
RA BS 5 3 - Ch3
RA BS 5 3 - Ch3
You might also like
- Communication Theories in Action An Introduction PDFDocument2 pagesCommunication Theories in Action An Introduction PDFJason0% (5)
- Acrylic Sheet Bending MachineDocument40 pagesAcrylic Sheet Bending MachineANAND KRISHNANNo ratings yet
- Tube Bending BasicsDocument6 pagesTube Bending Basicsjosetxu2006No ratings yet
- JTL Book Common Plumbing ProcessesDocument40 pagesJTL Book Common Plumbing Processesbendeni100% (1)
- Pipe BendsDocument23 pagesPipe BendsabhisheknharanghatNo ratings yet
- Press Brake BendingDocument12 pagesPress Brake BendingGopu Pushpangadhan100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- 9 Komori-1Document92 pages9 Komori-1Tomislav RogićNo ratings yet
- Topic Instructions and GuidelinesDocument16 pagesTopic Instructions and GuidelinesfraluleiNo ratings yet
- Fig. 2.1: Bending TerminologyDocument6 pagesFig. 2.1: Bending TerminologyeshwariNo ratings yet
- ProjectDocument36 pagesProjectSahilye Geha100% (1)
- Tube Bending WikiDocument7 pagesTube Bending WikiShawn SimNo ratings yet
- Unit I Locating and Clamping PrinciplesDocument15 pagesUnit I Locating and Clamping PrinciplesMECHANICAL DESIGNSNo ratings yet
- Meca ProjectDocument29 pagesMeca ProjectSahilye Geha100% (1)
- Tube BendingDocument8 pagesTube BendingRohan Paunikar100% (1)
- Group 2Document17 pagesGroup 2GemedaNo ratings yet
- Tube BendingDocument6 pagesTube BendingsiswoutNo ratings yet
- Design and Fabrication of Hydraulic Zigzag Bending MachineDocument5 pagesDesign and Fabrication of Hydraulic Zigzag Bending MachineeshwariNo ratings yet
- Fluid Power Fluid Power Equipment Tutorial - Pipe Work: Outcome 2Document12 pagesFluid Power Fluid Power Equipment Tutorial - Pipe Work: Outcome 2cataiceNo ratings yet
- ENG2068 SampleofcontentsDocument10 pagesENG2068 SampleofcontentsKlich77No ratings yet
- Guidelines: Injection Mold DesignDocument3 pagesGuidelines: Injection Mold DesignfunsukwandutoNo ratings yet
- Control of Ovality in Pipe Bending-A New ApproachDocument5 pagesControl of Ovality in Pipe Bending-A New ApproachJuan AlmeidaNo ratings yet
- Bulk Deformation Processes-ForgingDocument14 pagesBulk Deformation Processes-ForgingIziNo ratings yet
- Advance Metal Forming ProcessDocument12 pagesAdvance Metal Forming ProcessRemo RamNo ratings yet
- Unit 2 Pressure Measurement Techniques 1. Explain Construction and Working of C-Type Bourdon TubeDocument6 pagesUnit 2 Pressure Measurement Techniques 1. Explain Construction and Working of C-Type Bourdon TubeCheenuNo ratings yet
- Design of Sheet Metal Working ToolsDocument38 pagesDesign of Sheet Metal Working ToolsAsef ShahriarNo ratings yet
- WORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2Document120 pagesWORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2wulfgang66No ratings yet
- Racorduri Furtune JCBDocument42 pagesRacorduri Furtune JCBCryy7367% (3)
- Manu Methods 2024 - 8th Sem - PRESS WORKINGDocument41 pagesManu Methods 2024 - 8th Sem - PRESS WORKINGkaushikbarman5555No ratings yet
- Leespring EngguideDocument27 pagesLeespring EngguideAnonymous h6qnMVb8eNo ratings yet
- Fabrication of Steel PipeworkDocument10 pagesFabrication of Steel PipeworkjoseritoNo ratings yet
- April May 2014 Design of Jigs and Fixtures Anwer KeyDocument17 pagesApril May 2014 Design of Jigs and Fixtures Anwer Keybalaguru78No ratings yet
- Design and Fabrication of Hydraulic Pipe Bending MachineDocument6 pagesDesign and Fabrication of Hydraulic Pipe Bending MachineJeyakumar NNo ratings yet
- Sheet Metal BendingDocument23 pagesSheet Metal BendingTuyenNo ratings yet
