Download as pdf or txt
You might also like
- MaxxForce 7 Diesel Engine Repair & Service Manual - 0Document14 pagesMaxxForce 7 Diesel Engine Repair & Service Manual - 0RuthAnaya45% (11)
- Loadall T3 Error CodesDocument15 pagesLoadall T3 Error Codesmorus58% (12)
- Caterpillar Cat 245 EXCAVATOR (Prefix 95V) Service Repair Manual (95V00001-00470)Document25 pagesCaterpillar Cat 245 EXCAVATOR (Prefix 95V) Service Repair Manual (95V00001-00470)rpoy9396615100% (1)
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Impa 5th EditionDocument1,547 pagesImpa 5th EditionGaurav Maithil100% (5)
- NA Turbo1Document4 pagesNA Turbo1Ajit PrabhakaranNo ratings yet
- 1 AzDocument7 pages1 AzEdU RECTIFICANo ratings yet
- Modern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingFrom EverandModern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingRating: 4.5 out of 5 stars4.5/5 (9)
- Honda D17 TimingDocument43 pagesHonda D17 TimingGustavo Gamez100% (2)
- PDFDocument234 pagesPDFEdivaldoVeronese100% (2)
- 3rz-Fe Diagnostic Trouble Code ChartDocument5 pages3rz-Fe Diagnostic Trouble Code ChartrobertoNo ratings yet
- SL2007 483Document7 pagesSL2007 483Subramoniam MarineNo ratings yet
- Circular Letter: For InformationDocument4 pagesCircular Letter: For Informationargentum19619692No ratings yet
- SL2017-650 - Guiding Overhaul IntervalsDocument14 pagesSL2017-650 - Guiding Overhaul IntervalsajeshkrishnanNo ratings yet
- Naza Ria Rover KV6 Engine Cam Marking Manual PDFDocument7 pagesNaza Ria Rover KV6 Engine Cam Marking Manual PDFAdrian PhillipsNo ratings yet
- Injector s60Document15 pagesInjector s60Alex Forero100% (7)
- Denso InjectorDocument20 pagesDenso Injectoraddelyn_robescu8794100% (7)
- Ridge Wear at Crankpin Journals: Service Letter SL2017-647/JNNDocument6 pagesRidge Wear at Crankpin Journals: Service Letter SL2017-647/JNNarunNo ratings yet
- Fretting/Corrosion in Main Bearing Bore: Service Letter SL2017-645/JNNDocument4 pagesFretting/Corrosion in Main Bearing Bore: Service Letter SL2017-645/JNNkaarthik saaiNo ratings yet
- Service Letter SL2019-684/JAP: Piston Cleaning RingDocument4 pagesService Letter SL2019-684/JAP: Piston Cleaning RingOctavian DinuNo ratings yet
- MAN SL2017-654 - JNN (2017.11) - Crankshaft Torsional Vibration DamperDocument1 pageMAN SL2017-654 - JNN (2017.11) - Crankshaft Torsional Vibration DamperGrandpa100% (1)
- Sl2017-654 - Crankshaft Vibration DamperDocument1 pageSl2017-654 - Crankshaft Vibration DamperDeepak SanniNo ratings yet
- SL2019 681 PDFDocument17 pagesSL2019 681 PDFRoman KulikovNo ratings yet
- MAN ShaftErrosion SL2008-498Document18 pagesMAN ShaftErrosion SL2008-498flipflop12100% (1)
- S3 E Cold Rolling Mills Strip Processing Lines PDFDocument106 pagesS3 E Cold Rolling Mills Strip Processing Lines PDFShashank Saxena100% (1)
- Service Bulletin RN-6.1: Technical Information To All Owners / Operators of Sulzer RN and RN..M Engines 25.02.2000Document20 pagesService Bulletin RN-6.1: Technical Information To All Owners / Operators of Sulzer RN and RN..M Engines 25.02.2000zbkt07100% (1)
- sl2016 613Document2 pagessl2016 613zawiesszaNo ratings yet
- SU Cam Dressing and ReportingDocument12 pagesSU Cam Dressing and ReportingcarmaNo ratings yet
- Mooring Line Management PlanDocument3 pagesMooring Line Management Planghonwa hammodNo ratings yet
- Limited Service NS2A4Document8 pagesLimited Service NS2A4islam atifNo ratings yet
- Measurement of Bearing Clearance - Turbomachinery MagazineDocument3 pagesMeasurement of Bearing Clearance - Turbomachinery MagazineNath BoyapatiNo ratings yet
