDocument40 pagesBarton Floco Fra Automatic Sampler User ManualedwinmenaNo ratings yet
- Notice of Opposition and Trial DatesDocument4 pagesNotice of Opposition and Trial DatesCalvin CorreliNo ratings yet
- Hospital Pharmacy Survey Tool PDFDocument4 pagesHospital Pharmacy Survey Tool PDFEliana GerzonNo ratings yet
- Word Music, LLC Et Al v. Priddis Music, Inc. Et Al - Document No. 66Document4 pagesWord Music, LLC Et Al v. Priddis Music, Inc. Et Al - Document No. 66Justia.comNo ratings yet
- Page1 NM NMS 50 HZDocument1 pagePage1 NM NMS 50 HZGoce VasilevskiNo ratings yet
- Fascinating Facts Earth Science WorkbookDocument40 pagesFascinating Facts Earth Science Workbookbuzuleacnadya100% (3)
- Free As A Bird - Complete Video PDFDocument22 pagesFree As A Bird - Complete Video PDFAdam J RothschildNo ratings yet
- Service Experience (OCSE) Using The Emerging Consensus Technique (ECT)Document41 pagesService Experience (OCSE) Using The Emerging Consensus Technique (ECT)Naveen KNo ratings yet
- MSDS - Arena VerdeDocument12 pagesMSDS - Arena VerdeSoledad OrtegaNo ratings yet
- Asco 7000 Series Operators Manual Group 5 ControllerDocument32 pagesAsco 7000 Series Operators Manual Group 5 ControllerAhmed Tarek100% (1)
- English 1-2-1Document7 pagesEnglish 1-2-1Arlene Suan Paña SevensixfourzeroNo ratings yet
- Nurse Resume ConstructionDocument4 pagesNurse Resume ConstructionNelly Del RosarioNo ratings yet
- Label Non 3T v1Document9 pagesLabel Non 3T v1Febry Hisbullah NurmanNo ratings yet
- NMBM 15 Western RD - May 2023Document2 pagesNMBM 15 Western RD - May 2023Tshepo KauNo ratings yet
- MCM Tutorial 6&7Document6 pagesMCM Tutorial 6&7SHU WAN TEHNo ratings yet
- 11 Propeller DesignDocument14 pages11 Propeller DesignAbdelrahman Atef ElbashNo ratings yet