- Working of A Globe ValveDocument5 pagesWorking of A Globe ValveMohit SharmaNo ratings yet
- Swaging Process Swaging Process: Homework #2 Authored By: MASA FUADDocument11 pagesSwaging Process Swaging Process: Homework #2 Authored By: MASA FUADMasa FuadNo ratings yet
- CNC Pipe Bending - Technical NotesDocument21 pagesCNC Pipe Bending - Technical NotesbaanaadiNo ratings yet
- Design and Fabrication of Hydraulic Zigzag Bending Machine IJERTCONV5IS07022Document4 pagesDesign and Fabrication of Hydraulic Zigzag Bending Machine IJERTCONV5IS07022praveen ajith100% (1)
- BASIC ROLL + Strip WidthDocument18 pagesBASIC ROLL + Strip Widthanandsharma9100% (1)
- Tube and Section Bends: The Processes and Their ApplicationsDocument8 pagesTube and Section Bends: The Processes and Their ApplicationssolquihaNo ratings yet
- Neral Capítulo.9 PDFDocument24 pagesNeral Capítulo.9 PDFtrinoNo ratings yet
- ,!7IA8H2 Gdeeia!Document473 pages,!7IA8H2 Gdeeia!Ehsan Poravar100% (2)
- Design of Riveted JointDocument12 pagesDesign of Riveted JointYogesh DandekarNo ratings yet
- Manual de Doblez TubingDocument76 pagesManual de Doblez TubingJose F. MandujanoNo ratings yet
- Well InterventionDocument21 pagesWell InterventionCito Ali100% (1)
- Tube Bending Design Guide 1Document24 pagesTube Bending Design Guide 1Yasmin 2021No ratings yet
- Press Work For BeginnersDocument19 pagesPress Work For Beginnersranarani2013No ratings yet
- Design of CylinderDocument80 pagesDesign of CylinderPrafulla DeshpandeNo ratings yet
- Design Methodology of Pressure Vessel NozzleDocument5 pagesDesign Methodology of Pressure Vessel NozzleLiu YangtzeNo ratings yet
- IB79 Bar BendingpdfDocument6 pagesIB79 Bar Bendingpdfthegerman11No ratings yet
- ExtrusionDocument20 pagesExtrusionAakash Singh100% (5)
- 11.fabrication of Hydralic Brake Shoe Riveting MachineDocument3 pages11.fabrication of Hydralic Brake Shoe Riveting MachineDinesh Kumar67% (3)
- 2.17. Design Procedure For Progressive DiesDocument2 pages2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Metal Bending Machine Project ReportDocument2 pagesMetal Bending Machine Project ReportRahul RathodNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Offshore201309 DLDocument120 pagesOffshore201309 DLmayav1No ratings yet
- DespemesDocument19 pagesDespemeskazishah100% (1)
- ElektronikaDocument24 pagesElektronikaGunawan NababanNo ratings yet
- GasesDocument90 pagesGasesthatoNo ratings yet
- Linea - Rev 1.0 2014039-40-41-42 LIDERSAN - ENDocument366 pagesLinea - Rev 1.0 2014039-40-41-42 LIDERSAN - ENasgeemNo ratings yet
- Computer Graphics Questions and AnswersDocument8 pagesComputer Graphics Questions and AnswersAneeshia SasidharanNo ratings yet
- INF 340 Course Career Path Begins Inf340dotcomDocument9 pagesINF 340 Course Career Path Begins Inf340dotcommaterial4No ratings yet
- FMDocument769 pagesFMTiberiu Ion100% (1)
- Aircircuit Breaker WiNmaster 2Document62 pagesAircircuit Breaker WiNmaster 2abdul karimNo ratings yet
- Project Synopsis CNC Laser EngraverDocument11 pagesProject Synopsis CNC Laser EngraverNgangom Maximus100% (4)
- Commercial Line: 72 Cells Mono 5Bb M3 - 158.75x158.75mm / 6.25x6.25" Year Linear Power Warranty Year Product WarrantyDocument2 pagesCommercial Line: 72 Cells Mono 5Bb M3 - 158.75x158.75mm / 6.25x6.25" Year Linear Power Warranty Year Product WarrantyAriel RuizNo ratings yet
- Vendor List - Page 12Document1 pageVendor List - Page 12Tanpreet SinghNo ratings yet
- APL in R PDFDocument14 pagesAPL in R PDFwilliam_V_LeeNo ratings yet