- Sl2008-498 Shaft Earthing DevicesDocument18 pagesSl2008-498 Shaft Earthing Devicesj59xjbmpkrNo ratings yet
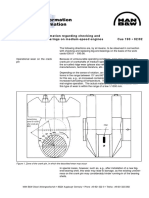
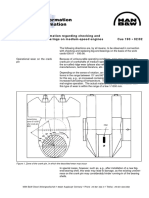
- Supplementary Information Regarding Checking and Replacing Big-End Bearings On Medium-Speed Engines Cus 190Document4 pagesSupplementary Information Regarding Checking and Replacing Big-End Bearings On Medium-Speed Engines Cus 190mariodalNo ratings yet
- Check of Camshaft Coupling: Service Letter SL2012-567/AABDocument5 pagesCheck of Camshaft Coupling: Service Letter SL2012-567/AABAKINMOLADUN OMOLADE100% (1)
- ESCL-SOP-015, Procedure For Production of Egba Split-Sleeve ClampsDocument12 pagesESCL-SOP-015, Procedure For Production of Egba Split-Sleeve Clampsadiqualityconsult100% (1)
- Lifting of Crankpin Bearing Cap For 26-90 Engines: Service Letter SL2013-572/PRPDocument2 pagesLifting of Crankpin Bearing Cap For 26-90 Engines: Service Letter SL2013-572/PRPAKINMOLADUN OMOLADENo ratings yet
- PV LimitDocument9 pagesPV Limitadam100% (1)
- sl2023 735Document3 pagessl2023 735zbkt07_338543137No ratings yet
- MAN Bulletin Cus 190.02-02Document5 pagesMAN Bulletin Cus 190.02-02lhuichienNo ratings yet
- sl2023 747Document9 pagessl2023 747zbkt07_338543137No ratings yet
- Research Paper On BearingDocument9 pagesResearch Paper On Bearingtwdhopwgf100% (1)
- Heavy Fuel Oil Cleaning: Service Letter SL2017-640/LNWDocument6 pagesHeavy Fuel Oil Cleaning: Service Letter SL2017-640/LNWStefas DimitriosNo ratings yet
- Fuel Injection Valve Condition: Service Letter SL2016-628/KELDocument4 pagesFuel Injection Valve Condition: Service Letter SL2016-628/KELVitalii KorolNo ratings yet
- 3.06 ES 10K DUAL BOP ManDocument15 pages3.06 ES 10K DUAL BOP ManRafael BolivarNo ratings yet
- Maximizing Bearing PerformanceDocument12 pagesMaximizing Bearing PerformanceJurun_Bidanshi100% (1)
- Service Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 EnginesDocument12 pagesService Bulletin A-6.2: 18.12.98 Technical Information To All Owners / Operators of Sulzer A20 and A/AS/AT25 Engineszbkt07No ratings yet
- Equipo Medición Camisas-OKHHHDocument8 pagesEquipo Medición Camisas-OKHHHCalandrasReyCalandrasrey100% (1)
- Research Paper On Ball BearingDocument5 pagesResearch Paper On Ball Bearingfvfee39d100% (1)
- Crowning Benefits - Paper, Film & Foil ConverterDocument3 pagesCrowning Benefits - Paper, Film & Foil ConverteravgpaulNo ratings yet
- The Basic of Crowning Industrial RollersDocument8 pagesThe Basic of Crowning Industrial RollersJuan Carlos CárdenasNo ratings yet
- General Information: Note: If A Connecting Rod Does Not Meet The ReuseDocument10 pagesGeneral Information: Note: If A Connecting Rod Does Not Meet The Reuseshamim imthiyasNo ratings yet
- sl2017 643 PDFDocument13 pagessl2017 643 PDFbeu catalinNo ratings yet
- SL2017-643SRJ-Guiding Overhaul Intervals 2017Document13 pagesSL2017-643SRJ-Guiding Overhaul Intervals 2017pavlo_790317697No ratings yet
- GUIDING OVERHAUL INTERVALS sl2017-643 PDFDocument13 pagesGUIDING OVERHAUL INTERVALS sl2017-643 PDFKyriakos LamprinakisNo ratings yet
- MAN Service Letter 2017 Overhaul Hours PDFDocument13 pagesMAN Service Letter 2017 Overhaul Hours PDFFernando César CarboneNo ratings yet
- sl2017 643 PDFDocument13 pagessl2017 643 PDFRishav RajNo ratings yet
- Lifting of Cylinder Liner: Service Letter SL2012-566/PRPDocument2 pagesLifting of Cylinder Liner: Service Letter SL2012-566/PRPAKINMOLADUN OMOLADENo ratings yet