- Project Report JayaramDocument5 pagesProject Report JayaramJAYA RAMNo ratings yet
- Timer: Output Operation Mode Unit DescriptionDocument1 pageTimer: Output Operation Mode Unit DescriptionMarcos Luiz AlvesNo ratings yet
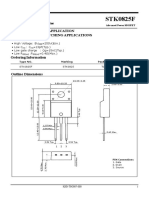
- STK0825F: DC-DC Converter Application High Voltage Switching Applications FeaturesDocument8 pagesSTK0825F: DC-DC Converter Application High Voltage Switching Applications FeaturesRICHIHOTS2No ratings yet
- PROJMGMT-Getting Started-MA432 - FLORES - RIZZENETTEDocument2 pagesPROJMGMT-Getting Started-MA432 - FLORES - RIZZENETTERynette FloresNo ratings yet
- Installation Instructions For Spring Han - WitzenmannDocument4 pagesInstallation Instructions For Spring Han - WitzenmannDam VoNo ratings yet
- Manual DT50-P2113Document2 pagesManual DT50-P2113Alexandre FerreiraNo ratings yet
- Resume of BenjamingardoceDocument2 pagesResume of Benjamingardoceapi-29869326No ratings yet
- 10 - Sequential - Logic & Flip FlopDocument67 pages10 - Sequential - Logic & Flip FlopBhavey MalhotraNo ratings yet
- Make A Wooden 8-Bit Pixel Link - The Legend of Zelda Pixel ArtDocument5 pagesMake A Wooden 8-Bit Pixel Link - The Legend of Zelda Pixel ArtLinoNo ratings yet
- RailwayDocument47 pagesRailwayusler4u94% (17)
- ADS-B Technical IssueDocument12 pagesADS-B Technical Issuenxuannhu100% (1)
- Free Publications by DevelopmentDocument1 pageFree Publications by DevelopmentaeoiuNo ratings yet
- VLSI Custom Microelectronics - Digital, Analog and Mixed-SignalDocument479 pagesVLSI Custom Microelectronics - Digital, Analog and Mixed-Signalbkrebtel100% (1)
- Vertical Seismic ProfilingDocument9 pagesVertical Seismic ProfilingSunil Sundar100% (1)
- Serial Number Range: To SN 780Document106 pagesSerial Number Range: To SN 780jayrreyes12No ratings yet

























































































Download as doc, pdf, or txt
You might also like
- Communication Theories in Action An Introduction PDFDocument2 pagesCommunication Theories in Action An Introduction PDFJason0% (5)
- Acrylic Sheet Bending MachineDocument40 pagesAcrylic Sheet Bending MachineANAND KRISHNANNo ratings yet
- Tube Bending BasicsDocument6 pagesTube Bending Basicsjosetxu2006No ratings yet
- JTL Book Common Plumbing ProcessesDocument40 pagesJTL Book Common Plumbing Processesbendeni100% (1)
- Pipe BendsDocument23 pagesPipe BendsabhisheknharanghatNo ratings yet
- Press Brake BendingDocument12 pagesPress Brake BendingGopu Pushpangadhan100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- 9 Komori-1Document92 pages9 Komori-1Tomislav RogićNo ratings yet
- Topic Instructions and GuidelinesDocument16 pagesTopic Instructions and GuidelinesfraluleiNo ratings yet
- Fig. 2.1: Bending TerminologyDocument6 pagesFig. 2.1: Bending TerminologyeshwariNo ratings yet
- ProjectDocument36 pagesProjectSahilye Geha100% (1)
- Tube Bending WikiDocument7 pagesTube Bending WikiShawn SimNo ratings yet
- Unit I Locating and Clamping PrinciplesDocument15 pagesUnit I Locating and Clamping PrinciplesMECHANICAL DESIGNSNo ratings yet
- Meca ProjectDocument29 pagesMeca ProjectSahilye Geha100% (1)
- Tube BendingDocument8 pagesTube BendingRohan Paunikar100% (1)
- Group 2Document17 pagesGroup 2GemedaNo ratings yet
- Tube BendingDocument6 pagesTube BendingsiswoutNo ratings yet
- Design and Fabrication of Hydraulic Zigzag Bending MachineDocument5 pagesDesign and Fabrication of Hydraulic Zigzag Bending MachineeshwariNo ratings yet
- Fluid Power Fluid Power Equipment Tutorial - Pipe Work: Outcome 2Document12 pagesFluid Power Fluid Power Equipment Tutorial - Pipe Work: Outcome 2cataiceNo ratings yet