- SB 89Document6 pagesSB 89Bruno FerrazNo ratings yet
- Menges CrowningDocument8 pagesMenges CrowningTarun Gupta100% (1)
- Main B AssessmentDocument10 pagesMain B AssessmentrafaelNo ratings yet
- Information sheet Standard fl ushing on MCR motors: Δp to shift the fl ushingDocument2 pagesInformation sheet Standard fl ushing on MCR motors: Δp to shift the fl ushingOrlando AriasNo ratings yet
- Gleitlager enDocument32 pagesGleitlager enMarcelo Topon100% (1)
- Gauging LinerDocument2 pagesGauging LinerArun S100% (1)
- Calculo de Factor PVDocument9 pagesCalculo de Factor PVAnonymous H3I29yjNo ratings yet
- Sl2022-725 Updated Piston Ring CoatingsDocument1 pageSl2022-725 Updated Piston Ring CoatingsAnkit ChauhanNo ratings yet
- Service Letter SL2018-664/PRP: Risk of Breakage of Cylinder Liner Lifting ToolDocument22 pagesService Letter SL2018-664/PRP: Risk of Breakage of Cylinder Liner Lifting ToolWing On WongNo ratings yet
- 3.new GENRATION SAP SEALSDocument21 pages3.new GENRATION SAP SEALSRavi MirzaNo ratings yet
- 10 Hydraulics Tips You Need To Know: Outside Factors Are A Vital Component of Hydraulic SystemsDocument4 pages10 Hydraulics Tips You Need To Know: Outside Factors Are A Vital Component of Hydraulic SystemsGunjanNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Rauli N - Survey Status Report AmendedDocument65 pagesRauli N - Survey Status Report AmendedGaurav MaithilNo ratings yet
- Vaccination Gaurav MaithilDocument1 pageVaccination Gaurav MaithilGaurav MaithilNo ratings yet
- 3rd, 5th, 7th Floor - 3bhk - Garden SideDocument1 page3rd, 5th, 7th Floor - 3bhk - Garden SideGaurav MaithilNo ratings yet
- Compressed - 19-AUGUST-16-SOP Sec 3 Intelligence and Weather UpdateDocument10 pagesCompressed - 19-AUGUST-16-SOP Sec 3 Intelligence and Weather UpdateGaurav MaithilNo ratings yet
- Compressed - 22-AUGUST-16-SOP Sec 3 Intelligence and Weather UpdateDocument10 pagesCompressed - 22-AUGUST-16-SOP Sec 3 Intelligence and Weather UpdateGaurav MaithilNo ratings yet
- Agent DetailsDocument2 pagesAgent DetailsGaurav MaithilNo ratings yet
- Or17068632 00071213 20170222194112 PDFDocument1 pageOr17068632 00071213 20170222194112 PDFGaurav MaithilNo ratings yet
- E27 Sc4358-601-2js Calculation For Transformer CapacityDocument3 pagesE27 Sc4358-601-2js Calculation For Transformer CapacityGaurav MaithilNo ratings yet
- Binnacle Marine Global PVT LTDDocument1 pageBinnacle Marine Global PVT LTDGaurav MaithilNo ratings yet
- Sea Store ProfileDocument1 pageSea Store ProfileGaurav MaithilNo ratings yet
- Agent ListDocument28 pagesAgent ListGaurav MaithilNo ratings yet
- InsuranceDocument4 pagesInsuranceGaurav MaithilNo ratings yet
- Cargo and Cargo TermsDocument5 pagesCargo and Cargo TermsGaurav MaithilNo ratings yet
- Cargo HoldsDocument5 pagesCargo HoldsGaurav MaithilNo ratings yet
- Cargo SafetyDocument6 pagesCargo SafetyGaurav MaithilNo ratings yet
- Erc 00611 enDocument8 pagesErc 00611 enGaurav MaithilNo ratings yet
- El ReqDocument3 pagesEl ReqGaurav MaithilNo ratings yet
- 12.exh. Valve Grinding Machine SEGDocument37 pages12.exh. Valve Grinding Machine SEGGaurav MaithilNo ratings yet
- 8.press SensorDocument10 pages8.press SensorGaurav MaithilNo ratings yet
- 13.fuel Valve Test Rig VTU-1100NDocument11 pages13.fuel Valve Test Rig VTU-1100NGaurav MaithilNo ratings yet
- Safetec Prince ListDocument3 pagesSafetec Prince ListGaurav MaithilNo ratings yet