- ENG2068 SampleofcontentsDocument10 pagesENG2068 SampleofcontentsKlich77No ratings yet
- Guidelines: Injection Mold DesignDocument3 pagesGuidelines: Injection Mold DesignfunsukwandutoNo ratings yet
- Control of Ovality in Pipe Bending-A New ApproachDocument5 pagesControl of Ovality in Pipe Bending-A New ApproachJuan AlmeidaNo ratings yet
- Bulk Deformation Processes-ForgingDocument14 pagesBulk Deformation Processes-ForgingIziNo ratings yet
- Advance Metal Forming ProcessDocument12 pagesAdvance Metal Forming ProcessRemo RamNo ratings yet
- Unit 2 Pressure Measurement Techniques 1. Explain Construction and Working of C-Type Bourdon TubeDocument6 pagesUnit 2 Pressure Measurement Techniques 1. Explain Construction and Working of C-Type Bourdon TubeCheenuNo ratings yet
- Design of Sheet Metal Working ToolsDocument38 pagesDesign of Sheet Metal Working ToolsAsef ShahriarNo ratings yet
- WORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2Document120 pagesWORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2wulfgang66No ratings yet
- Racorduri Furtune JCBDocument42 pagesRacorduri Furtune JCBCryy7367% (3)
- Manu Methods 2024 - 8th Sem - PRESS WORKINGDocument41 pagesManu Methods 2024 - 8th Sem - PRESS WORKINGkaushikbarman5555No ratings yet
- Leespring EngguideDocument27 pagesLeespring EngguideAnonymous h6qnMVb8eNo ratings yet
- Fabrication of Steel PipeworkDocument10 pagesFabrication of Steel PipeworkjoseritoNo ratings yet
- April May 2014 Design of Jigs and Fixtures Anwer KeyDocument17 pagesApril May 2014 Design of Jigs and Fixtures Anwer Keybalaguru78No ratings yet
- Design and Fabrication of Hydraulic Pipe Bending MachineDocument6 pagesDesign and Fabrication of Hydraulic Pipe Bending MachineJeyakumar NNo ratings yet
- Sheet Metal BendingDocument23 pagesSheet Metal BendingTuyenNo ratings yet
- Working of A Globe ValveDocument5 pagesWorking of A Globe ValveMohit SharmaNo ratings yet
- Swaging Process Swaging Process: Homework #2 Authored By: MASA FUADDocument11 pagesSwaging Process Swaging Process: Homework #2 Authored By: MASA FUADMasa FuadNo ratings yet
- CNC Pipe Bending - Technical NotesDocument21 pagesCNC Pipe Bending - Technical NotesbaanaadiNo ratings yet
- Design and Fabrication of Hydraulic Zigzag Bending Machine IJERTCONV5IS07022Document4 pagesDesign and Fabrication of Hydraulic Zigzag Bending Machine IJERTCONV5IS07022praveen ajith100% (1)
- BASIC ROLL + Strip WidthDocument18 pagesBASIC ROLL + Strip Widthanandsharma9100% (1)
- Tube and Section Bends: The Processes and Their ApplicationsDocument8 pagesTube and Section Bends: The Processes and Their ApplicationssolquihaNo ratings yet
- Neral Capítulo.9 PDFDocument24 pagesNeral Capítulo.9 PDFtrinoNo ratings yet
- ,!7IA8H2 Gdeeia!Document473 pages,!7IA8H2 Gdeeia!Ehsan Poravar100% (2)
- Design of Riveted JointDocument12 pagesDesign of Riveted JointYogesh DandekarNo ratings yet
- Manual de Doblez TubingDocument76 pagesManual de Doblez TubingJose F. MandujanoNo ratings yet
- Well InterventionDocument21 pagesWell InterventionCito Ali100% (1)
- Tube Bending Design Guide 1Document24 pagesTube Bending Design Guide 1Yasmin 2021No ratings yet
- Press Work For BeginnersDocument19 pagesPress Work For Beginnersranarani2013No ratings yet
- Design of CylinderDocument80 pagesDesign of CylinderPrafulla DeshpandeNo ratings yet
- Design Methodology of Pressure Vessel NozzleDocument5 pagesDesign Methodology of Pressure Vessel NozzleLiu YangtzeNo ratings yet
- IB79 Bar BendingpdfDocument6 pagesIB79 Bar Bendingpdfthegerman11No ratings yet
- ExtrusionDocument20 pagesExtrusionAakash Singh100% (5)
- 11.fabrication of Hydralic Brake Shoe Riveting MachineDocument3 pages11.fabrication of Hydralic Brake Shoe Riveting MachineDinesh Kumar67% (3)
- 2.17. Design Procedure For Progressive DiesDocument2 pages2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Metal Bending Machine Project ReportDocument2 pagesMetal Bending Machine Project ReportRahul RathodNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Offshore201309 DLDocument120 pagesOffshore201309 DLmayav1No ratings yet
- DespemesDocument19 pagesDespemeskazishah100% (1)
- ElektronikaDocument24 pagesElektronikaGunawan NababanNo ratings yet
- GasesDocument90 pagesGasesthatoNo ratings yet
- Linea - Rev 1.0 2014039-40-41-42 LIDERSAN - ENDocument366 pagesLinea - Rev 1.0 2014039-40-41-42 LIDERSAN - ENasgeemNo ratings yet
- Computer Graphics Questions and AnswersDocument8 pagesComputer Graphics Questions and AnswersAneeshia SasidharanNo ratings yet
- INF 340 Course Career Path Begins Inf340dotcomDocument9 pagesINF 340 Course Career Path Begins Inf340dotcommaterial4No ratings yet
- FMDocument769 pagesFMTiberiu Ion100% (1)
- Aircircuit Breaker WiNmaster 2Document62 pagesAircircuit Breaker WiNmaster 2abdul karimNo ratings yet
- Project Synopsis CNC Laser EngraverDocument11 pagesProject Synopsis CNC Laser EngraverNgangom Maximus100% (4)
- Commercial Line: 72 Cells Mono 5Bb M3 - 158.75x158.75mm / 6.25x6.25" Year Linear Power Warranty Year Product WarrantyDocument2 pagesCommercial Line: 72 Cells Mono 5Bb M3 - 158.75x158.75mm / 6.25x6.25" Year Linear Power Warranty Year Product WarrantyAriel RuizNo ratings yet
- Vendor List - Page 12Document1 pageVendor List - Page 12Tanpreet SinghNo ratings yet
- APL in R PDFDocument14 pagesAPL in R PDFwilliam_V_LeeNo ratings yet
- Project Report JayaramDocument5 pagesProject Report JayaramJAYA RAMNo ratings yet
- Timer: Output Operation Mode Unit DescriptionDocument1 pageTimer: Output Operation Mode Unit DescriptionMarcos Luiz AlvesNo ratings yet
- STK0825F: DC-DC Converter Application High Voltage Switching Applications FeaturesDocument8 pagesSTK0825F: DC-DC Converter Application High Voltage Switching Applications FeaturesRICHIHOTS2No ratings yet
- PROJMGMT-Getting Started-MA432 - FLORES - RIZZENETTEDocument2 pagesPROJMGMT-Getting Started-MA432 - FLORES - RIZZENETTERynette FloresNo ratings yet
- Installation Instructions For Spring Han - WitzenmannDocument4 pagesInstallation Instructions For Spring Han - WitzenmannDam VoNo ratings yet
- Manual DT50-P2113Document2 pagesManual DT50-P2113Alexandre FerreiraNo ratings yet
- Resume of BenjamingardoceDocument2 pagesResume of Benjamingardoceapi-29869326No ratings yet
- 10 - Sequential - Logic & Flip FlopDocument67 pages10 - Sequential - Logic & Flip FlopBhavey MalhotraNo ratings yet
- Make A Wooden 8-Bit Pixel Link - The Legend of Zelda Pixel ArtDocument5 pagesMake A Wooden 8-Bit Pixel Link - The Legend of Zelda Pixel ArtLinoNo ratings yet
- RailwayDocument47 pagesRailwayusler4u94% (17)
- ADS-B Technical IssueDocument12 pagesADS-B Technical Issuenxuannhu100% (1)
- Free Publications by DevelopmentDocument1 pageFree Publications by DevelopmentaeoiuNo ratings yet
- VLSI Custom Microelectronics - Digital, Analog and Mixed-SignalDocument479 pagesVLSI Custom Microelectronics - Digital, Analog and Mixed-Signalbkrebtel100% (1)
- Vertical Seismic ProfilingDocument9 pagesVertical Seismic ProfilingSunil Sundar100% (1)
- Serial Number Range: To SN 780Document106 pagesSerial Number Range: To SN 780jayrreyes12No ratings yet