- Requisition of Spare Parts Lyra Marine Pte LTD: Dolphin Pump, Vertical H-Line, Cap.175 m3/h, Inst manual:PCH 1416Document1 pageRequisition of Spare Parts Lyra Marine Pte LTD: Dolphin Pump, Vertical H-Line, Cap.175 m3/h, Inst manual:PCH 1416Gaurav MaithilNo ratings yet
- L LL LLL IV V VL VLL: Oilfired Heater: Economiser: Servo: ControllersDocument2 pagesL LL LLL IV V VL VLL: Oilfired Heater: Economiser: Servo: ControllersGaurav MaithilNo ratings yet
- 11.E-011 Fresh Water UV PlantDocument1 page11.E-011 Fresh Water UV PlantGaurav MaithilNo ratings yet
- Report On Visit: Boiler and Oil Burner ServiceDocument4 pagesReport On Visit: Boiler and Oil Burner ServiceGaurav MaithilNo ratings yet
- Requisition of Spare Parts Lyra Marine Pte LTD: 1 Electronice Card For Alarm System. NIL Nil Nil 1 2 3 4Document3 pagesRequisition of Spare Parts Lyra Marine Pte LTD: 1 Electronice Card For Alarm System. NIL Nil Nil 1 2 3 4Gaurav MaithilNo ratings yet
- Maker's Address: 602-15, GAJWA-DONG, SEO-GU, INCHEON CITY, KoreaDocument2 pagesMaker's Address: 602-15, GAJWA-DONG, SEO-GU, INCHEON CITY, KoreaGaurav MaithilNo ratings yet
- E-051-19 Aux Engine Fuel Feed Oil PumpDocument2 pagesE-051-19 Aux Engine Fuel Feed Oil PumpGaurav MaithilNo ratings yet
- EMD Mi 1746Document22 pagesEMD Mi 1746Kim PedersenNo ratings yet
- Nissan Almera n16 2001 Electronic Repair Manual 159Document1 pageNissan Almera n16 2001 Electronic Repair Manual 159netifig352No ratings yet
- Dynojet GSX-R1000 Fuel Maps DescriptionDocument1 pageDynojet GSX-R1000 Fuel Maps DescriptionBranko JurasNo ratings yet
- Pump Fuel Injection AR147-1234 PDFDocument3 pagesPump Fuel Injection AR147-1234 PDFAndrés LondoñoNo ratings yet
- Steam Traps - Impulse Type Working PrincipleDocument3 pagesSteam Traps - Impulse Type Working PrincipleTimmyJuriNo ratings yet
- 2006 Nissan X Trail 52433Document80 pages2006 Nissan X Trail 52433Andres Choque100% (1)
- Cip 0128Document2 pagesCip 0128alan lantiguaNo ratings yet
- Gek50364 File0004Document8 pagesGek50364 File0004Alejandro Romero BallestasNo ratings yet
- Kbl23a Kbl26a Kbl33a Kbl34a Kbl43a Kbl48a Kbh26a Kbh33a Kbh34a Kbh43a Kbh48a 99924 2046 02Document72 pagesKbl23a Kbl26a Kbl33a Kbl34a Kbl43a Kbl48a Kbh26a Kbh33a Kbh34a Kbh43a Kbh48a 99924 2046 02tatantan100% (1)
- Eddy Current DynosDocument6 pagesEddy Current DynosnmulyonoNo ratings yet
- Automotive Sensors & Actuators - PreconferenceDocument68 pagesAutomotive Sensors & Actuators - PreconferenceSiddharth Narayanan ChidambareswaranNo ratings yet
- Recall Sheet - Api2500Document1 pageRecall Sheet - Api2500HuwJorgannNo ratings yet
- AeroShell Turbine Oil 500 PDFDocument2 pagesAeroShell Turbine Oil 500 PDFAnonymous oAbjbl4HNo ratings yet
- AvEng GTCombchamberDocument97 pagesAvEng GTCombchamberaerorenNo ratings yet
- Unimog BaumusterDocument4 pagesUnimog BaumusterKsar BenitoNo ratings yet
- PCR Ford EnglishDocument173 pagesPCR Ford EnglishRadomerNo ratings yet
- Toyota Altezza Ecu Side Terminal (TP5-7Base) Refer The Following For Special Setting When Modifying The Wiring, EtcDocument9 pagesToyota Altezza Ecu Side Terminal (TP5-7Base) Refer The Following For Special Setting When Modifying The Wiring, EtcAlifNo ratings yet
- Porsche 3.6L Final PresentationDocument25 pagesPorsche 3.6L Final Presentation19stifler91_82364693No ratings yet
- ALPHA Evo Hydraulic Circuit Chart 2Document18 pagesALPHA Evo Hydraulic Circuit Chart 2И ВNo ratings yet
- Work Shop Manual GR 12 - 477 Matr 1-5302-625Document48 pagesWork Shop Manual GR 12 - 477 Matr 1-5302-625Por Pengleng100% (2)